. Изобретение относится к кабельной технике, в частности, к устройствам, для изготовления коаксиального кабе- .ля с внешним проводником, формируемым из металлической ленты.
Цель изобретения - повышение качества путем повышения однородности волнового сопротивления кабеля.
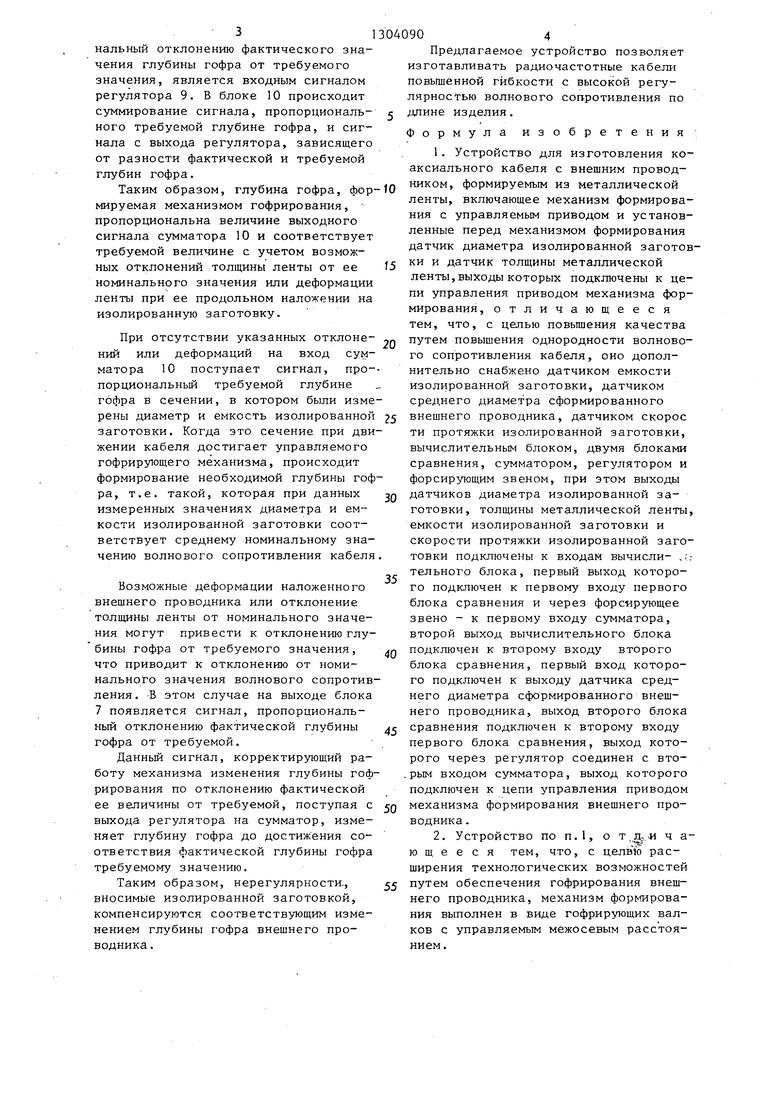
На чертеже изображена схема устройства.
Устройство включает датчик 1 диаметра изолированной жилы, датчик 2 погонной емкости изолированной жилы, датчик 3 толщины металлической ленты вычислительньй блок 4, форсирующее звено 5, датчик 6 среднего диаметра внешнего проводника, первый блок 7 сравнения, второй блок 8 сравнения, регулятор 9, сумматор 10 и механизм 11 формирования геометрии внешнего проводника (устройство гофрирования) с управляемым приводом. Условно изображены изолированная заготовка 12 и металлическая лента 13, формируемая во внешний проводник 13 (в представленном примере-гофрированный). Устройство включает также датчик 14 скорости протяж1си заготовки.
На вход вычислительного блока 4 подают сигналы датчика 1 диаметра изолированной заготовки 12, датчика 2 погонной емкости изолированной заготовки 12, датчика 3 толщины ленты 13 и датчика 14 скорости протяжки изолированной заготовки 12. Вычисли- ,телыл 1й блок 4 преобразует поступающие сигналы в соответствии с выражением
лВ(х)К ДВ(х)ч-К йС(х),
где лН(х),
(х)
и АС (х) - отклонение по длине х глубины Н и синусоидального гофра, диамет- ра DHJ изолированной заготовки и емкости С„, , образованной внешней поверхностью изолированной заготовки и внешней поверхностью внутреннего проводника
Для приведения измерений к одному сечению изолированной заготовки в вычислительном блоке осуществляется задержка сигнала датчика 1 диаметра на время , , которое определяется расстоянием S между датчиками 1 и
5
0
5 0
-
Q
5 0
0
2 и скоростью v протяжки изолирован-) ной проволоки
г Vr
Для привязки сигнала, пропорцио- нального требуемой глубине гофра в сечении кабеля,,к моменту прохождения этим сечением механизма гофриро- вания внешнего проводника, в вычислительном блоке осуществляется задержка этого сигнала на время t 2 + 3 определяемое скоростью v и расстоянием между датчиком 2 и ме- .ханизмом 11 гофрирования. В блоке 4 осуществляется задержка сигнала датчика I диаметра на время t, + , определяемое v и расстоянием между датчиком 1 и датчиком 3 толщины ленты, и задержка выходного сигнала второго выхода блока 4, пропорционального сумме величин диаметра изоляции и толщины ленты в сечении кабеля, на время t t н- t определяемое v и расстоянием между датчиком 3 толщины ленты н датчиком 6 среднего диаметра внешнего проводника для привязки всех измерений к одному сечению.
Сигнал с первого выхода блока 4, пропорциональный требуемой глубине гофра, через форсирующее звено 5 поступает на первый вход сумматора 10. Требуемая глубина гофра, определенная для сечения, в котором измерены диаметр и емкость изолированной заготовки, обеспечивается механизмом 11 гофрирования, который .выполнен в виде механизма с управляемым межосевым расстоянием гофрирующих валков.
Форсирующее звено 5 ,компенсирует инерционность механизма 11. Это достигается тем, что передаточную функцию звена 5 выбирают обратной передаточной функции механизма 11.
Сигнал с второго выхода блока 4, пропорциональный сумме диаметра изоляции и толщины ленты и задержанный по времени на +1, , вычитается из выходного сигнала датчика 6 среднего диаметра во втором блоке 8 сравнения. Выходной сигнал блока 8, пропорциональный фактической глубине гофра, поступает на второй вход первого блока 7 сравнения, где сравнивается с сигналом, пропорциональным требуемой глубине гофра, который поступает на первый вход блока 7 сравнения с первого выхода вычислительного блока 4. Сигнал на выходе блока 4, пропорциональный отклонению фактического значения глубины гофра от требуемого значения, является входным сигналом регулятора 9. В блоке 10 происходит суммирование сигнала, пропорционального требуемой глубине гофра, и сигнала с выхода регулятора, зависящего от разности фактической и требуемой глубин гофра.
Таким образом, глубина гофра, формируемая механизмом гофрирования, пропорциональна величине выходного сигнала сумматора 10 и соответствует требуемой величине с учетом возможных отклонений толщины ленты от ее номинального значения или деформации ленты при ее продольном наложении на изолированную заготовку.
При отсутствии указанных отклонений или деформаций на вход сумматора 10 поступает сигнал, пропорциональный требуемой глубине гофра в сечении, в котором были измерены диаметр и емкость изолированной заготовки. Когда это сечение при движении кабеля достигает управляемого гофрирующего механизма, происходит формирование необходимой глубины гоф ра, т.е. такой, которая при данных измеренных значениях диаметра и емкости изолированной заготовки соответствует среднему номинальному значению волнового сопротивления кабеля
Возможные деформации наложенного внешнего проводника или отклонение толщины ленты от номинального значения могут привести к отклонению глубины гофра от требуемого значения, что приводит к отклонению от номинального значения волнового сопротивления . В этом случае на выходе блока 7 появляется сигнал, пропорциональный отклонению фактической глубины гофра от требуемой.
Данный сигнал, корректирующий работу механизма изменения глубины гофрирования по отклонению фактической ее величины от требуемой, поступая с выхода регулятора на сумматор, изменяет глубину гофра до достижения соответствия фактической глубины гофра требуемому значению.
Таким образом, нерегулярности., вносимые изолированной заготовкой, компенсируются соответствующим изменением глубины гофра внешнего проводника .
040904
Предлагаемое устройство позволяет изготавливать радиочастотные кабели повышенной гибкости с высокой регулярностью волнового сопротивления по 5 длине изделия.
Формула изобретения
1.Устройство для изготовления коаксиального кабеля с внешним проводig НИКОМ, формируемым из металлической ленты, включающее механизм формирования с управляемым приводом и установленные перед механизмом формирования датчик диаметра изолированной заготовf ки и датчик толщины металлической
ленты,выходы которых подключены к цепи управления приводом механизма формирования, отличающееся тем, что, с целью повьш ения качества
Q путем повышения однородности волнового сопротивления кабеля, оно дополнительно снабжено датчиком емкости изолированной заготовки, датчиком среднего диаметра сформированного
25 внешнего проводника, датчиком скорое ти протяжки изолированной заготовки, вычислительным блоком, двумя блоками сравнения, сумматором, регулятором и форсирующим звеном, при этом выходы
3Q датчиков диаметра изолированной заготовки, толщины металлической ленты, емкости изолированной заготовки и скорости протяжки изолированной заготовки подключены к входам вычисли- ,.;.- тельного блока, первый выход которого подключен к первому входу первого блока сравнения и через форсирующее звено - к первому входу сумматора, второй выход вычислительного блока
Q подключен к второму входу второго блока сравнения, первый вход которого подключен к выходу датчика среднего диаметра сформированного внешнего проводника, выход второго блока
сравнения подключен к второму входу первого блока сравнения, выход которого через регулятор соединен с вто- .рым входом сумматора, выход которого подключен к цепи управления приводом
5Q механизма формирования внешнего проводника .
2.Устройство по П.1, о т,д.« ч а- ю щ е е с я тем, что, с целв 1о расширения технологических возможностей
55 путем обеспечения гофрирования внешнего проводника, механизм фop мpoвa- ния выполнен в виде гофрирующих валков с управляемым межосевым расстоянием.
35
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления технологической установкой наложения пенопластовой изоляции на кабельную жилу | 1975 |
|
SU570923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОСТОЙКОГО КАБЕЛЯ С ПОРОШКОВОЙ МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ | 1991 |
|
RU2030000C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ЛИСТА | 2020 |
|
RU2812695C1 |
| Устройство для регулирования толщины изоляции кабельных изделий | 1985 |
|
SU1345176A1 |
| СПОСОБ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
SU1802446A1 |
| Устройство для контроля диэлектрической проницаемости изоляции кабельных жил | 1982 |
|
SU1112314A1 |
| Способ изготовления электрического кабеля с металлическим экраном | 1987 |
|
SU1658218A1 |
| Лентообмотчик центрального типа | 1985 |
|
SU1339664A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2753685C2 |
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретений - повышение качества путем повышения однородности волнового сопротивления кабеля. Устройство содержит датчик 1 диаметра изолированной заготовки, датчик 3 толщины металлической ленты 13 дпя образования внешнего проводника, датчик 2 емкости изолированной заготовки, датчик 6 среднего диаметра сформированного внешнего проводника, датчик 14 скорости протяжки изолированной заготовки, вычислительный блок 4, два блока 7 и 8 сравнения, сумматор 10, регулятор 9, форсирующее звено 5 и механизм 11 формирования. Последний выполнен в виде гофрирующих валков с управляемым межосевым расстоянием. Изобретение позволяет компенсировать нерегулярности, вносимые изолированной заготовкой, изменением глубины гофра внешнего проводника. 1 з.п. ф-лы, I ил. I (Л с со 4:
| Устройство для повышения одно-РОдНОСТи ВОлНОВОгО СОпРОТиВлЕНияКОАКСиАльНОгО КАбЕля | 1978 |
|
SU803016A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления магистрального коаксиального кабеля | 1953 |
|
SU100398A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| , | |||
