Изобретение относится к металлообработке и может быть ктюльзовано для шлифования профиля зубьев сборных острозаточенных червячных зуборезных фрез.
Цель изобретения - повышение точности червячной фрезы за счет уменьшения погрешности профиля ее зубьев путем выполнения шлифовального круга в форме однополостного гиперболоида вращения.
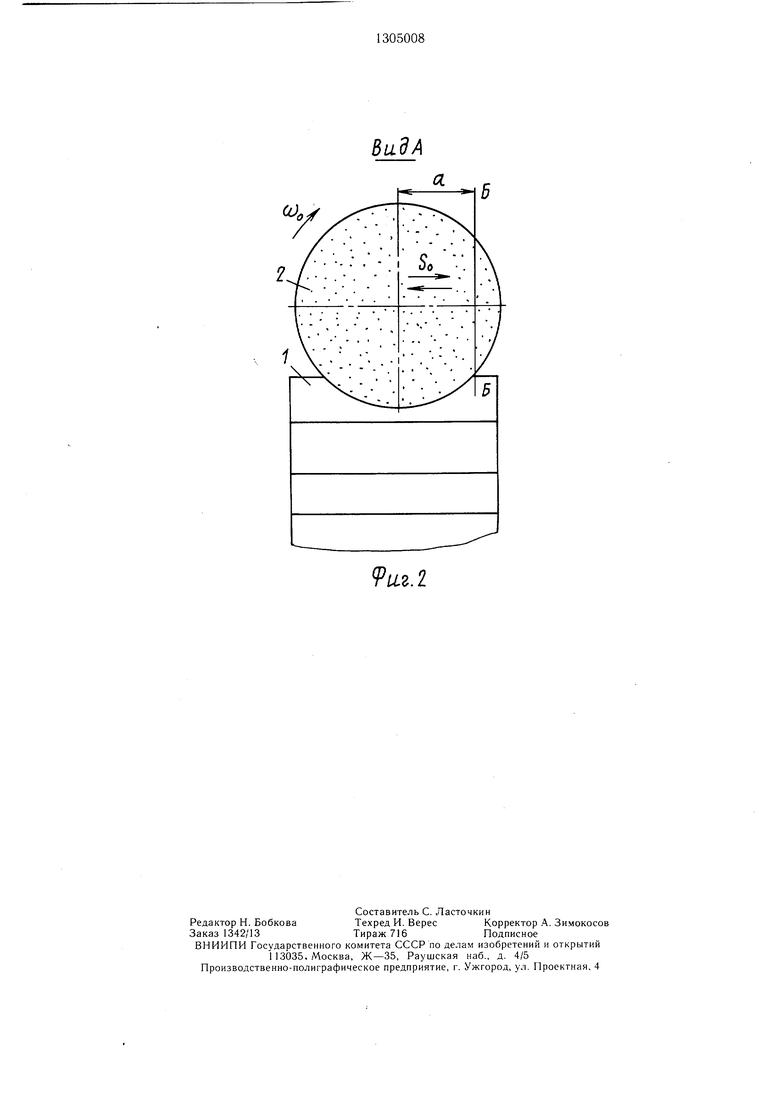
На фиг. 1 показано относительное положение шлифовального круга и зуба при формообразовании боковой поверхности зуба вне корпуса фрезы; на фиг. 2 - вид А на фиг. 1.
Шлифование профиля зубьев сборных острозаточенных червячных зуборезных фрез осуществляется вне корпуса червячной фрезы. При этом формообразование боковых поверхностей каждого зуба 1 фрезы производят при поступательном движении шлифовального круга 2 относительно обрабатываемого зуба 1 фрезы. Зуб 1 относительно оси круга 2 повернут на угол j, . Круг 2, выполненный в форме однополостного гиперболоида вращения вращается CLU. ) вокруг своей оси 0 О о (движение резания) и поступательно движется (5„ ) относительно зуба 1. Угол - угол скрещивания прямолинейной образующей ББ гиперболоида с его осью ОоО,,а - расстояние между ними. Осевым сечением круга 2 является гипербола, отстоящая от оси круга 2 на величину а, которая определяется диаметром выбранного шлифовального круга 2, углы и 5: рассчитываются по следующим зависимостям:
tg (tg + sin tg3lp)--f, где для правозаходных червячных фрез верхние знаки относятся к правой стороне зуба, нижние - к левой стороне (для левоза- ходных фрез наоборот); f, - угол между осями зуба и шлифовального круга; сЛ. -профильный угол исходной рейки
фрезы;
Ущ) ,j у -величины угла подъема винтовой линии фрезы и переднего угла на среднем расчетном цилиндре;
tg I cos3r.p-/siny., .y
где ., а -соответственно угол скрещивания прямолинейной образующей гиперболоида с его осью и расстояние между ними; Гл1о -радиус среднего расчетного цилиндра.
В результате реализации предлагаемого способа шлифования режущая кромка зуба приобретает форму гиперболы, которая касательна к теоретическому профилю режущей кромки в точке, лежащей на среднем расчетном цилиндре, и имеет в этой точке одинаковую кривизну с указанным профилем. Величина органической погрешности профиля при этом незначительна.
Формула изобретения
Способ щлифования профиля зубьев сборных острозаточенных червячных зуборезных фрез, при котором формообразование боковых поверхностей каждого зуба осуществляют вне корпуса фрезы при поступательном движении щлифовального круга относительно обрабатываемого зуба фрезы, отличающийся тем, что, с целью повыщения точности червячной фрезы за счет уменьшения погрешности профиля ее зубьев, шлифовальный круг выполняют в форме однополостного гиперболоида вращения, при этом шлифуемый зуб фрезы устанавливают относительно оси круга на угол f, , а прямолинейную образующую гиперболоида располагают относительно его оси под углом , причем углы и определяют из соотношений:
30
tg (tgd Tsinynotgycp)
gi cosycp-(sinibo ±tgd tgycp)f
где для правозаходных червячных фрез верхние знаки относятся к правой стороне зубя, нижние - к левой стороне (для левоза- ходных фрез наоборот); f, -угол между осями зуба и щлифовального круга; ( -профильный угол исходной рейки фрезы;
Jmo, Jfcp величины угла подъема винтовой линии фрезы и переднего угла на среднем расчетном цилиндре;
S -угол скрещивания прямолинейной образующей гиперболоида с его осью;
а, - расстояние между прямоли- нейной образующей гиперболоида и его осью; rje -радиус среднего расчетного цилиндра.
ВидА
со,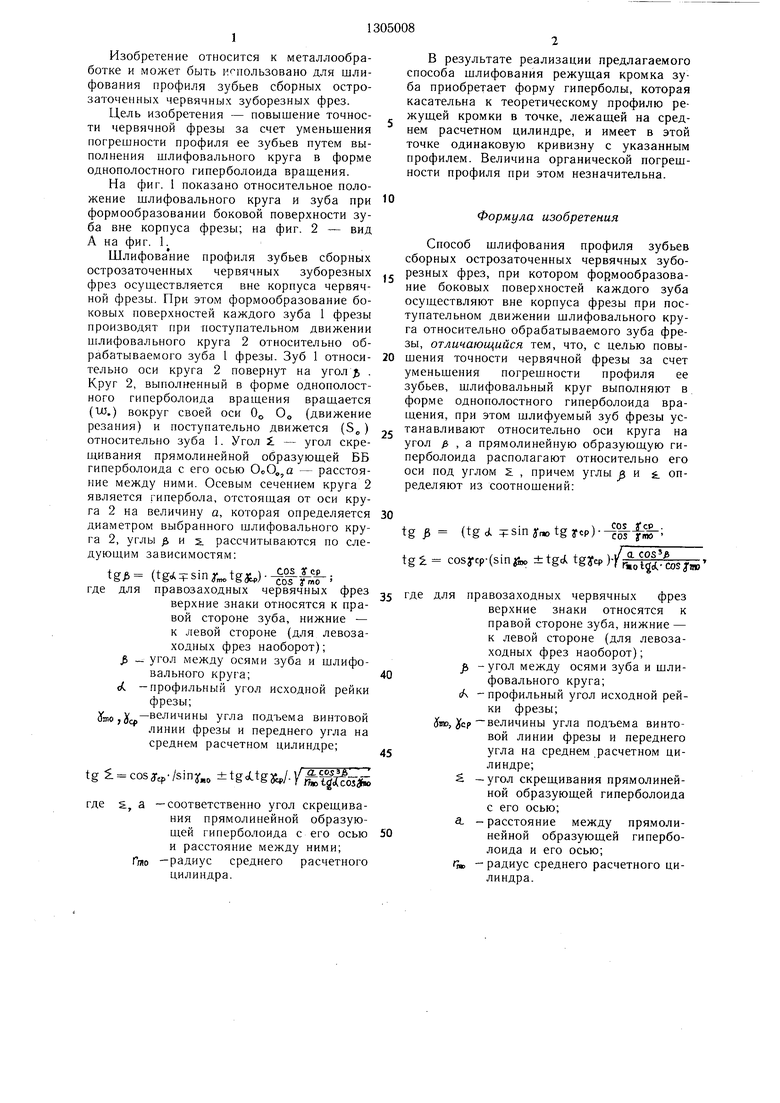
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1984 |
|
SU1168363A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Способ правки фасонного шлифовального круга | 1988 |
|
SU1646818A1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
Изобретение относится к области металлообработки, а именно, к производству червячных зуборезных фрез. Цель изобретения - повышение точности червячной фрезы за счет уменьшения погрешности профиля ее зубьев при формообразовании боковых поверхностей зубьев вне корпуса фрезы: Обработку зуба 1 производят шлифовальным кругом 2, выполненным в форме однополостного гиперболоида враш,ения, а зуб 1 устанавливают относительно оси круга на угол, определяемый по приводимому соотношению. При этом угол скреш,ива- ния прямолинейной образуюшёй гиперболоида с его осью и расстояние между ними связаны зависимостью. 2 ил. .1 сл со о сд о о 00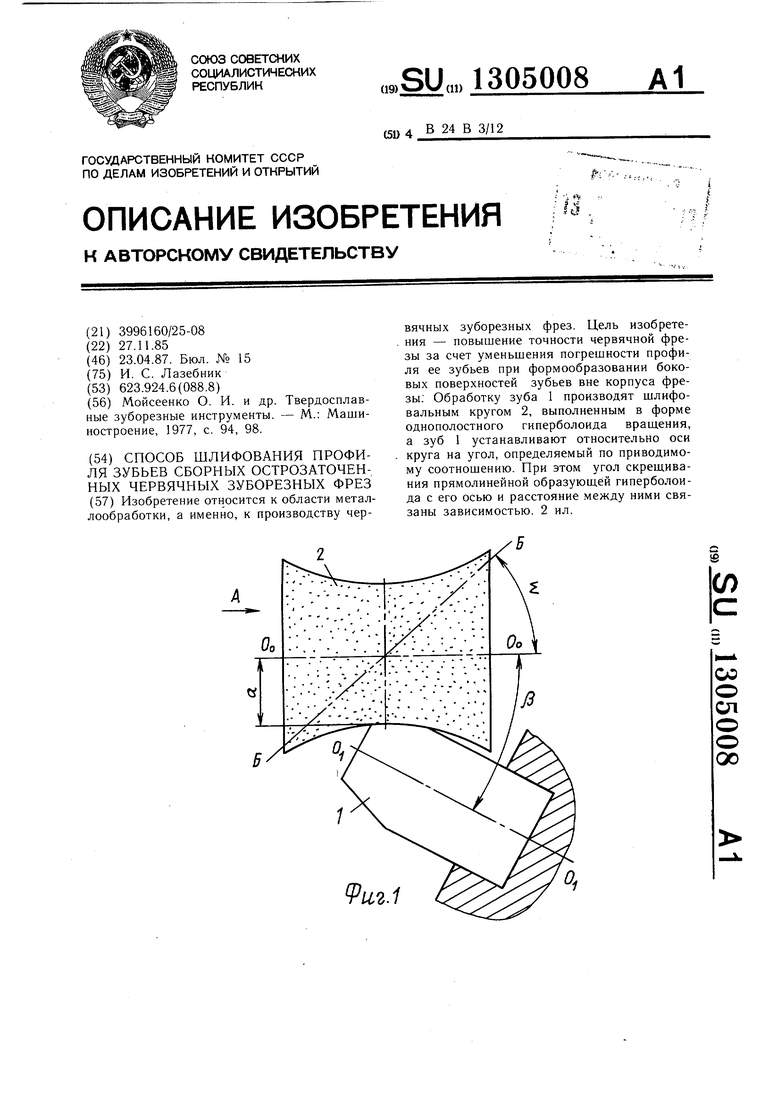
Viiz.l
| Мойсеенко О | |||
| И | |||
| и др | |||
| Твердосплавные зуборезные инструменты | |||
| - М.: Машиностроение, 1977, с | |||
| Экономайзер | 0 |
|
SU94A1 |
