00
00 а ;о
Изобретение относится к электронно-лучевой сварке, в частности к |сварке стыковых соединений круглых заготовок из разнородных материалов, преимущественно с более легкоплавки- ;МИ металлами и может быть использовано в различных областях мапшнострое- ния.
Цель изобретения - повьшение качества сварных соединений разнородных металлов с различной температурой плавления путем устранения вытекания расплавленного металла ванны.
На чертеже показана схема сварки круглых заготовок из разнородных металлов кольцевым электронным лучом,
Способ состоит в обработке свариваемого торца детали 1 из легкоплавкого металла на конус, совмещении через промежуточную прослойку 2 плоского торца детали (заготовки) 3 из тугоплавкого металла с торцом детали 1 и расплавлении кольцевым электронным лучом 4 прослойки 2 и торца детали 1 с одновременным сжатием заготовок деталей 1 и 3 с силой Р.
На заготовке 1 закреплен ограничитель 5 осадки, зазор между торцовой поверхностью которого и направляющей 6 определяет величину осадки IOG этой заготовки.
Вначале нагрева электронным лучом 4 разогревается заготовка 3, а затем оплавляется прослойка 2 и вершина конуса заготовки 1, контактирующая с торцом заготовки 3. По мере последо- Iвательного оплавления конуса заготов :ки в направлении от оси к перифе- :рии стыка осуществляется осадка заготовки под действием силы Р, и жидкий металл,- смачивая поверхность заготовки 3, заполняет разделку в сты :ке. Осадка и сварочный нагрев заканчиваются, когда зазор 1 с становится равным нулю. При этом металл сварочной ванны полностью заполняет разделку стыка и формируется виде лицевох о валика с равномерной высотой. При оптимальной величине IQQ вытекание ме- талла сварочной ванны полностью исключается. Для получения качественного стыкового соединения заготовок по всей площади стыка необходимо за счет контактного плавления оплавить всю свариваемую поверхность заготовки . Высоту усеченного конуса детали 1 выполняют равной 0,5-2 мм, а величина 1ос выбирается не более высоты
0
5
0
5
0
5
0
5
5
конуса. Промежуточная прослойка 2 необходима для улучшения смачивания поверхности з аготовки.З за счет образования твердых растворов или эвтектики. Геометрия стыка и изменение интенсивности нагрева заготовки 3 позволяют создать такие условия сварки, при которых обеспечивается последовательное выполнение операции расплавления прослойки 2 и оплавления торца заготовки 1, Последовательность сохраняется и в том случае, когда необходимо .расплавить прослойку с температурой плавления 5 превьшающей температуру плавления более легкогглавной заготовки.
Пример. Выполняют электроннолучевую сварку электрода, состоящего из вольфрамового наконечника и медного держателя диаметром 12,5 мм, газоразрядной пушкой, формир ующей кольцевой электронный луч. Высоту конуса выбирают разной 1 мм, а на торце наконечника предварительно размещают фольгу из никеля толщиной О, 1 мм. Электронно-лучевую сварку выполняют в моноимпульсном режиме с ускоряющим напряжением 15 кВ, током разряда 0,5 А и временем импульса 6 с. Величина осад.ки составляет 0,7 мм, а усилие осадки - 0,5 кг. Фокальность плоскости электронного луча смещена относительно плоскости стыка на 0,6 мм в сторону тугоплавкой детали из .вольфрама.
I .
Получены сварные швы с равномерным лицевым валиком. По сравнению с прототипом предлагаемый способ сварки позволяет получить узкие сзарные швы даже при относительно невысокой плотности мощности концентрированного источника нагрева.
Формула изобретения
Способ электронно-лучевой сварки деталей круглого сечения, по которому сварку выполняют кольцевым электронным лучом с одновременньпч сжатием, отличающийся тем, что, с целью повышения качества сварных соединений разнородных металлов с различной температурой плавления путем ycTpai-Еения вытекания расплав- .ленного металла ванны, в более легкоплавкой детали выполняют разделку свариваемых кромок в виде конуса.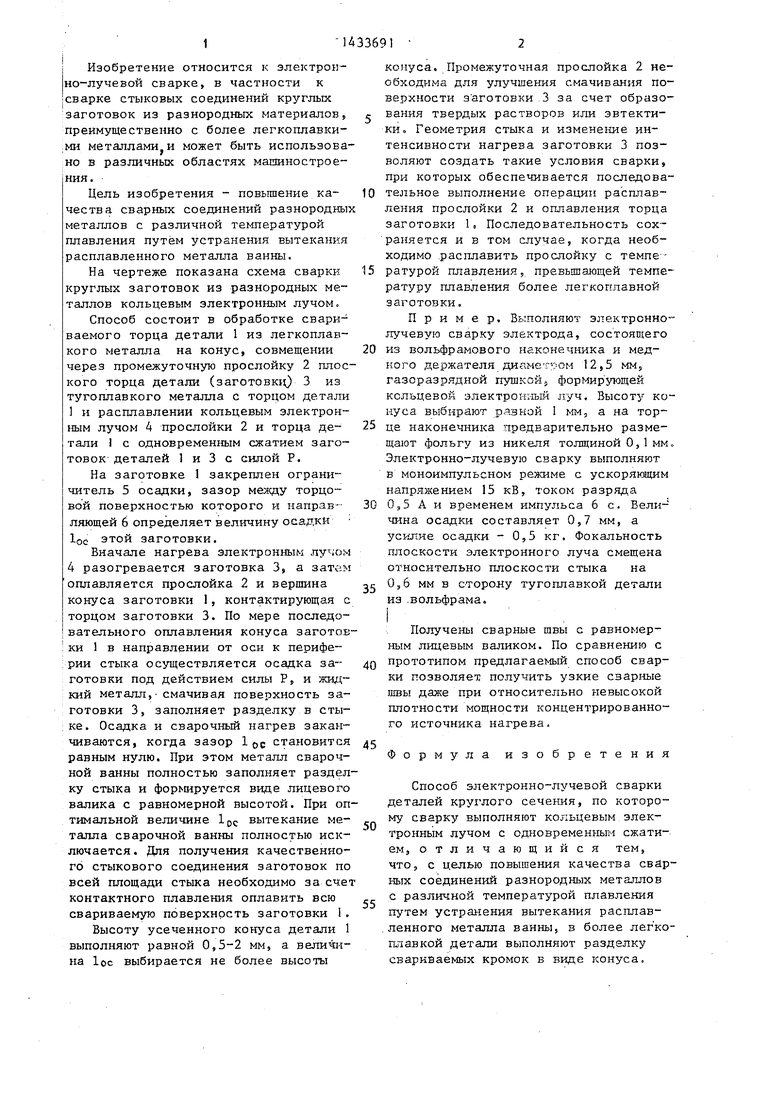
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| Способ сварки-пайки разнородных металлических сплавов лазерным лучом | 2020 |
|
RU2732303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| Способ импульсной электронно-лучевой сварки | 1982 |
|
SU1078760A1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2076792C1 |
Изобретение относится к электронно-лучевой сварке, в частности к сварке сть1ковых соединений круглых чаготовок из разнородных материалов. преимущественно тугоплавких металлов с легкоплавкими металлами, и может быть использовано в различньк областях машиностроения. Цель изобретения - повышение качества сварных соединений путем устранения вытекания расплавленного металла ванны. Осуществляют обработку свариваемого торца детали 1 из легкоплавкого металла на конус. Совмещают через промежуточную прослойку 2 плоский торец детали 3 из тугоплавкого металла с торцом детали 1. Расплавляют кольцевым электронным лучом 4 прослойку 2 к торец детали 1 с одновременным сжатием заготовок деталей 1 и 3 силой Р. По мере последовательного оплавления конуса заготовки детали 1 жидкий металл заполняет разделку в стыке и формируется в виде лицевого валика с равномерной высотой. 1 ил. i (Л
| Патент США № 3808395, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Безрадетский А.В | |||
| и др | |||
| Электронно-лучевая сварка трубчатых соединений ИЭТ с авторегулированием энергии сварочного импульса | |||
| - Электронная техника, сер | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
