Изобретение относится к изготовлению резинотехнических изделий, в частности ре- зинокордных оболочек, и может быть использовано для изготовления шахтных пневм- матических крепей.
Целью изобретения является повы- нение долговечности оболочки за счет уменьшения сопротивления их выворачиванию.
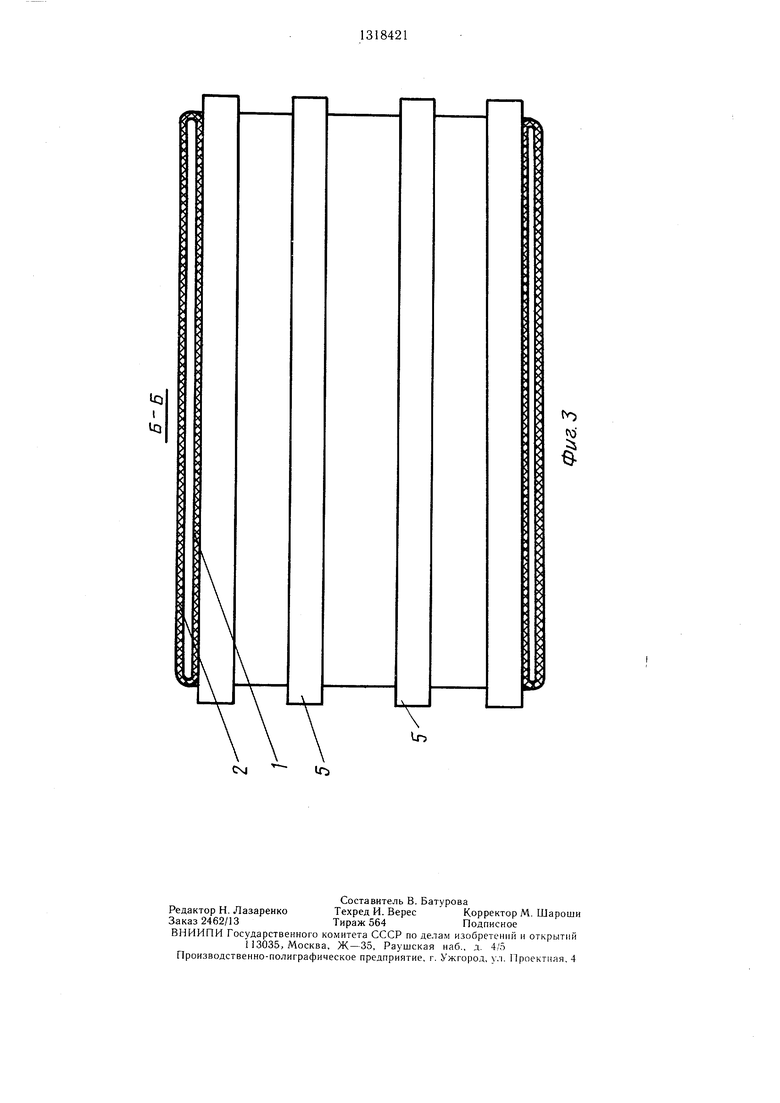
На фиг. 1 изображена заготовка оболочки в момент вулканизации; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Предлагаемый способ осуществляют сле- дуюндим образом.
Собирают центральную часть оболочки, состоящую из внутренней 1 и наружной 2 цилиндрических стенок, путем иоследова- тельного наложения слоев обрезиненного корда на резиновую камеру. Затем формируют выпуклые торцовые участки 3 и 4. Перед вулканизацией вдоль внутренней стенки 1 центрального участка заготовки оболочки устанавливают стержни, располат яя их в окружном направлении с промежут- ка.ми, обеснечивающи.ми при вулканизации равенство периметров внутренней 1 и наружной 2 цилиндрических стенок. Для фиксации стержней 5 в заданном положе 1ии их концы закрепляют в стойках 6, расположенных у торцов заготовки. После этого заготовку оболочки помещают в вулканиза- ционный котел ,7 и через штуцер 8 соединяют полость заготовки с источником рабочей среды под дав. гением, например с источни-. ком сжатого воздуха, котел 7 закрывают. Одновременно в котел 7 че;1ез штуцер 9 подают пар, а в заготовку оболочки через штуцер 8 - сжатый воздух и осуществляют
вулканизацию в заданном режиме при разности давлений сжатого воздуха пара в течение вулканизации 0,01-0,05 МПа. Вследствие этого происходит растягивание и фор.мирование заготовки оболочки. При этом внутренняя стенка 1 прогибается в промежутках между стержнями 5 и формируется при тех же условиях, что и наружная стенка 2. В результате обеспечивается равенство их периметров и, следовательно, .минимальное сопротивление выворачиванию в процессе эксплуатации.
При окончании вулканизации сначала выпускают сжатый воздух из оболочки через щтуцер 8 до давления 0,3 МПа, а затем
начинают выпускать пар из котла 7 через штуцер 9. После вулканизации готовая оболочка снимается со стержней 5.
Формула шюбрегения
Способ изготовления тороидальных рези- нокордных оболочек, при котором послойно собирают центральную часть заготовки, со- стояи1ую из внутренней и наружной цилиндрических стенок, оформляют выпуклые торцовые участки заготов1-;и оболочки и вулканизуют собранную заготовку при заполнении ее внутренней полости рабочей средой под давлением, отличающийся тем, что, с целью повышения долговечности оболочек за счет уменьшения сопротивления их выворачиванию, перед вулканизацией вдоль внутренней стенки центрального участка заготовки оболочки устанавливают стержни, располагая их в окружном направлении с про.межутками, обеспечивающими при вулканизации равенстве периметров внутренней и наружной цили11дрических стенок оболочки.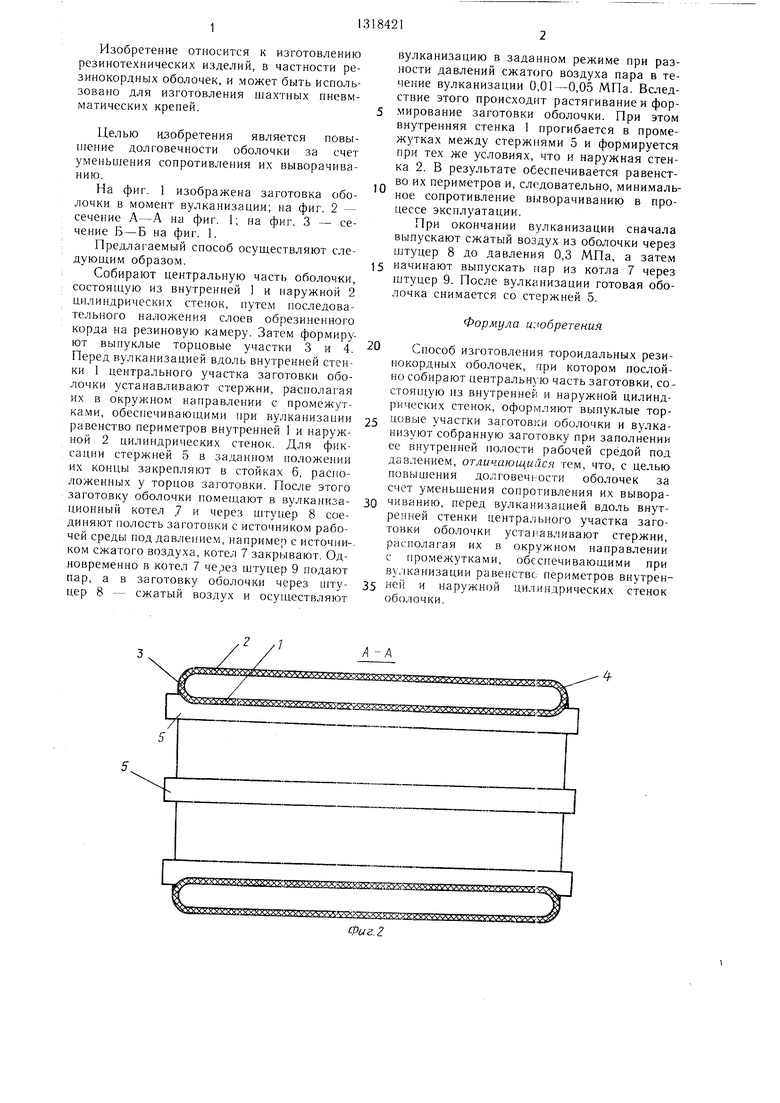
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки тороидальных резинокордных оболочек | 1985 |
|
SU1346444A1 |
| Способ термообработки тороидальных оболочек | 1989 |
|
SU1689094A2 |
| Способ сборки оболочек с выпуклыми концевыми участками | 1985 |
|
SU1321609A1 |
| Элемент для усиления отверстий в резинокордных оболочках | 1988 |
|
SU1640431A1 |
| Форма для изготовления полимерных изделий | 1985 |
|
SU1305046A1 |
| Пневматический переносной костер | 1985 |
|
SU1357579A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688602C1 |
| Способ вулканизации резинотехнических изделий и устройство для его осуществления | 2023 |
|
RU2819648C1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| Способ формования резинокордных оболочек и устройство для его осуществления | 1985 |
|
SU1314558A1 |
Изобретение касается изготовления резинотехнических изделий, в частности рези- нокордных оболочек, и может быть использовано при устройстве шахтных пневматических крепей. Цель изобретения - повышение долговечности оболочек за счет уменьшения сопротивления их выворачиванию. Для этого перед вулканизацией вдоль внутренней стенки 1 центрального участка заготовки оболочки устанавливают стержни 5. Стержни 5 располагают в окружном направлении с промежутками, обеспечивающими при вулканизации равенство периметров внутренней 1 и наружной 2 цилиндрических стенок оболочки. Во время вулканизации в котел 7 через штуцер 9 подают пар, а в заготовку оболочки через штуцер 8 - сжатый воздух. Вулканизацию осуществляют при разности давлений сжатого воздухв и пара 0,01--0,05 МПа. Вследствие этого происходит натягипанис и формование оболочек, При этом внутренняя стенка 1 прогибается в промежутках между стержнями 5. 3 ил. (Л с 00 4;is N
IQ I
из
t
| УСТРОЙСТВО для ВЫБОРА ДИСКРЕТНЫХ НОСИТЕЛЕЙИНФОРМАЦИИ | 0 |
|
SU341687A1 |
| Солесос | 1922 |
|
SU29A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РАЗЪЕМНЫХ КАМЕР | 0 |
|
SU341678A1 |
| Солесос | 1922 |
|
SU29A1 |
