о:
00
ьо
О5
кэ
со
Изобретение относится к сварке, в частности к оборудованию для электронно-лучевой сварки профильным электронным пучком с осадкой свариваемых деталей, и является усовершенствованием изобретения по авт. св. № 1315196.
Цель изобретения - повышение качества сварки за счет увеличения точности автоматического поддержания заданной величины осадки путем подачи сигнала на отключение сварочной пушки при достижении необходимой величины осадки.
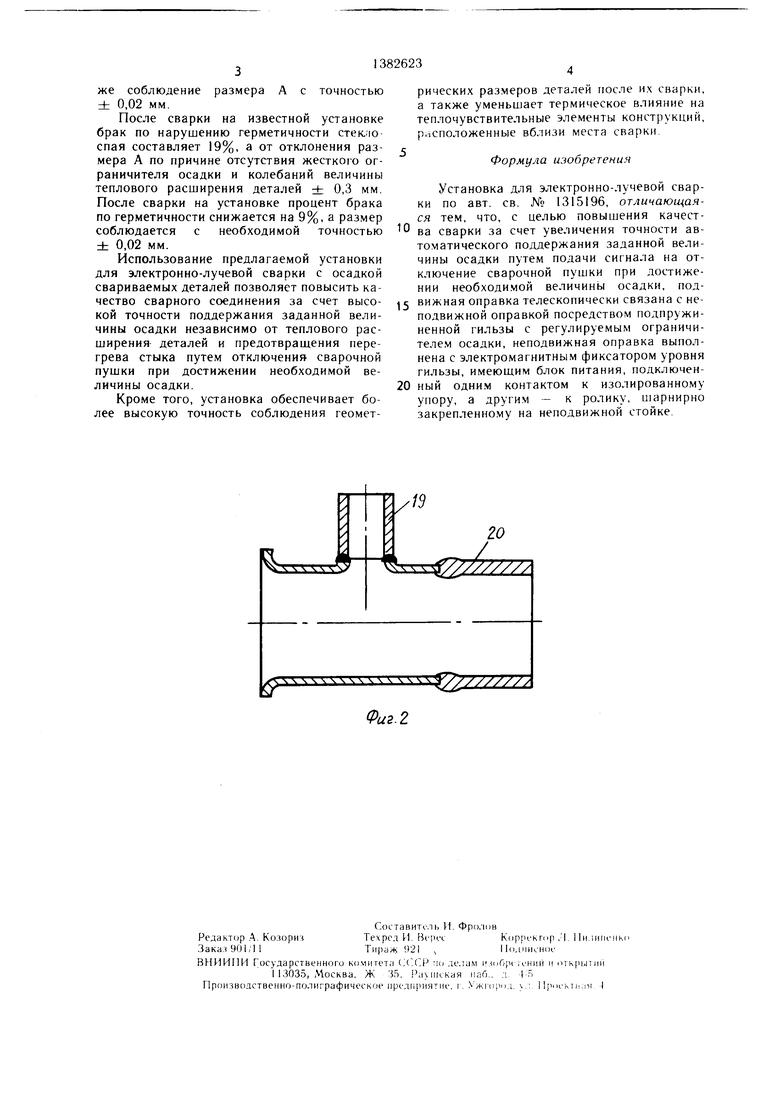
На фиг. I изображена схема установки; на фиг. 2 - корпус электровакуумного прибора, сваренного на предлагаемой установке.
Установка состоит из вакуумной камеры 1 с газоразрядной сварочной пушкой 2, формирующей кольцевой электронный пучок 3 по периметру стыка свариваемых деталей 4, установленных на подвижной 5 и неподвижной 6 (в процессе сварки) оправках соосно с газоразрядной сварочной пушкой 2. Гильза 7, содержашая регулируемый ограничитель 8 осадки, телескопически связана с подвижной оправкой 5 и подпружинена относительно нее пружиной 9. Уровень гильзы 7, имеющей возможность осевого перемещения внутри неподвижной оправки 6, в определенный момент процесса сварки фиксируется якорем 10 электромагнитной катущки 11, электрически связанной с блоком питания электромагнита. На штоке 12 осадки с приводной пружиной 13 жестко закреплены изолированный упор 14, соединенный с блоком питания электромагнита, и регулируемый элемент 15, соединенный с источником питания газоразрядной пушки. На неподвижной стойке 16 шарнирно закреплен стержень 17 с роликом 18.
Перед сваркой вращением ограничителя 8 устанавливают зазор Si, равный заданной величине осадки, по нониусу, вращением регулируемого элемента 15 - зазор 82, равный необходимой величине осадки, три достижении которой подается сигнал на отключение источника питания газоразрядной сварной пушки 2. Поскольку сварочную пущ- ку необходимо отключить в процессе осадки или в момент ее окончания, соотношение зазоров должно удовлетворять неравенству S2 S. После установки зазоров на неподвижную оправку 6, находящуюся в нижнем положении, надевают до упора нижнюю свариваемую деталь, а на подвижную оправку 5 надевают до упора верхнюю свариваемую деталь и вставляют гильзу 7 в отверстие неподвижной оправки 6. При этом якорь 10 электромагнита находится в отжатом положении, электромагнитная катуп - ка 1I обесточена.
После откачки камеры 1 свариваемые детали 4 с помощью механизма перемещения поднимают в полость газоразряд.
пущки 2. По ходу движения торец оправки 5 подходит к щтоку 12 и поднимает его, преодолевая сопротивление пружины 13, определяющей усилие осадки. В свою оче- 5 редь, упор 14 поднимающегося штока 12 вступает в контакт с роликом 18 и подни- .мает его до определенного уровня. При этом стык деталей 4 совмещается с фокальной плоскостью кольцевого электронного пуч- .ка 3. Электрическая цепь управления источ10
НИКОМ питания электромагнита замкнута.
но катушка 11 остается в обесточенном состоянии. В начальной стадии нагрева электронным пучком происходит тепловое расширение свариваемых деталей, вследствие
5 чего оправка 5 движется в направлении, противоположном осадке, поднимая подпружиненную гильзу 7. В том же направлении движется шток 12, поднимая ролик 18, который свободно катится по поверхнрсти упора 14, непрерывно контактируя с ним. В на20 чальный момент осадки шток 12 начинает двигаться в направлении осадки и ролик 18 теряет связь с упором 14, так как стержень 17 удерживается в оставленном положении за счет сил трения в шарнире.
25 Размыкание управляющего электрического контакта, состоящего из ролика 18 и упора 14, приводит к подаче напряжения на обмотку электромагнитной катушки 11 и фиксированию якорем 10 уровня гильзы 7. Независимо от нестабильной величины тепло0 вого расширения деталей зазоры Si и S2, соответственно равные заданной и необходимой величинам осадки, остаются постоянными до начала осадки. В процессе осадки контакт регулируемого элемента 15 движется навстречу ролику 18, сокращая зазор S2.
5 Синхронно со штоком осадки в направлении осадки движется торец оправки 5 навстречу ограничителю 8 зафиксированной гильзы 7, сокращая зазор S|. В момент достижения необходимой величины осадки, равной зазору S2, контакт регулируемого элемен0 та 15 коснется поверхности ролика 18. При этом в источник питания сварочной пущки поступает сигнал на отключение, после чего элемент 15 может продолжать движение в направлении осадки, поворачивая на шарнире стержень 17 с роликом 18. Осадка прекращается в момент касания торцом оправки 5 ограничителя 8 осадки.
Примером применения установки может служить процесс электронно-лучевой сварки
Q корпуса электровакуумного прибора. Корпус прибора (фиг. 2) содержит металло- стеклянную оболочку 19, в которую вварены медно-коваровые штенгели 20. Металлостек- лянный спай оболочки подвергается асимметричному тепловому воздействию при вварке
5 щтенгелей, расположенных вблизи этого спая. К корпусу прибора предъявляются жесткие требования по вакуумной плотноои сварных швов и металлостеклянных спаев, а так3
размера
13
с точностью
же соблюдение ± 0,02 мм.
После сварки на известной установке брак по нарушению герметичности стеючо спая составляет 19%, а от отклонения размера А по причине отсутствия жесткого ограничителя осадки и колебаний величины теплового расширения деталей ± 0,3 мм. После сварки на установке процент брака по герметичности снижается на 9%, а размер соблюдается с необходимой точностью ± 0,02 мм.
Использование предлагаемой установки для электронно-лучевой сварки с осадкой свариваемых деталей позволяет повысить качество сварного соединения за счет высокой точности поддержания заданной величины осадки независимо от теплового расширения деталей и предотвраш.ения перегрева стыка путем отключения сварочной пушки при достижении необходимой величины осадки.
Кроме того, установка обеспечивает более высокую точность соблюдения геомет1382623
0
рических размеров деталей после их сварки, а также уменьшает термическое влияние на теплочувствительные элементы конструкций, расположенные вблизи места сварки,
Формула изобретения
Установка для электронно-лучевой сварки по авт. св. № 1315196, отличающаяся тем, что, с целью повышения качества сварки за счет увеличения точности автоматического поддержания заданной величины осадки путем подачи сигнала на отключение сварочной пушки при достижении необходимой величины осадки, подс вижная оправка телескопически связана с неподвижной оправкой посредством подпружиненной гильзы с регулируемым ограничителем осадки, неподвижная оправка выполнена с электромагнитным фиксатором уровня гильзы, имеюшим блок питания, подключен0 ный одним контактом к изолированному упору, а другим - к ролику, шарнирно закрепленному на неподвижной стойке.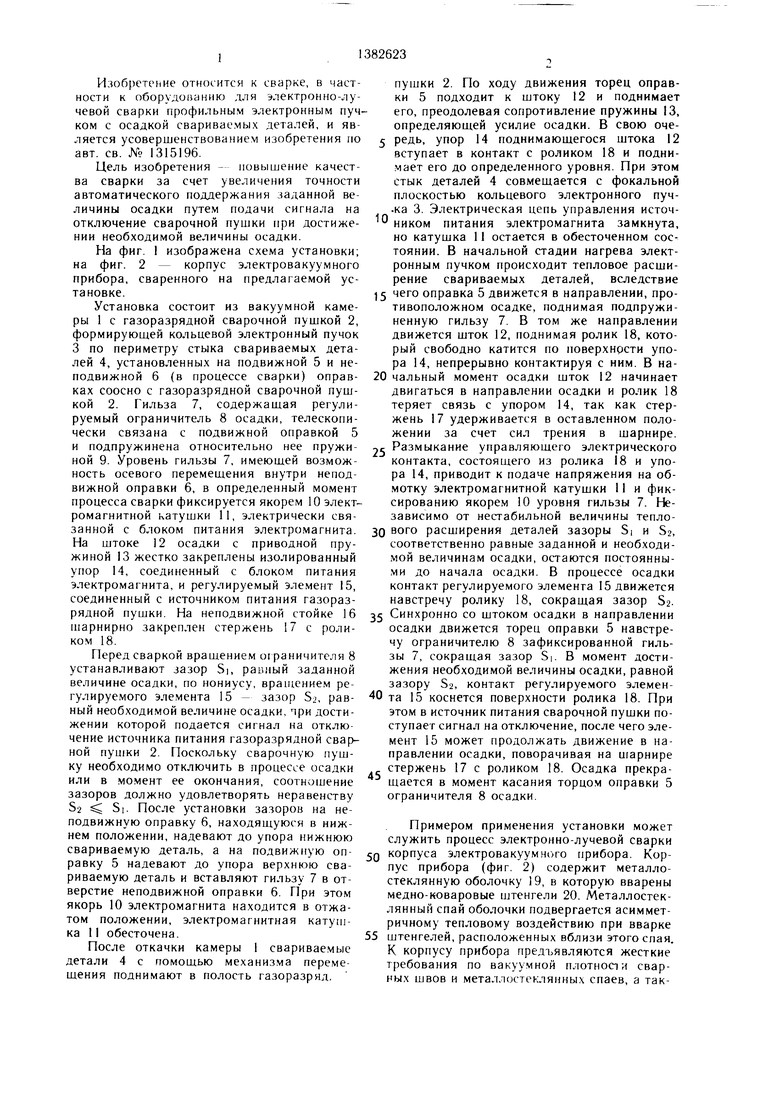
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронно-лучевой сварки | 1985 |
|
SU1315196A1 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| Полуавтоматическая вакуумная установка | 1987 |
|
SU1447595A2 |
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| Установка для электроннолучевой свар-Ки КОльцЕВыХ шВОВ | 1979 |
|
SU846178A1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU730509A1 |
| Полуавтоматическая вакуумная установка | 1984 |
|
SU1175638A1 |
| Установка для многоточечной контактной сварки | 1982 |
|
SU1092020A1 |
| Способ наведения электронного луча на стык свариваемых деталей | 1987 |
|
SU1481006A1 |
Изобретение относится к сварке, в частности к оборудованию для электронно-лучевой сварки профильным электронным пучком с осадкой свариваемых деталей. Цель изобретения - повышение качества сварки за счет увеличения точности автоматического поддержания заданной величины осадки путем подачи сигнала на отключение сварочной пушки при достижении необходимой величины осадки. Для этого подвижная оправка 5 для обеспечения телескопической связи с неподвижной оправкой 6 снабжена гильзой 7 с регулируемым ограничителем 8 осадки. Гильза 7 подпружинена относительно подвижной оправки пружиной 9. Уровень гильзы 7, имеющей возможность осевого перемешения внутри неподвижной оправки 6, задается электромагнитным фиксатором уровня, выполненным в виде якоря 10 и электромагнитной катушки 11 с блоком питания. При сварке шток 12 движется в направлении осадки, нарушая электрический контакт между изолированным упором 14 и роликом 18. Это приводит к подаче нагфяжения с блока питания на катушку 11 и фиксированию якорем 10 уровня гильзы 7. Осадка пре- крашается в момент касания торцом подвижной оправки 5 ограничителя 8 осадки. 2 ил. (в (Л
ю
20
Фиг.2
| Установка для электронно-лучевой сварки | 1985 |
|
SU1315196A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
