1
(21)4884998/05 (22)26.11.90 (46)07.10.92. Бюл. №37 (71) Комплексный научно-исследовательский и проектно-конструкторский институт по проблемам Центрального района Донбасса(72)М.Б.Розенталь
(56)Заявка ФРГ № 3151640, кл. В 29 Н 7/14, опублик. 1983.
(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ РУКАВОВ С ОТВЕТВЛЕНИЯМИ
(57)Использование: изготовление резинотехнических изделий, например резинотканевых рукавов с ответвлениями с высоким качеством. Сущность изобретения: в способе изготовления резинотехнических рукавов с ответвлениями для сборки рукава и ответвлений используют дорны. Дорны перед сборкой рукава и ответвлений стыкуют. Сборку рукава и ответвлений осуществляют намоткой полос резинотехнического материала на каждый дорн, служащий для образования ответвления, от конца дорна к месту его стыковки. Затем осуществляют намотку полос резинотехнического материала на дорн, служащий для образования рукава, После вулканизации заготовки сначала извлекают дорны, служащие для образования ответвлений, затем - дорн, служащий для образования рукава. Способ позволяет повысить качество рукавов и снизить их стоимость за счет повышения герметичности и уменьшения материалоемкости 4 ил
(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1990 |
|
RU2011080C1 |
| Резинотканевая манжета и способ ее изготовления | 1982 |
|
SU1237848A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| Линия для сборки крупногабаритных резинотехнических изделий | 1977 |
|
SU738895A1 |
Изобретение относится к области изготовления резинотехнических изделий, в частности резинотканевых рукавов с ответвлениями.
Известен способ изготовления резинотехнических рукавов с ответвлениями, при котором осуществляют сборку рукава и ответвлений и вулканизацию собранной заготовки 1.
Этот способ является наиболее близким по технической сущности и достигаемому результату к изобретению.
Однако качество получаемых резинотехнических рукавов с ответвлениями недостаточно высоко из-за нерешенности вопросов сборки дорна и последовательности намотки полос резинотехнического материала.
Цель изобретения - повышение качества изготавливаемых рукавов с ответвлениями.
Цель достигается тем, что в известном способе изготовления резинотехнических рукавов с ответвлениями, согласно которому осуществляют сборку рукава и ответвлений и вулканизацию собранной заготовки, для сборки рукава и ответвлений используют дорны, которые перед сборкой рукава и ответвлений стыкуют, а сборку рукава и ответвлений осуществляют намоткой полос резинотехнического материала на каждый дорн, служащий для образования ответвления, от конца дорна к месту его стыковки, с последующей
VJ
О О XJ О
намоткой полос резинотехнического материала на дорн, служащий для образования рукава, а после вулканизации заготовки сначала извлекают дорны, служащие для образования ответвлений, а затем - дорн, слу- жащий для образования рукава.
Изготовление таким образом рукава с ответвлениями позволяет в местах соединения рукавов и ответвлений повысить герметичность рукава и уменьшить матери- алоёмкость, следовательно, повысить каче- ство йгздёлия и снизить его стоимость.
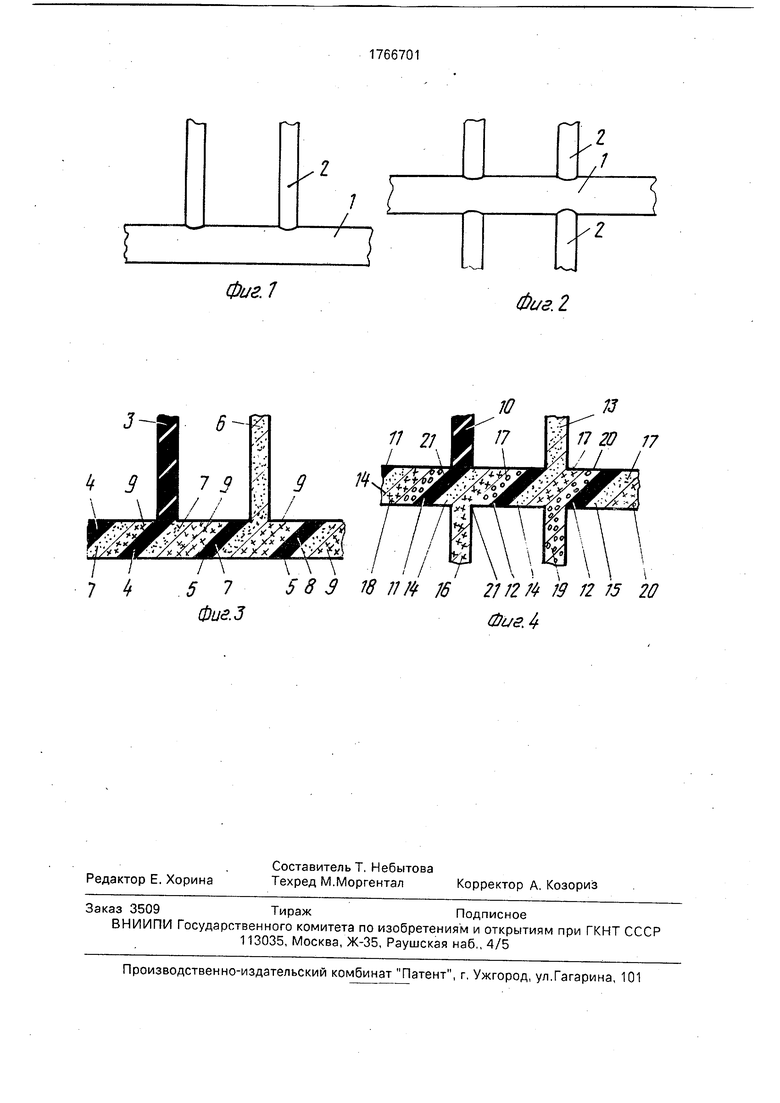
На фиг.1 и 2 изображены два типа до- рнов в сборе; на фиг.З и 4 - заготовки рукава с ответвлениями с наложенным слоем рези- нотехнического материала.
Дорны в сборе (фиг.1 и 2) для изготовления рукава с ответвлениями состоят из до- рна 1, служащего для образования рукава диаметром 60 мм и дорнов 2, служащих для образования ответвлений диаметром 40 мм, которые стыкуют перед сборкой, например, резьбовым соединением. В дорне для образования рукава выполнены радиальные отверстия с внутренней резьбой, а дорны для образования ответвлений заканчиваются участком с наружной резьбой меньшего диаметра, чем сам дорн.
На дорне в сборе собирают камеру из невулканизованной резины. При сборке рукава и ответвлений сначала осуществляют намотку полосы 3 резиноткани на дорн 2, служащий для образования ответвления, от конца дорна к месту его стыковки, где поло- са 3 раздваивается в противоположных направлениях в виде полос 4,5, укладываемых при намотке на дорн рукава в форме спирали. Затем наматывают полосу 6 на второй дорн 2, служащий для образования второго ответвления с аналогичным разделением . полосы 6 в месте стыковки дорна на полосы 7,8, также укладываемые по спирали. Затем наматывается полоса 9-на дорн 1, служащий для образования рукава. При намотке полос их витки накладываются внахлест.
Изготовление рукава с ответвлениями второго типа (фиг.4) начинается с намотки полосы 10 на первый из дорнов 2 с последующим раздвоением полосы 10 на полосы 11, 12 в месте стыковки дорнов. Далее наматывается полоса 13 на второй из дорнов 2 с последующим раздвоением полосы 13 на полосы 14,15. Аналогично наматываются полосы 16-21 на части дорнов 2, расположенные с противоположной стороны дорна 1.
В результате образуется слой резиноткани (фиг.З и 4) одного направления. Аналогично накладывается следующий симметричный слой. Изделие собирается из четного количества симметричных слоев резиноткани. После сборки собранная заготовка рукава с ответвлениями вулканизируется в автоклаве. Затем дорн разбирается, причем сначала извлекают дорны, служащие для образования ответвлений, а затем - дорн, служащий для образования рукава. Извлечение дорнов осуществляют вращением дорнов для разборки резьбового соединения.
Формула изобретения
Способ изготовления резинотехнических рукавов с ответвлениями, при котором осуществляют сборку рукава и ответвлений и вулканизацию собранной заготовки, отличающийся тем, что, с целью повышения качества-изготавливаемых рукавов с ответвлениями, для сборки рукава и ответвлений используют дорны, которые перед сборкой рукава и ответвлений стыкуют, а сборку рукава и ответвлений осуществляют намоткой полос резинотехнического материала на каждый дорн, служащий для образования ответвления, от конца дорна к месту его стыковки, с последующей намоткой полос резинотехнического материала на дорн, служащий для образования рукава, а после вулканизации заготовки сначала извлекают дорны, служащие для образования ответвлений, а затем - дорн, служащий для образования рукава.
Фиг.1
I I / Т i 7 If 5 7 5 8 3 W lift 16 2112ft 19 12 75 20
Фие.ЗФигЛ
Фиг. 2
