1
Изобретение относится к области холодной штамповки деталей из труб, преимущественно элементов трубопроводных соединений с отводами типа тройников.
Известные и исиользуемые для отбортовки горловии пуансоиы, содержащие заходный и отбортовывающий участок и хвостовик, требуют предварительного введения их в трубу и соединения с тягой, что повыгиает трудоемкость изготовления деталей и снижает производительность, а также не обеспечивает требуемого качества отбортовки.
Цель изобретения - снизить трудоемкость изготовления деталей и повысить их качество.
Эта цель достигается тем, что пуансои выполнен с доиолнительным участком в виде ториевой фрезы, расположенным между хвостовиком и отбортовывающим участком, при этом последний выполнен в виде винта с конической и цилиндрической частями, а его заходным участком является сверло.
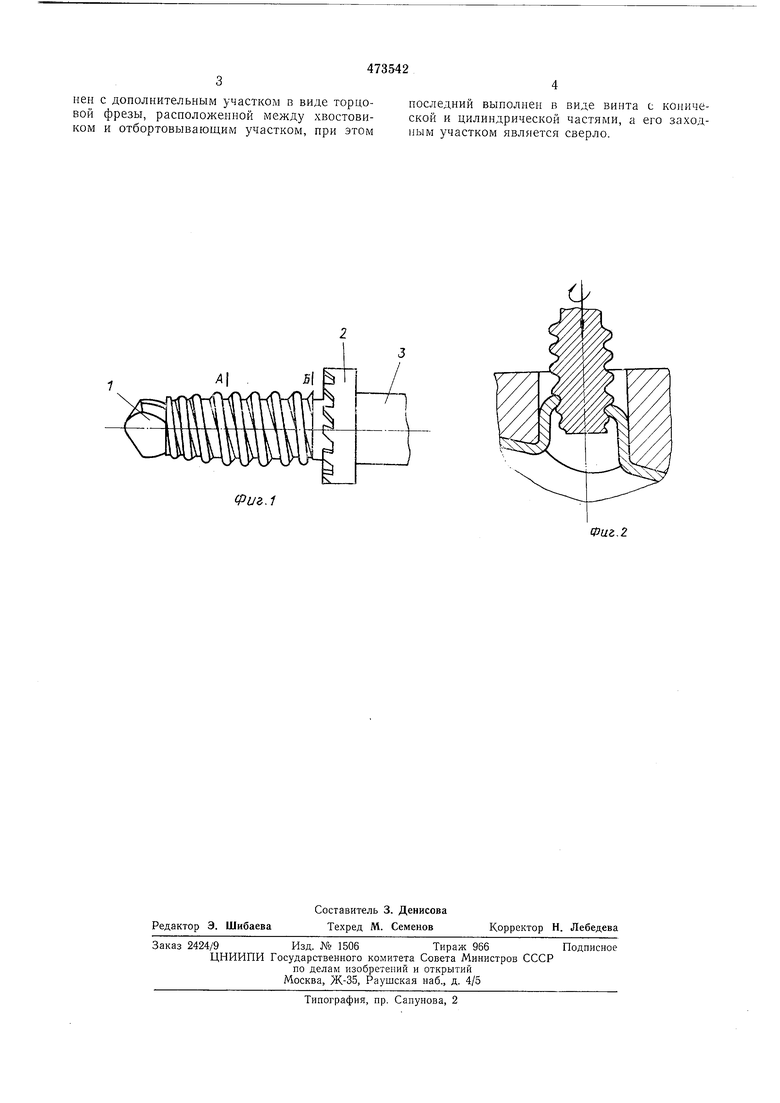
На фиг. 1 изображен предложенный пуансон; на фиг. 2 - положение детали и инструмента в процессе отбортовки.
Предложенный пуансон имеет заходиую 1 часть, представляющую собой сверло, отбортовывающий участок, состоящий из конического А и цилиндрического Б участков, торцевой фрезы 2 и хвостовика 3.
Наружная поверхность отбортовывающего участка выполнена в виде винта с постоянным или переменным щагом, который, например, равен или больще толщины стенки горловины.
цилиидрического участка равен внутреннему диаметру горловины.
Во избежание иадреза материала готовой детали винтовой профиль имеет скругленные канавки и верщину.
Пуансон работает следующим образом.
При сообщении ему вращательного движения и возвратно-поступательного перемещения сверло заходной части высверливает отверстие в горловине детали, которое отбортовывается винтовым участком, а при дальиейщем поступательном перемещении пуаисона торцевая фреза осуществляет торцовку горловииы.
Предмет изобретения
Пуансон для отбортовки горловин полых деталей с отводами типа тройников, содержащий заходный и отбортовывающий участки и хвостовик, отличающийся тем, что, с целью снижения трудоемкости изготовлеиия
деталей и повыщения их качества, ои вынолнем с дополнительным участком в виде торцовой фрезы, расположенной между хвостовиком и отбортовывающим участком, при этом
последний выполнен в виде винта с конической и цилипдрической частями, а его заходным участком является сверло.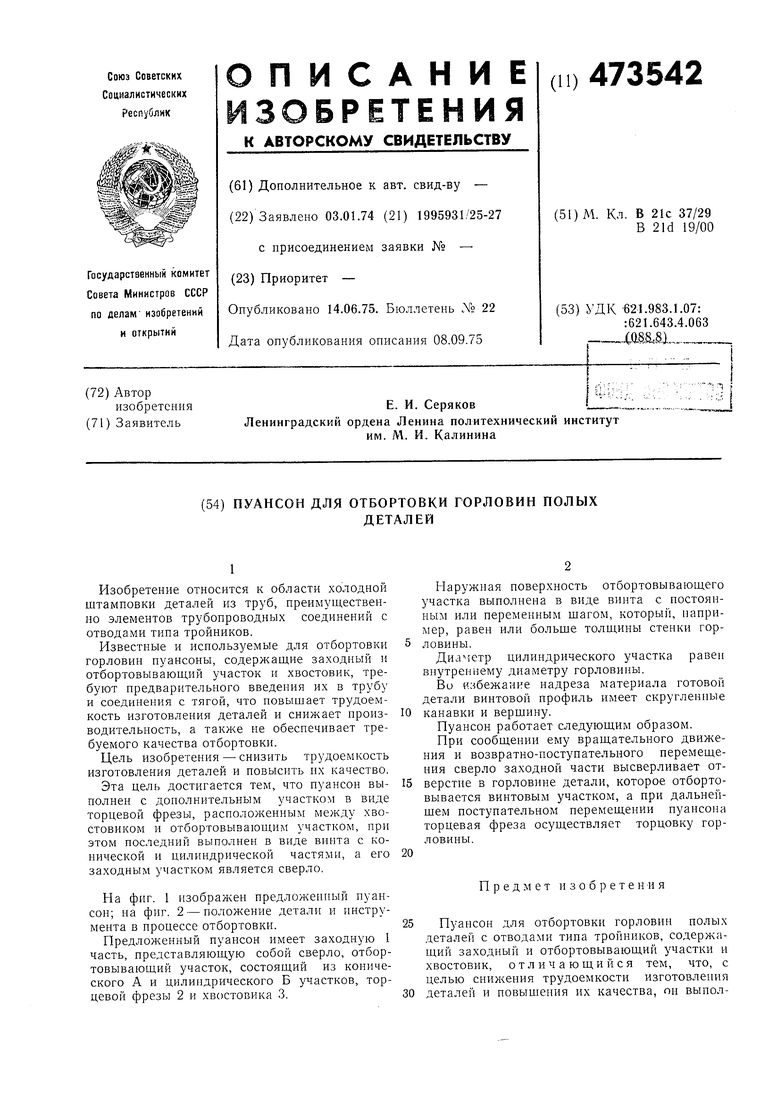
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| Пуансон для отбортовки отверстия | 1989 |
|
SU1690904A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| ИНСТРУМЕНТ ДЛЯ ЗАЧИСТКИ КОНЦОВ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2406603C1 |
| Инструмент для отбортовки концов труб | 1986 |
|
SU1397123A1 |
| Штамп для отбортовки деталей полузакрытого типа прямоугольной формы в плане со скругленными участками | 1987 |
|
SU1581413A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| Способ изготовления полых деталейКОНичЕСКОй фОРМы | 1979 |
|
SU841712A1 |
Фиг,.1
