1
Изобретение относится к электрб- технике, преимущественно к кабельной тех1щке, и может быть использовано при производстве коаксиальных кабелей, в частности радиочастотных, а именно для изолирования их внутренних проводников.
Целью изобретения является расширение технологических возможностей путем создания возможности намотки на ребро ленты с периодическими утолщениями .
На фиг.1 показан лентообмотчик, вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - полукольцевой желоб, продольный разрез; на фиг.5 - то же, поперечный разрез.
Лентообмотчик содержит корпус 1, полый шпиндель 2 с планшайбой 3, вращающийся от привода (не показан) и несущий направляющие ролики 4 и 5 блока управления, втулку 6 с барабаном 7, установленную через подшипниковый узел 8 на шпинделе. Лентообмотчик содержит также автоматическое тормозное устройство 9, притормаживающее втулку 6 в зависимости от натяжения ленты 10. На шпинделе 2 прикреплен стакан 11 головки лентообмот чика. На наружной поверхности стакан 11 головки через шпонку 12 установле ходовой винт 13 с закрепленной на нем полувтулкой 14; на ходовой винт 13 навинчена гайка 15. К гайке прикреплены две полувтулки 16, вставленные в паз 17 стакана 11.
В отверстие стакана 11 вставлен польй подпружиненный шток 18, состоящий из двух трубок 19 и 20, эксцентрично расположенных по отношений к оси обмотчика. На трубку 19 одета пружина 21, поджатая втулкой 22. Торец полувтулки 14 и свободный конец трубки 20 штока 18 имеют форму частей усеченных конусов 23 и 24 и образуют между собой боковые стенки полукольцевого желоба 25. Боковая стенка желоба 25, образованная поверхностью усеченного конуса 23, выполнена подвижной относительно штока 18, а вторая, образованная поверхностью усеченного конуса 24, жестко
скреплена со штоком. Дно 26 полуколь- 55 ° обеспечивает стабильность натя- цевого желоба 25 образовано цилиндри- женин ленты 10 при подаче ее к ци- ческой поверхностью трубки 20 подпру- линдрическому ролику 30. жиненного штока 18. Упор 27 ограничи- Перед входом в желоб 25 один тон- вает перемещение штока.кий край ленты 10 (ребро ленты) про396642
В штоке выполнено сквозное отверстие 28 для протягивания проводника 29. Это отверстие в зоне усеченных конусов 23 и 24 совпадает с дном 26 желоба 25 по касательной. Перед желобом расположен цилиндрический ролик
30с пазом 31, свободно вращаюш 1йся вследствие закрепления его в гнезде
10 32 через подшипниковый узел 33. Паз
31расположен на боковой поверхности ролика 30 по замкнутой волнообразной линии, длина которой кратна шагу утолщений ленты, а амплитуда равна
15 30-40% ширины желоба. На фиг.З изображен паз, соответствуюшдй кратности, равной единице, т.е. на цилиндрической поверхности ролика 30 паз 31 расположен по замкнутой линии с од20 ной волной. Шаг утолщений ленты - это общая длина толстого и тонкого соседних ее участков, обычно шаг утолщений ленты меньше или равен ее ширине. Подготов25 ка процесса наложения ленты осуществляется в следующем порядке. Ленту 10, помещенную на барабан 7, проводят через направляюш 1й ролик 4 блока управления, ролики тормозного устрой30 ства 9 и направляющий ролик 5 блока управления, затем через паз 31 ролика 30 и полукольцевой желоб 25.
Конец лен ты 10 закрепляют на проводнике 29 зажимом (фиг.4). Вращени35 бм гайки 15 ходовой винт 13 передвигают вместе с полувтулкой 14 и роликом 30 для установки на амплитуду гофра ленты 10. После этого направляющим роликом 5 осуществляют цент40 ровку ленты 10 по продольной оси желоба 25, а подпру;киненным штоком 18, передвигая втулку 22, регулируют степень зажатия гофрирующейся ленты 10.
45 В процессе наложения ленты 10 шток 18, подпружиненный пружиной 21, может слегка передвигаться под воздействием гофрирующейся ленты 10, поддерживая тем самым постоянство ее
50 натяжения при наложении. Такое автоматическое передвижение штока 18 устраняет влияние случайных отклонений размеров ленты 10 на ее натяжение в желобе 25. Тормозное устройстходит через паз 31 цилиндрического ролика (фиг.З и 4) - это первый этап гофрирования. Паз ролика слегка подгибает гофры ленты. Выполнение длины паза 31 кратной шагу утолщений ленты 10 обеспечивает чередование направлений образующихся в желобе 25 гофров. Для осуществления подгиба гоф
ров ленты Достаточна амплитуда волно образного паза, равная 30-40% от ширины желоба. При большем изгибе происходит заклинивание ленты 10 в ролике 30, при меньшем - не исключаютс сбои в последовательности изгибов. В пазу ролика должен находиться участок ленты длиной, равной ее шагу.
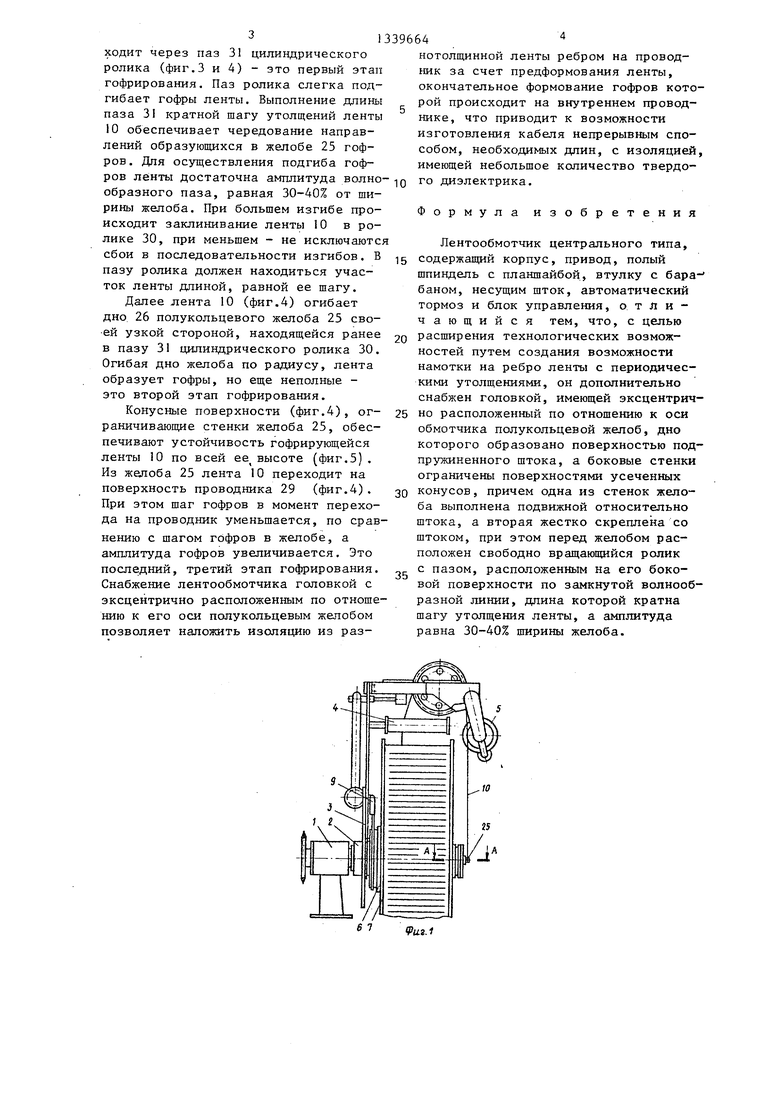
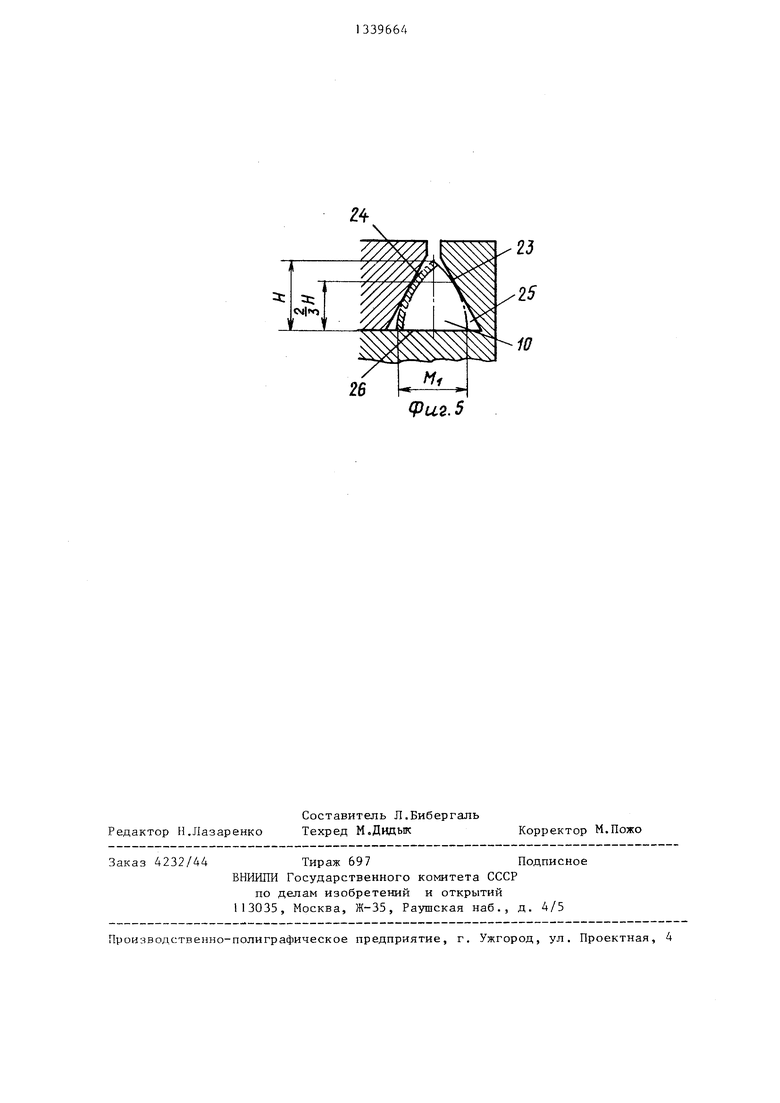
Далее лента 10 (фиг.4) огибает дно 26 полукольцевого желоба 25 своей узкой стороной, находящейся ранее в пазу 31 цилиндрического ролика 30 Огибая дно желоба по радиусу, лента образует гофры, но еще неполные - это второй этап гофрирования.
Конусные поверхности (фиг.4), ограничивающие стенки желоба 25, обеспечивают устойчивость гофрирующейся ленты 10 по всей ее высоте (фиг.5) . Из желоба 25 лента 10 переходит на поверхность проводника 29 (фиг.4). При этом шаг гофров в момент перехода на проводник уменьшается, по сравнению с шагом гофров в желобе, а амплитуда гофров увеличивается. Это последний, третий этап гофрирования Снабжение лентообмотчика головкой с эксцентрично расположенным по отношению к его оси полукольцевым желобом позволяет наложить изоляцию из раз
339664
нотолщинной ленты ребром на проводник за счет предформования ленты, окончательное формование гофров которой происходит на внутреннем проводнике, что приводит к возможности изготовления кабеля непрерывным способом, необходимых длин, с изоляцией, имеющей небольшое количество твердо
го диэлектрика.
Формула изобретения
Лентообмотчик центрального типа, содержащий корпус, привод, полый шпиндель с планшайбой, втулку с бара- баном, несущим шток, автоматический тормоз и блок управления, отличающийся тем, что, с целью расширения технологических возможностей путем создания возможности намотки на ребро ленты с периодическими утолщениями, он дополнительно снабжен головкой, имеющей эксцентрично расположенный по отношению к оси обмотчика полукольцевой желоб, дно которого образовано поверхностью подпружиненного штока, а боковые стенки ограничены поверхностями усеченных конусов, причем одна из стенок желоба выполнена подвижной относительно штока, а вторая жестко скреплена со штоком, при этом перед желобом расположен свободно вращающийся ролик с пазом, расположенным на его боковой поверхности по замкнутой волнообразной линии, длина которой кратна шагу утолщения ленты, а амплитуда равна 30-40% ширины желоба.
6 7 g,
13
сриг.З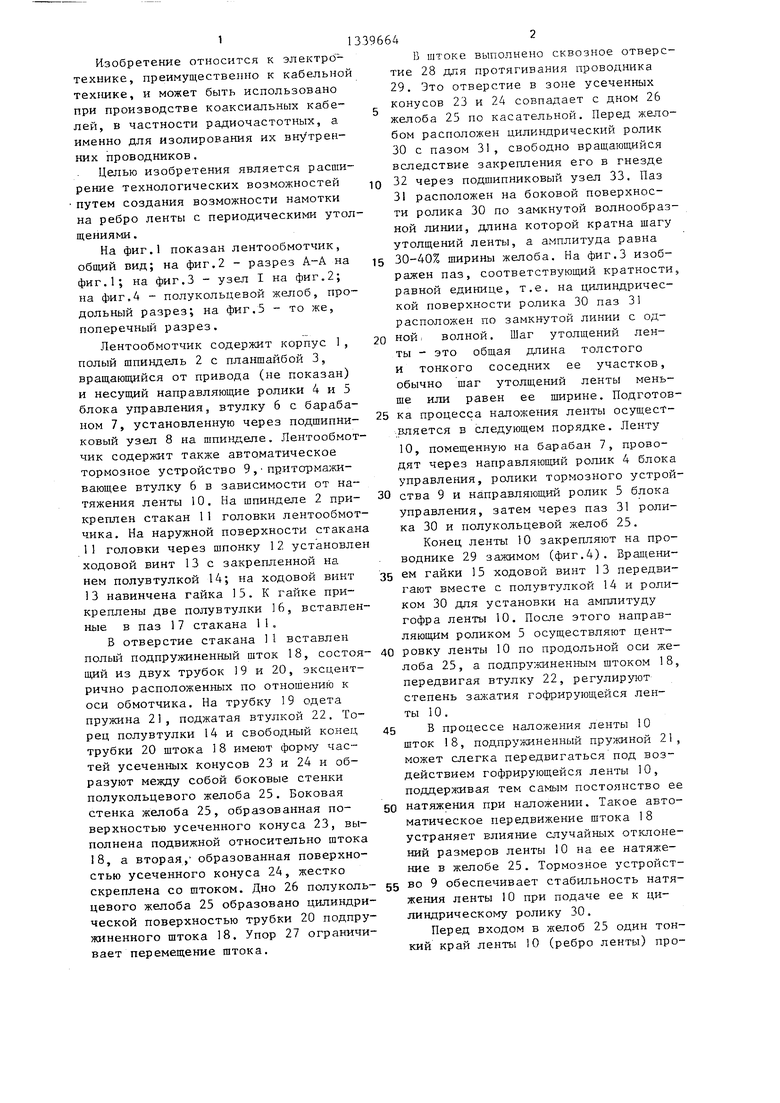
| название | год | авторы | номер документа |
|---|---|---|---|
| Лентообмотчик | 1987 |
|
SU1492387A1 |
| Анкерная крепь | 1977 |
|
SU798312A1 |
| Станок для наложения ленточной корпусной изоляции на полюсные катушки электрических машин | 1976 |
|
SU675542A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ГОФРАМИ | 1992 |
|
RU2016685C1 |
| Станок для наложения ленточной корпусной изоляции на полюсные катушки электрических машин | 1975 |
|
SU675541A2 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Устройство для изготовления кабелей с изоляцией в виде обмотки лентами | 1977 |
|
SU736180A1 |
| Устройство для наложения витковой изоляции и намотки катушек электрических машин | 1984 |
|
SU1197012A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| ГИДРАВЛИЧЕСКИЙ СЪЕМНИК | 1996 |
|
RU2130377C1 |

Изобретение относится к электротехнике, в частности к технологии изготовления электрических коаксиальных кабелей с полувоздушной изоляцией. Цель изобретения - расширение технологических возможностей центро- шпульного лентообмотчика. Лентооб- мотчик центрального типа снабжен головкой, содержащей стакан 11 с ходовым винтом 13 и полувтулками 16. В полость стакана 11 вставлен подпружиненный шток 18, образованный трубками 19 и 20. Торцовая часть трубки 20 и торец полувтулки 14 образуют полукольцевой желоб, дно которого образовано поверхностью свободно вращающегося ролика 30 с пазом. При движении ленты, выполненной с периодическими утоньшениями, через полукольцевой желоб ролик 30 с помощью паза задает ленте периодические изгибы в местах утоньшений. С помощью обмотчика, снабженного указанной головкой, изготавливается изоляция коаксиальных кабелей в виде гофрированной ленты, намотанной на центральную токо- проводящую жилу на ребро. 5 ил. i (Л г 00 СлЭ х Oi а i4
2В
Редактор Н.Лазаренко
Составитель Л.Бибергаль Техред М.Дидык
Заказ 4232/44Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фаг. 5
Корректор М.Пожо
| Авторское свидетельство СССР № 725511, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лентообмотчик центрального типа | 1979 |
|
SU877624A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
