Предлагаемое изобретение относится к оборудованию для электронно-лучевой сварки, точнее к установкам с двумя электронно-лучевыми излучателями - электронно-лучевыми пушками (ЭП). Оно может быть использовано как для установок со стационарно закрепленными излучателями, так и для установок с внутрикамерными излучателями (пушками).
Известна установка для электронно-лучевой сварки с двумя накамерными излучателями (ЭП), установленными под углом друг к другу (Патент Японии N 52-11649, кл. 12 B 11, B 23 K 15/00, опубл. 1977).
Недостатком известной установки является то, что в ней нет корректирующих устройств для пространственного ориентирования электронно-оптических осей излучателей (ЭП) и устройств для пересечения осей в заданной точке.
Указанная установка, использующая два излучателя (ЭП), установленные под углом друг к другу, может быть принята за прототип.
Известна установка для электронно-лучевой сварки с одним электронно-лучевым излучателем (ЭП) (авт. св. СССР N 1055012, кл. B 23 K 15/00, 1982, прототип).
Известное техническое решение, использующее для коррекции оси ЭП полярный механизм с фиксированной точкой (полюсом), лежащем на оси луча, может быть аналогом предложенному.
Недостатком известного технического решения является конструктивное выполнение корректирующего полярного устройства на уровне корпуса ЭП, т.е. параллельно оси излучателя. В этом случае при сварке электронным лучом, ориентированным произвольно (под углом) к координатным осям камеры, элементы корректирующего механизма затрудняют наблюдение за процессом сварки и существенно сокращают рабочее пространство до изделия.
Техническим результатом данного изобретения является расширение технологических возможностей путем обеспечения сварки толстолистовых стыков и стыков сложной формы.
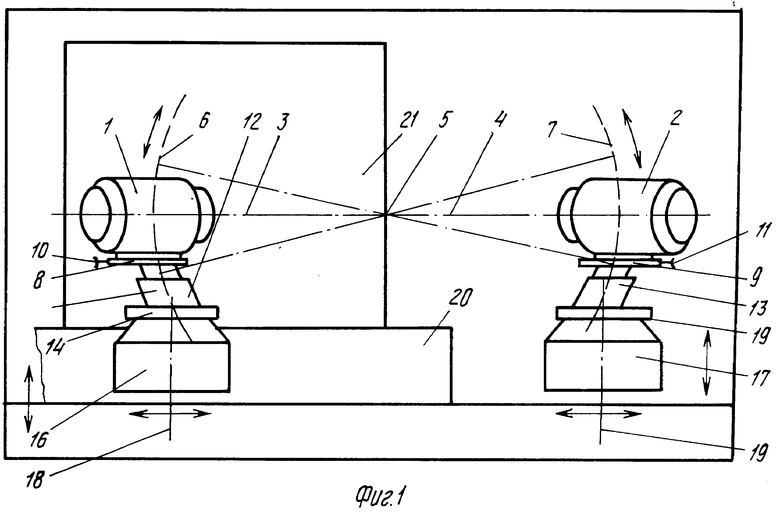
На фиг. 1 представлена схема предложенной установки; на фиг. 2 - то же, вид сверху.
Установка состоит из двух электронно-лучевых сварочных излучателей (основного 1 и дополнительного 2), электронно-оптические оси лучей 3 и 4 которых пересекаются в точке 5, являющейся общим центром (полюсом) криволинейных (полярных) траекторий 6 и 7 угловой коррекции соответственно для излучателей 1 и 2. Излучатели закреплены на каретках 8 и 9 механизмов 10 и 11 линейного перемещения излучателей вдоль своих осей относительно точки 5. Корректирующие угловые механизмы 12 и 13 закреплены на планшайбах 14 и 15 поворотных механизмов 16 и 17, оси 18 и 19 которых перпендикулярны базовой поверхности стола 20.
Основания поворотных механизмов 16 и 17 закреплены на корпусе камеры.
Перед началом эксплуатации (работы) установка должна быть отъюстирована:
1. Геометрические оси излучателей должны соответствовать соответствующим осям электронно-оптических систем (осям лучей);
2. Геометрические оси излучателей должны быть расположены по радиусам углового (полярного) перемещения излучателей соответствующими механизмами;
3. Центры (полюса) угловой (полярной) коррекции должны быть совмещены в одной точке.
Установка работает следующим образом (рассмотрен вариант с накамерными излучателями 1 и 2, т.е. сварка обеспечивается перемещениями свариваемого изделия столом 20).
Перед вакуумированием камеры каретками 8 и 9 по шкалам излучатели устанавливают на заданный размер до точки 5, т.е. на расстояние, соответствующее параметру режима сварки - "рабочее расстояние". Затем камера вакуумируется, и при работающих излучателях 1 и 2 в режиме наведения по следам лучей (пятнам нагрева) или по сигналам вторично-эмиссионного тока линию стыка совмещают с осями лучей. Эта типовая операция выполняется либо перемещениями изделия по вертикали столом 20, либо перемещениями излучателей 1 и 2 поперек линии стыка. В общем случае стыка имеют место два пятна нагрева от действия двух лучей, формируемых излучателями 1 и 2. Перемещениями свариваемого изделия в направлении по биссектрисе угла между осями лучей 3 и 4 два пятна совмещаются в одной точке на линии стыка. В случае совмещения следов в одной точке - заданный размер "рабочего расстояния" от свариваемой поверхности до излучателей 1 и 2 установлен. Следовательно, на предложенной установке можно без дополнительных средств измерения быстро и просто определить и откорректировать требуемый размер рабочего расстояния.
Затем перемещением свариваемого изделия вдоль действия лучей 3 и 4 (или наоборот при перемещениях излучателей 1 и 2 относительно неподвижного изделия) проверяется и при необходимости корректируется точность совмещения обоих лучей с плоскостью стыка. Проверка заключается в контроле точности совмещения лучей (также по пятну нагрева или по ВЭС) на дальних от излучателей 1 и 2 участках линии стыка. Корректировка проводится индивидуально для каждого луча путем углового (полярного) перемещения излучателей 1 и 2 механизмами 12 и 13 вокруг точки 5, совмещенной с ближней линией стыка или лежащей на ее продолжении. После контроля и коppектировки оси лучей 3 и 4 лежат в плоскости стыка 22 свариваемого изделия 21.
Кроме того, согласованными встречными вращениями планшайб 14 и 15 точка пересечения лучей 3 и 4 может перемещаться от точки 5 по прямой поперек стола 20. В этом случае угол в точке пересечения лучей изменяется. Указанные перемещения излучателей 1 и 2 обозначены реверсивными стрелками.
Схема предложенной установки позволяет быстро и с высокой точностью совмещать оси двух лучей, формируемых излучателями, установленными под углом друг к другу, с плоскостью толстолистового и сложнопрофильного стыка; без дополнительных средств измерений определять и корректировать заданный размер рабочего расстояния; перемещать поперек камеры, т.е. по глубине сечения свариваемой детали точку пересечения лучей, что существенно расширяет технологические возможности ЭЛС толстолистовых стыков и стыков сложных, развитых сечений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027575C1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1243919A1 |
| Установка для электронно-лучевой сварки | 1982 |
|
SU1055012A1 |
| Способ электронно-лучевой сварки | 1990 |
|
SU1818187A1 |
| Способ электронно-лучевой сварки | 1984 |
|
SU1255341A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1985 |
|
SU1363664A1 |
| Способ слежения за стыком при электронно-лучевой сварке | 1982 |
|
SU1053399A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО УГЛА НАКЛОНА ОСИ ЛУЧА К ПОВЕРХНОСТИ ОБРАЗЦА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 1989 |
|
SU1826342A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2161085C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ПОВОРОТНЫХ СТЫКОВ МНОГОГРАННЫХ ТРУБ | 1990 |
|
RU2022746C1 |

Использование изобретения: для сварки толстолистовых стыков и стыков сложной формы. Сущность изобретения: установка содержит основной и дополнительный электронно-лучевые сварочные излучатели. Каждый электронно-лучевой сварочный излучатель установлен с возможностью перемещения в плоскости, параллельной плоскости стола в двух взаимно перпендикулярных направлениях, перемещения и вращения в направлении, перпендикулярном плоскости стола углового перемещения, в плоскости, перпендикулярной плоскости стола. 2 ил.
УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ, содержащая смонтированный в вакуумной камере стол для изделия, электронно-лучевой сварочный излучатель, установленный с возможностью возвратно-поступательного перемещения в плоскости, параллельной плоскости стола, в направлении, параллельном продольной оси установки, и возвратно-поступательного перемещения в плоскости, перпендикулярной плоскости стола, отличающаяся тем, что она оснащена дополнительным электронно-лучевым сварочным излучателем, установленным с возможностью возвратно-поступательного перемещения в плоскости, параллельной плоскости стола, в двух взаимно перпендикулярных направлениях с возможностью возвратно-поступательного перемещения и вращения относительно оси, перпендикулярной плоскости стола, при этом основной электронно-лучевой сварочный излучатель установлен с возможностью вращения относительно оси, перпендикулярной плоскости стола, и возвратно-поступательного перемещения в направлении, перпендикулярном продольной оси установки, основной и дополнительный электронно-лучевой сварочные излучатели установлены с возможностью углового перемещения в плоскости, перпендикулярной плоскости стола.
| Чвертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| Киев: Наукова Думка, 1973, с.294-295, рис.219. |
