и установлено на полом винте 14 механизма вертикального перемещения режущего инструмента. Пуансон 20 имеет тягу 19, снабженную на конце упором 21 для взаимодействия с полым винтом 14 при перемещении последнего. Полый винт 14 выполнен с продольным пазом 16, а червячное колесо 13 и корпус 11 снабжены упорами 18 и 17 для фиксации их относительно полого винта 14 при взаимодействии с пазом 16. Режущий инструмент выполнен в виде фрезы 15, что позволяет выполнять вначале
t
Изобретение относится к обработке изделий из полимерных материалов и может найти применение при формовании горловины на трубах при изготовлении тройников, используемых в хими- ческой, металлургической и др. отраслях промышленности.
Цель изобретения - повышение производительности и удобства обслуживания.
На фиг. 1 предста;влено устройство в момент сверления, поперечный ра зрез. на фиг. 2 - то же, продольный разрез; на фиг.3 - то же, в момент торцовки.
Устройство содержит основание 1, ложе 2 с матрицей 3 для обрабатываемой трубы, резьбовую стойку 4, в которой с возможностью дертикального перемещения установлен винт 5 со штурвалом 6, закрепленным на нем гайкой 7. На винте 5 закреплена втулка 8 с жестко закрепленной на ней площадкой 9 с установленными на ней электродвигателем 10 и механизмом поворота режущего инструмента, выполненным в виде установленной в корпусе 11 червячной пары, включающей червяк 12 и червячное колесо 13. Червяк 12 соединен с электродвигателем 10, червячное колесо 13 имеет внутреннее резьбовое отверстие, в котором установлен полый винт 14, несущий на конце режущий инструмент, выполненный в виде фрезы 15 для сверловки и торцовки горловины. Винт 14 выполнен с продольным па- зом 16. На червячном колесе 13 выполнен упор 17, взаимодействуквций с па
в стенке трубы сверление отверстия, а после формования пуансоном 20 горловины осуществлять торцовку ее. Для нагрева пуансона 20 устройство снабжено направляющей 23 с кольцевой полостью 27, сообщенной через нагреватель с системой 26 подачи теплоносителя. Для вертикального перемещения фрезы 15 устройство имеет резьбовую стойку, размещенньш в ней винт со щтурвалом. Пуансон 20 выполнен со сквозными отверстиями 22 для прохода теплоносителя. 3 з.п. ф-лы, 3 ил.
зом 16, для фиксирования винта 14 относительно червячного колеса. Для фиксирования винта 14 на корпусе 11, последний снабжен фиксатором 18, который при фиксации взаимодействует с пазом 16 винта 14. В полости винта 14 соосно с ним установлена тяга 19 пуансона 20, причем на верхнем конце тяга 19 выполнена с упором 21. Пуан- со.н выполнен полым с отверстием 22 для прохода теплоносителя. Пуансон размещен в направляющей 23, которая установлена на сопло 24 нагревателя 25, установленного на основании 1 и сообщенного патрубком 26 с системой подачи теплоносителя. В направляющей выполнена кольцевая полость 27 для подачи теплоносителя на пуансон. Для перемещения, и удержания направляющей 23 она сн,абжена ручкой 28.
Устройство работает следующим образом.
Обрабатываемую трубу 29 закрепляют на ложе 2 матрицей 3, Фиксатор 17, расположенный на червячном колесе, вводят в зацепление с пазом 16, фиксируя тем самым винт 14 относительно червячного колеса 13, а фиксатор 18, расположенный на корпусе 11, выводят из зацепления с пазом 16 (фиг. 3). В этом положении фик саторов 17 и 18 винт 14 и червячное колесо 13 при включении электродвигателя 10 вращаются как одно целое, не совершая поступательного движения, выполняя операцию сверловки отверстия в трубе, которая производится центральной
313036364
частью фрезы 15, Подача и возвраще- зом 16, а фиксатор 17 вводят в зацеп- ние фрезы в исходное положение произ- ление с пазом 1Ь, при этом винт качиводится винтом 5, установленным в резьбовой стойке 4, вращением штурвала 6 путем перемещения площадки 9. Затем, удерживая за ручку 28, на- . правляющую 23 с находящимся в ней пуансоном 20 надевают на сопло 24 нагревателя 25. Включают ТЭНы нагревателя и одновременно подают теплоноситель (воздух) через нагреватель, сопло и далее через кольцевую полост 27 направляющей 23, обдувая и нагревая участок трубы 29, подлежащий деформации, и одновременно пуансон 20. }5 держащее матрицу, пуансон с тягой для Одновременно с этим тягу 19, вращая за-упор 21, вворачивают в пуансон 20.
После этого переключают фиксаторы 17 и 18, выводя фиксатор 17 из зацепления с пазом 16, а фиксатор 18 20 вводят в зацепление с пазом 16 винта 14 (фиг. 2), При этом винт 14 удерживается от, вращения относительно корпуса 11 фиксатором 18, а червячное колесо 13, получая вращение через червяк 12 от электродвигателя 10, путем взаимодействия резьбы на внутренней поверхности отверстия с резьбой на наружной поверхности винего вертикального перемещения, режущий инструмент, снабженный механизмом поворота и механизмом вертикального перемещения, включающим полый винт, установленный соосно тяге пуансона, отличающееся тем, что, с целью повышения производительности и удобства обслуживания, механизм поворота режущего инструмента выполнен 25 в виде установленной в корпусе червячной пары, при этом червячное колесо выполнено с внутренним резьбовым отверстием и установлено на полом винте механизма вертикального перемеще-
та 14 обеспечивает поступательное пе- 30 ния режущего инструмента, причем тя- ремещение винта 14 вверх, который за га пуансона выполнена с упором на упор 21 вытягивает тягу 19 с пуансо- верхнем конце, полый винт выполнен
с продольным пазом, а червячное колесо и корпус снабжены фиксаторами для
ном 20, чем обеспечивается формова- -ние горловины на трубе 29.
Отключают ТЭНы нагревателя 25, 35 взаимодействия с указанным пазом попродолжая подавать воздух, который, поступая холодным-через кольцевую полость 27 и отверстия 22 пуансона 20, быстро охлаждает отформованную горловину трубы 29. Включают обратный ход 40 винта 14 и опускают пуансон в направляющую 23, выворачивают из пуансона тягу 19. За ручку 28 направляющую 23 извлекают из трубы. Отключают подачу воздуха.
Для выполнения операции торцовки переключают фиксаторы 17 и 18 в положение, в котором они были при свер45
ловке отверстия в трубе 29, т.е. фик- выполнен полым со сквозными отверсти- сатор 18 выводят из зацепления с па- 50 ями для прохода теплоносителя.
нает вращаться без поступательного вращения, а подача и возвращение фре- зы 15 в исходное положение обеспечиваются вращением щтурвала 6. Торцовка горловины выполняется режущими кромками, расположенными по окружности фрезы. Готовая труба снимается с устройства. Далее цикл повторяется. Формула изобретения
1. Устройство для формования горловины на трубах из термопласта, содержащее матрицу, пуансон с тягой для
его вертикального перемещения, режущий инструмент, снабженный механизмом поворота и механизмом вертикального перемещения, включающим полый винт, установленный соосно тяге пуансона, отличающееся тем, что, с целью повышения производительности и удобства обслуживания, механизм поворота режущего инструмента выполнен в виде установленной в корпусе червячной пары, при этом червячное колесо выполнено с внутренним резьбовым отверстием и установлено на полом винте механизма вертикального перемеще-
40
лого винта.
2.Устройство по п. 1, отличающееся тем, что режущий инструмент выполнен в виде фрезы.
3.Устройство по пп. 1, 2, отличающееся тем, что ОНО снабжено направляющей для размещения пуансона, сообщенной с системой подачи теплоносителя, причем в направлйю45 щей выполнена кольцевая полость для подачи теплоносителя на пуансон.
4.Устройство по пп. 1, 2, 3, отличающееся тем, что пуансон
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| УСТРОЙСТВО ДЛЯ ВРЕЗКИ В НАПОРНЫЙ ТРУБОПРОВОД | 1999 |
|
RU2155295C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| УСТРОЙСТВО РУБКИ ДВИЖУЩЕЙСЯ ЛЕНТЫ ДРЕВЕСНОГО ШПОНА С НОЖОМ И МЕХАНИЗМОМ ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ | 2009 |
|
RU2403148C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 2006 |
|
RU2313028C1 |
| Пуансон для отбортовки горловин полых деталей | 1974 |
|
SU473542A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2229961C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ И СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 2015 |
|
RU2617805C2 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |

Изобретение относится к области обработки изделий из полимерных материалов и может найти применение при изготовлении тройников из труб. Целью изобретения является повышение производительности и удобства обслуживания, для чего механизм поворота режущего инструмента выполнен в виде установленной В корпусе 11 червячной пары, червячное колесо 13 которой имеет внутреннее резьбовое отверстие ю Теплоноситель (Л 00 о 00 65 со эь tPuz.2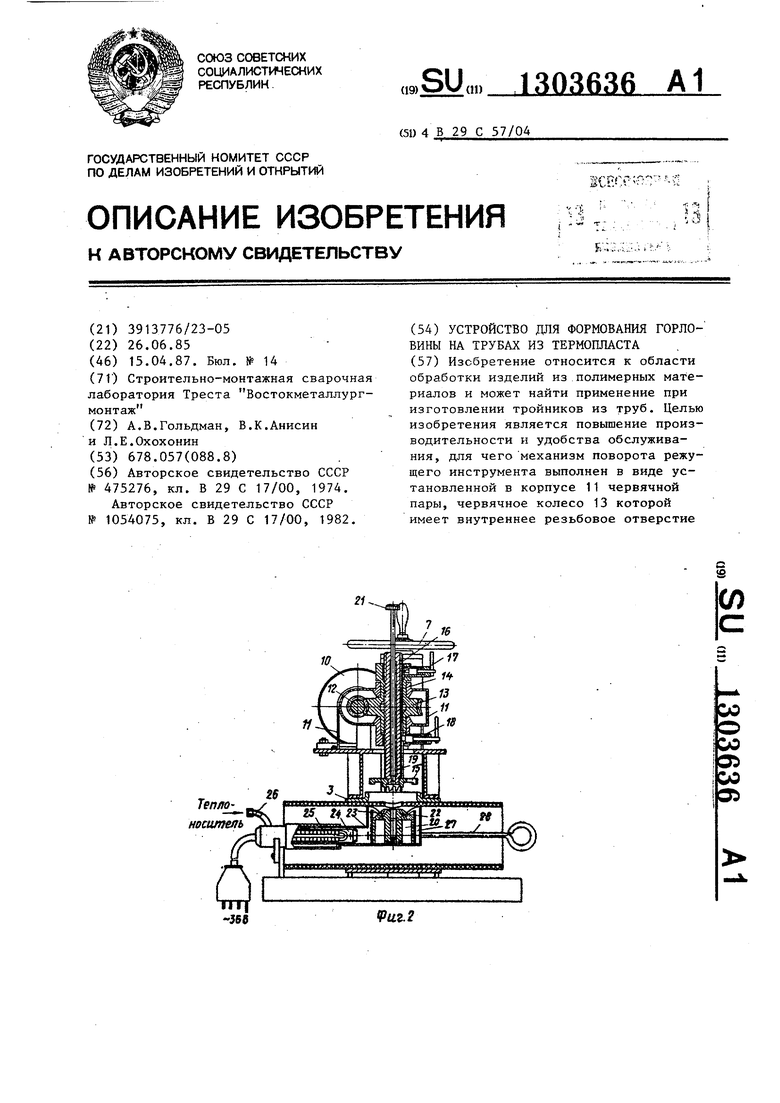
1 У У;Гу7 ;УУУУУ м я tf у vvwyj
ф1/лЗ
ts
Составитель И.Фролова Редактор С.Лисина Техред В. Кадар Корректор А.Ильин
Заказ 1280/30 Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для формирования изделий из термопластов | 1974 |
|
SU475276A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для формования горловины на трубах из термопласта | 1982 |
|
SU1054075A1 |
| Солесос | 1922 |
|
SU29A1 |
