1
Изобретение относится к изготовлениЕО резиновых технических изделий и предназначено д.пя еборки резинокордных тороидальных оболочек, в частности, для -шахтных пневматических креней.
Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности сборки оболочек нри спиральной намотке слоев.
На чертеже схематично изображено предлагаемое устройство.
Устройство для сборки торои.аальных резинокордиых оболочек содержит смонтированные на раме 1 цилиндрический онор- ный элемент 2 для установки заготовки оболочки и приво;, 3 для выворачивания заготовки, нанримсф нпевмодвигатель. Цилиндрический опорный элемент 2 выполнен гибким и огибающим систему роликов 4 - 7, которые смонтированы на раме 1. F- олик 7 связан с приводом 3. Опорный элемент 2 мо кет быть вьнюлнен в виде цени, концы eix) €вяза п 1 между собой разъемным сое- динительн)|М э;1ементом 8.
Ма раме i СООСЕЮ с опорным элементом 2 смонтирован уиор для взаимодействия с торцом заготовки обо.почки. Унор вынол- не в виде расноложешюго в гюрпендикуляо- иой рап-;)чей lieTBH ог10)ного элемента 2 плоскости жесткого гу1ногоугольника 9, например кладрпта, со смонтированными но его сторонам свободно вращающимися роли- 1чами 10. Лля у;,обства неремещения устройства с собранной оболочкой в вулкани- зацнонный котел рама 1 и.меет катки 11.
Устройство работает следующим обра- зо.м.
Через осевое отверстие предварительно собра1Н ой заготовки 12 торои..чальной обо- ;1Очки нронускается опорный э.е.мент 2, ко- TOpiyM охватываются ролики 4--7. Концы оН Орного эле.мента соединяются ири но.мо- Н1И соединпте:Ц)НОго эле.меита 8 с образованием из опорного элемента замкнутого контура. 3ai-GTOH.Ka 12 обо.аочки через кланан (не показан) поддувается сжатым воздухом. Затем включается привод 3 для выворачивания и опор1- ый элемент 2 начинает перемещаться. При это.м заготовка 12 оболочки неремен1ается вместе с опорным элементом до взаимодействия одним из торцов с роликами 10 упора. Ролики 10 начинают вращаться, а заготовка 12 оболочки выворачиваться.
Наружная часть за1 отовки 12 оболочки промазывается клеем и на нее наклеивается нолоса корда 13 нод углом 55° к нро- дольной оси. По мере выворачивания заготовки 12 нродолжается наклейка полосы 13 на наруж}1ую часть заготовки до полной сборки второго слоя. Аналогичным образом без остановки Г1ривода 3 наклеивают.ся еще два елоя корда под углами ±55° к нро- дольной оси. Таким образом, нри сборке
2
0
0
5
0
5
5
0
3, выпускается воз- из котла (разность
0
оболочки наложение слоев корда производится все время на наружную иоверхноеть одного и того же диаметра, что обеенечива- ет постоянное сонротивление готовой оболочки выворачл 1ванию в npoi,ecce эксплуатации.
После сборки оболочки привод 3 отключается и устройство перевозится по рельсовому пути в вулканизациОнный котел (не 1гоказан) диаметром 1,5 м и длиной 3 .м. Кланан оболочки и вход иривода 3 нодсое- диняются к имеющимся в котле подводам сжатого воздуха. Котел закрывается и в его полость иодается пар под давлением 0,5 МПа. В полость оболочки подается сжатый воздух нод давлением 0,6 МПа, а на вход нривода - сжатый воз;;ух нод давлением 0,8 МПа. Вулканизация длится 20 мин. За это время осуществляется 5-10 циклов выворачивания заготовки при эксплуатации.
Выворачивапие оболочки Б процессе тер- .мической обработки (вулканизации) препятствует фиксации складок и заломов на участках оболочки, периодически находя- пдихся во внутренней части н.илиндричееко- го тора в складочном состоянии. В конце вулканизации нерекр1э1вается подача сжатого воздуха в приво.а дух из оболочки и нар давлений в ци, :индрическом торе и котле не должна нревыщать 0,1 МПа). Котел открывается, устройство с оболочкой извлекается, разъединяется соедиг:ительный элемент 8 и извлекается онорный элемент. Готовая оболочка подвергается заводским испытаниям. Далее цикл работы устройства повторяется.
Использова1 ие предлагас мого устройства позволит HOBbiCHTb качество оболочек, механизировать процесс их сборки и снизить етои.мость их изготовления.
Формула изобретения
Устройство для сборки тороидальных резинокордных оболочек, содержащее смонтированный на раме ци,:1инд))ический опорный элемент для установки заготовки оболочки и привод для его выворачивания, отличающееся тегл, что, с раснгнрения экснлуатационных возможностей устройства, цилиндричеекий опорный элемент выполнен гибким и огибаюп.1им систему роликов, которые смонтированы на раме, причем один из роликов связан с приводом выворачивания, а на раме соосно с опорным элементом смонтирован упор .з,ля взаимодействия с торцом заготовки оболочки, выполненный в виде расноложенного в нернендикулярной рабочей ветви онорного элемента плоскости многоугольника со сг онти зованными по его сторонам свободно вращающи.мися роликами.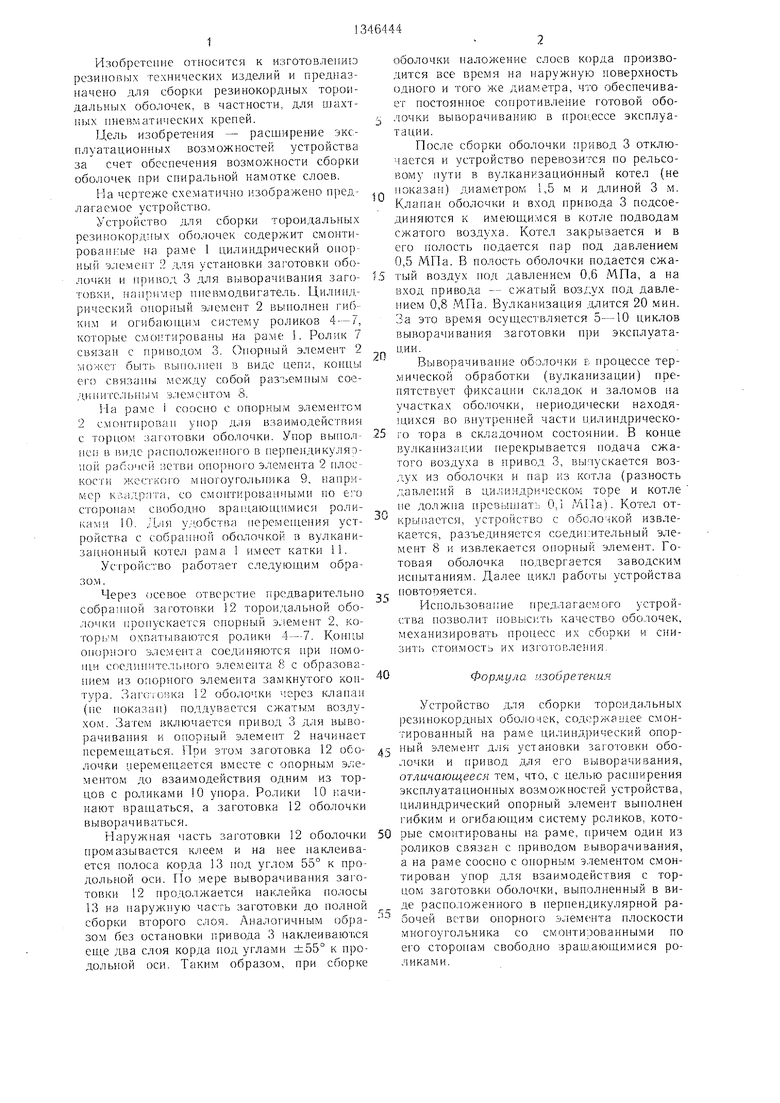
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тороидальных резинокордных оболочек | 1985 |
|
SU1318421A1 |
| Элемент для усиления отверстий в резинокордных оболочках | 1988 |
|
SU1640431A1 |
| Способ термообработки тороидальных оболочек | 1989 |
|
SU1689094A2 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Способ изготовления тороидальных мягких оболочек | 1988 |
|
SU1599243A1 |
| Форма для изготовления полимерных изделий | 1985 |
|
SU1305046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2365506C2 |
| Способ изготовления надувных эластичных оболочек | 1988 |
|
SU1577991A1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| Способ сборки оболочек с выпуклыми концевыми участками | 1985 |
|
SU1321609A1 |
Изобретение относится к изготовлению резиновых технических изделий и предназначено для сборки резинокордных тороидальных оболочек, в частности, для шахтных пневматических крепей. Цель изобретения - расширение эксплуатационных возможностей устройства. Для этого цилиндрический опорный элемент 2 выполнен гибким и огибающим систему роликов 4-7, которые смонтированы на раме 1. Ролик 7 связан с приводом 3 выворачивания. На раме I соосно с опорным элементом 2 смонтирован упор для взаимодействия с торцом заготовки 12 оболочки. Упор выполнен в виде многоугольника 9 со смонтированными по его сторонам свободно вращающимися роликами 10; При перемещении опорного элемента 2 с помощью привода 3 заготовка 12 оболочки перемещается до упора в ролики 10 и при взаимодействии с ними начинает выворачиваться. В процессе выворачивания заготовки производится наложение слоев корда 13 и окончательная сборка оболочки. 1 ил. (С jrtJESSiy CTtsn: ОЭ 4 - 7 4
| Устройство для изготовления гнутовыклейных изделий | 1979 |
|
SU882744A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ сборки резино-кордных оболочек тороидального типа | 1973 |
|
SU479654A1 |
| Солесос | 1922 |
|
SU29A1 |
