Изобретение относится к изготовлению полимерных изделий и может быть использовано для изготовления, в частности резинотехнических изделий.
Цель изобретения - повышение качества изделий, отверждающихся при нагреве.
На фиг.1 изображена предлагаемая форма; на фиг.2 - вид А на фиг.; на фиг.З - использование формы для опрес- совки фланца резинотканевого рукава.
Форма для изготовления полимерных изделий содержит две полуформы 1 и 2 и средство 3 для их запирания. Средство 3 включает выполненные на полуформе 1 выступы 4, дополнительные выступы 5, выполненные на полуформе 2, и накидные элементы 6. Последние выполнены в виде колец из термоусаживающегося полимерного материала. Кольца могут быть образованы из спирально свернутой ленты термоусаживающегося материала, в качестве которого может быть использован невулканизованный обрезиненный синтетический корд, например, капроновый или полиэфирный, что позволяет значительно упростить эксплуатацию формы при изготовлении резинотехнических изделий, поскольку при изготовлении последних используются указанные материалы. Накидные элементы 6 могут быть изготовлены из отходов резинотехнического производства.
Описание работы формы дается применительно к использованию ее для формования и вулканизации фланца 7 резиноткаВид А
Фиг.. 2
невого рукава 8, находящегося на дорне 9. Полуформы 1 и 2 устанавливаются на фланец 7, на каждую пару симметрично расположенных относительно плоскости разъема формы выступов 4 и 5 помещаются накидные элементы 6 и форма с рукавом загружается в вулканизационный котел. При нагреве материал элементов 6 дает усадку, вследствие чего периметр элементов 6 уменьщается и полуформы 1 и 2 сбли- жаются, в результате обеспечивается качественное прессование изделия.
Формула изобретения
1. Форма для изготовления полимерных изделий, содержащая две полуформы и средство для их запирания в виде закрепленных на одной из полуформ выступов и накидных элементов из полимерного материала, отличающаяся тем, что, с целью
повышения качества изделий, отверждающихся при нагреве, она снабжена дополнительными выступами, закрепленными на другой полуформе, а накидные элементы выполнены в виде колец из термоусаживаю- щего материала.
2.Форма по п. 1, отличающаяся тем, что кольца образованы из спирально свернутой ленты термоусаживающегося полимерного материала.
3.Форма по п. 2, отличающаяся тем, что лента выполнена из невулканизованного обрезиненного синтетического корда.
5
Фиг.З
Составитель В. Батурова
Редактор Н. БобковаТехред И. ВересКорректор М. Самборская
Заказ 1350/15Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4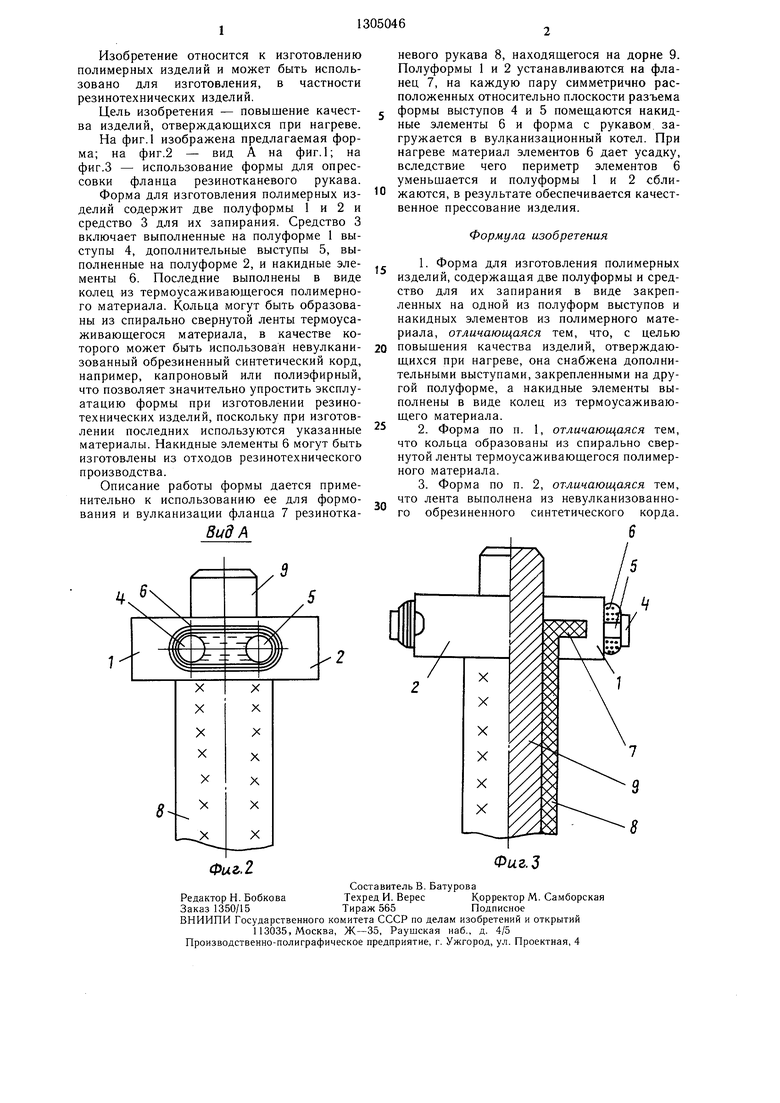
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тороидальных резинокордных оболочек | 1985 |
|
SU1318421A1 |
| Устройство для сборки тороидальных резинокордных оболочек | 1985 |
|
SU1346444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2083372C1 |
| Способ изготовления загрузки для биофильтров | 1985 |
|
SU1291553A1 |
| СПОСОБ ПОЛУЧЕНИЯ УДЛИНЕННОГО ТРУБЧАТОГО ИЗДЕЛИЯ С СИСТЕМОЙ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ, ОБЛАДАЮЩЕЙ САМОВОССТАНОВЛЕНИЕМ | 2007 |
|
RU2442067C2 |
| Кабельная муфта | 1982 |
|
SU1048542A1 |
| ГИБКИЙ АРМИРОВАННЫЙ РУКАВ | 2006 |
|
RU2327076C1 |
| ГИБКИЙ АРМИРОВАННЫЙ РУКАВ | 2007 |
|
RU2338951C1 |
| Способ изготовления бандажей на узлах электрических машин | 1990 |
|
SU1801241A3 |
| Способ изготовления резинотехнических рукавов с ответвлениями | 1990 |
|
SU1766701A1 |
Изобретение относится к изготовлению полимерных изделий и может быть использовано для изготовления резинотехнических изделий. Цель изобретения - повышение качества изделий. Для этого на полуформе 1 закреплены выступы 4, а на полуформе 2 - дополнительные выступы 5. На выступы 4 и 5 устанавливаются накидные элементы 6 в виде колец из термоусажи- вающегося материала. Кольца образованы из спирально свернутой ленты термоусажи- вающего материала. В качестве термоусажи- вающего материала выбран невулканизованный обрезиненный синтетический корд. При нагреве вследствие усадки термоусаживаю- щегося материала накидные элементы 6 уменьшаются по периметру и полуформы сближаются, обеспечивая качественное прессование изделия. 2 з.п.ф-лы 3 ил. сл с со о сл о 4: о:) Фиг,.1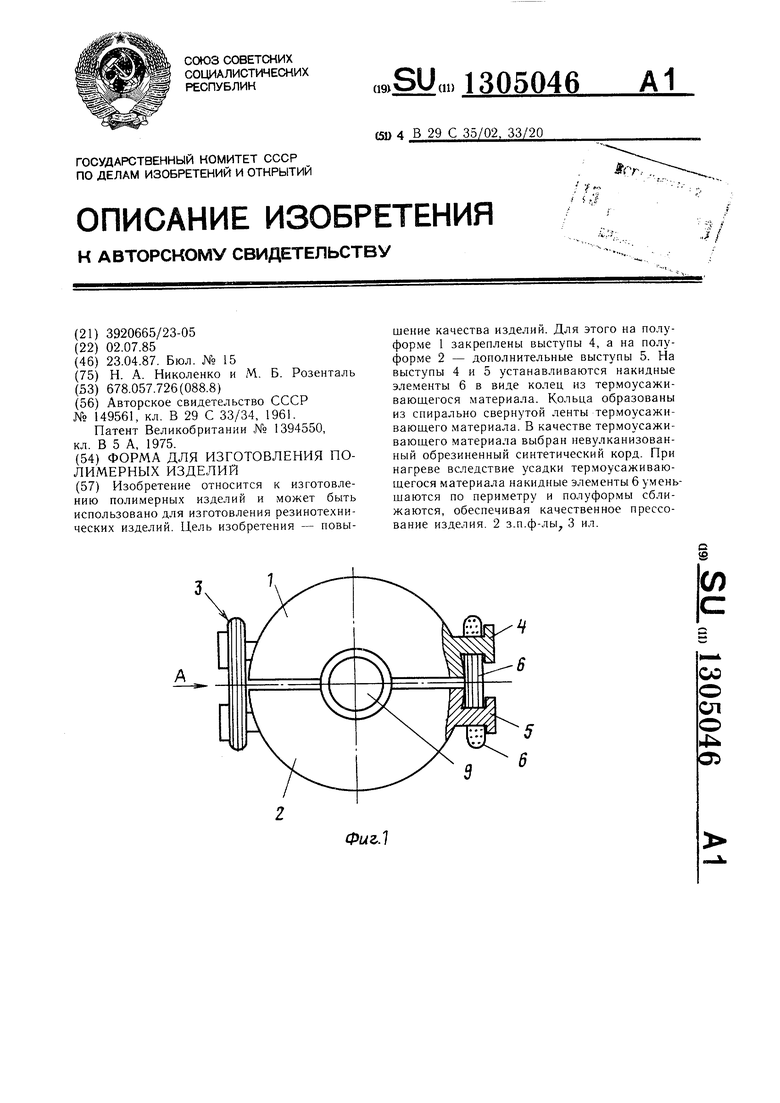
| Выносная самозапирающаяся пресс-форма | 1961 |
|
SU149561A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент Великобритании .№ 1394550, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
