Изобретение относится к сварке, в частности к многопроходной односторонней сварке металла большой толщины, выполняемой с подогревом, преимущественно перед возобновлением сварки соединений, остывших до минусовой температуры окружающего воздуха, и может найти применение при производстве толстостенных конструкций либо при выполнении ремонтно-восстанови- тельных работ на вышедших из строя конструкциях.
Цель изобретения - повышение качества сварки..
с
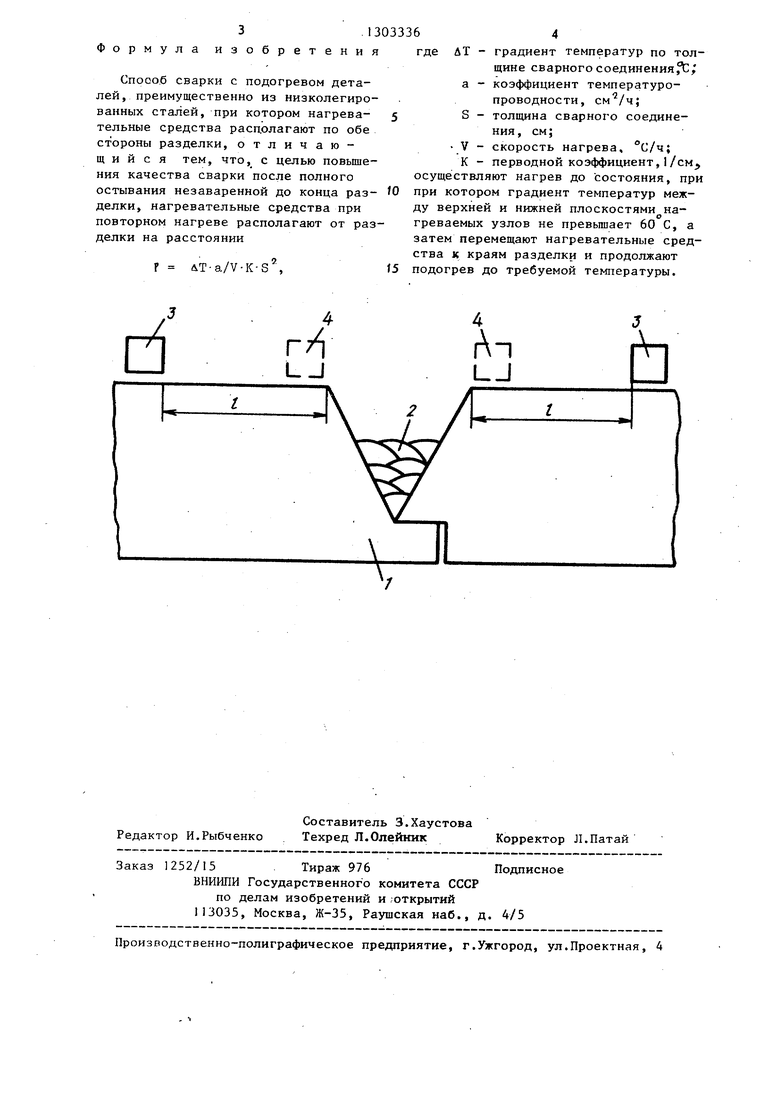
На чертеже представлено заваривае
мое стыковое соединение большой тол-
щины с односторонней разделкой и рас положение нагревательных средств.
Пример. Необходимо возобцо- вить сварку соединения 1 толщиной
40 мм из стали 14Х2гаР (G .700 Ша).
t
Сварное соединение было заварено на половину сечения 2 и остыло до температуры окружающего воздуха (-40°С) Тип односторонней разделки - в замок, при которой в.корне шва имеется концентратор напряжений. Место первоначального расположения нагревательных средств 3 определяют по формуле
t дTa/VK-S ;
где I - расстояние от линии сплавления , см;
Т - перепад температур по толщине сварного соединении, С;
а - коэффициент температуропроводности,
S - толщина сварного соединения см;
V - скорость нагрева, °С/ч;
К - переводной коэффициент, 1/см.
Экспериментальным путем установлено, что оптимальная величина перепада температур по сечению не должна превышать 50-60°С. Коэффициент теьтературопроводности для низколегированных сталей равен 320 . Рекомендуемая скорость нагрева составляет 20 С/ч. Переводной коэффициент К принят равным 2,5 1/см. Тогда I 24 см.
После того, как градиент температур между верхней и нижней плоскостями нагреваемой заготовки составил 50 С (замеры температур осуществляли контактной термопарой), нагрева
тельные средства переместили к краям
разделки 4 и осуществили подогрев
до ()0°С, а затем возобновили сварку.
to
Влияние скоростей нагрева и неравномерность распределения температур изучали, путем нагрева образцов из I стали 14Х2ГМР, имевших неполностью заваренную разделку типа в замок. Нагрев осуществляли газокислородным пламенем (см. таблицу).
Наличие трещин при возобновлении подогрева
5
0
5
300
200
100
80
60
40
30
20
150
135
123
100
80
70
60
50
Есть трещина
То же
Надрывы
Трещины отсутствуют
То же
Из таблицы и приведенного примеа следует, что повышение качества сварки, выражающееся в отсутствии трещин, возможно благодаря предлоенной последовательности технологических приемов и установленной зависимости, что по достижении равномерного распределения тепла по толщине сварного соединения температура должна быть ниже заданной на 50- 60 С, после чего продолжают подогрев до температуры, указанноз в техпроцессе.
Осуществление сварки с подогревом позволит значительно повысить качество сварных изделий, сократить простои дорогостоящего оборудования, сэкономить затраты на ремонтные работы.
Формула изобретения
Способ сварки с подогревом деталей, преимущественно из низколегированных сталей, при котором нагревательные средства расдолагают по обе стороны разделки, отличающийся тем, что, с целью повышения качества сварки после полного остывания незаваренной до конца разделки, нагревательные средства при повторном нагреве располагают от разделки на расстоянии
Г &T-8./V-K-S ,
где ДТ - градиент температур по толщине сварного соединениям ; а - коэффициент температуропроводности, S - толщина сварного соединения , см; V - скорость нагрева, °С/ч;
К - перводной коэффициент, 1/смj осуществляют нагрев до состояния, при при котором градиент температур между верхней и нижней плоскостями нагреваемых узлов не превьшает 60 С, а затем перемещают нагревательные средства к краям разделки и продолжают подогрев до требуемой температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходной сварки | 1979 |
|
SU841849A1 |
| Способ диагностики разрушения сварных конструкций | 1990 |
|
SU1731546A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МНОГОПРОХОДНЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2252116C2 |
| Способ дуговой многопроходной сварки деталей | 1987 |
|
SU1454599A1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ электродуговой сварки | 1978 |
|
SU743810A1 |
| Способ многопроходной сварки | 1978 |
|
SU791477A1 |
| СПОСОБ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1988 |
|
RU2103128C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
Изобретение относится к области сварки, в частности к многопроходной сварке металла большой толщины, выполняемой с подогревом преимущественно перед возобновлением сварки. Целью изобретения является повышение ка-. чества сварных изделий. Нагревательные средства располагают по обе стороны разделки, и повторный нагрев после полного остывания изделия производят в зонах, .расположенных от разделки на определенном расстоянии до состояния, при котором градиент температур между нижней и верхней . плоскостями нагреваемой заготовки не превьш ает 50-60 С, а затем переме- щают нагревательные средства к краям разделки и продолжают подогрев. Расстояние от разделки до места установки нагревательных средств определяется по расчетной формуле, что позволяет достичь равномерного распределения тепла по сечению и обеспечивает минимальные температурные напряжения и исключение образования трещин в корне шва. 1 ил. 1 табл. S (Л со о со оо со 05
Составитель З.Хаустова Редактор И.Рыбченко Техред Л.Олейник Корректор Л.Патай
Заказ 1252/15Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и ;открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Технология электрической сварки металлов и сплавов плавлением | |||
| М.: Машиностроение, 1974, с | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| Словарь-справочник по сварке | |||
| Киев: Наукова думка, 1974, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Климочкин М.М., | |||
| Маковский А.Г., Предварительный нагрев при сварке и наплавке толстостенных валов большого диаметра | |||
| - Сварочное производство, 1982, № 3, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Тепловые процессы при сварке | |||
| М.: АН СССР, 1953, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
