Изобретение относится к перерабоке полимерных материалов и может найти применение при формовании горловин на трубах из термопластов, широко используемых в химической промышленности, металлургии и других отраслях народного хозяйства.
, Известно устройство для формования горловины на трубах из термопластов, .содержащее конусообразный формовочный инструмент, протягивае мый через отверстие, выполненное в нагретой перед формованием стенке пластмассовой трубы {YJ.
Недостатком этого устройства является низкая производительность труда, связанная с использованием дополнительного оборудования Для обработки торца вытянутой горловины. Дополнительная- обработка приводит к тому, что при обработке горловины трудно сохранить взаимную перпендикулярность плоскости обработанного торца горловины и ее оси. Это является причиной косой приварки патрубка к горловине и снижения ка-; чества сварного соединения.
Наиболее близким к изобретению является устройство для формования горловины на трубах из термопластов содержащее пуансон, матрицу и установленный в ней нож, выполненный в виде кольцевого держателя с режущей частью 2 .
,
Недостаток этого устройства состоит в том, что конструкция и размещение режущей части ножа не обеспечивает требуемое качество обработки торца горло,вины в связи с ; вырубкой лишнего материала. Кроме того, в месте сопряжения цилиндрической поверхности горловины с торцом на вей при формовании образуетс закругление, которое не может быть снято при помощи данного устройства Образование закругления связано с тем, что вязкость полимерного материала при температурах формования низкая и он не может полностью заполнить форму. Это закругление на горловине перед приваркой патрубка должно быть удалёно дополнительной механической обработкой. Применение устройств для дополнительной обработки торца горловины приводит к нарушению взаимной перпендикулярности оси горловины и патрубка, косой приварке патрубка и снижению
качества сварного соединения, снижению производительности труда.
Целью изобретения является повышение качества изделия.
Цель достигается тем, что в устройстве, содержащем пуансон, матрицу и установленный в ней нож, выполненный в виде кольцевого держателя с режущей частью, нож снабжен механизмом поворота вокруг оси матрицы, а режущая часть ножа выполнена из отдельных элементов, режущи кромки которых расположены в плоскости поворота ножа.
Нож также снабжен механизмом вертикального перемещения.
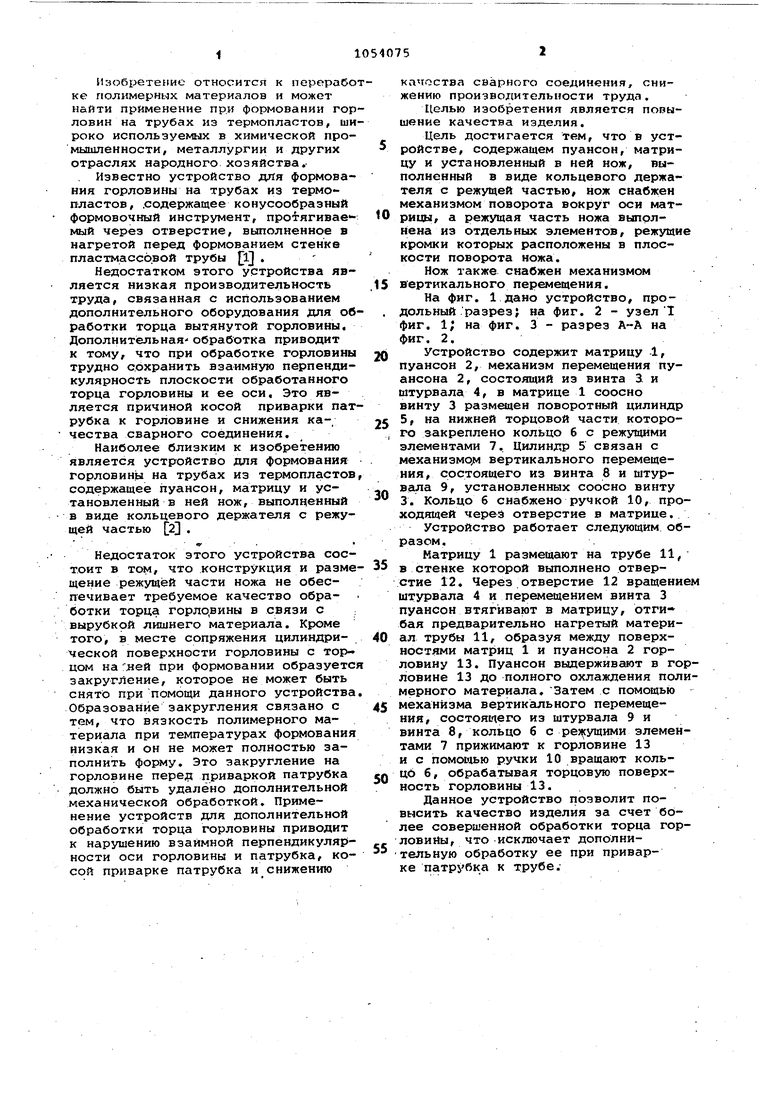
На фиг. 1 дано устройство, продольный разрез; на фиг. 2 - узелI фиг. 1; на фиг. 3 - разрез А-А на фиг. 2.
Устройство содержит матрицу 1, пуансон 2, механизм перемещения пуансона 2, состоящий из винта 3. и штурвала 4, в матрице 1 соосно винту 3 размещен поворотный цилиндр 5, на нижней торцовой части которого закреплено кольцо 6 с режущими элементами 7. Цилиндр 5 связан с механизмов вертикального перемещения, состоящего из винта 8 и штурвала 9, установленных соосно винту 3. Кольцо б снабжено ручкой 10, проходящей через отверстие в матрице.
Устройство работает следующим образом.
Матрицу 1 размещают на трубе 11, в стенке которой выполнено отверстие 12. Через отверстие 12 вращени штурвала 4 и перемещением винта 3 пуансон втягивают в матрицу, отгибая предварительно нагретый материал трубы 11, образуя между поверхностями матриц 1 и пуансона 2 горловину 13. Пуансон выдерживают в головине 13 до полного охлаждения полмерного материала.Затем с помощью механизма вертик1ального перемещения, состоящего из штурвала 9 и вннта 8, кольцо 6 с реягущими элементами 7 прижимают к горловине 13 и с помо1иью ручки 10 вращают кольц6 6, обрабатывая торцовую поверхность горловины 13.
Данное устройство позволит повысить качество изделия за счет более совершенной обработки торца горловиНы, что исключает дополнительную обработку ее при приварке патрубка к трубе.
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования горловины на трубах из термопласта | 1985 |
|
SU1303636A1 |
| Установка для обработки труб из термопластов | 1988 |
|
SU1643172A1 |
| Устройство врезки отвода в действующий трубопровод, сменный патрон для него и центратор самоцентрирующийся для установки устройства на трубопровод | 2017 |
|
RU2663316C2 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Рабочий ротор евграфовича | 1975 |
|
SU656873A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |

1.УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ГОРЛОВИНЫ НА ТРУБАХ ИЗ ТЕРМОПЛАСТА, содержащее пуансон, матрицу и установленный в ней нож, Быполненный в виде кольцевого держателя с режущей частью, отличающеес я тем, что, с целью повыиения качества изделия, нож снабжен механизмом поворота вокруг оси матрицы, а режущая часть ножа выполнена из отдельных элементов, режу- , щие кромки которых расположёны в плоскости поворота ножа. 2. Устройство по п. 1, отличающееся тем, что нож снабжен механизмом вертикального перемещения. о: ел о :л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фреза цилиндрическая | 1959 |
|
SU129455A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
