Изобретение относится к технологии и оборудованию для непрерывного изготовления изделий из армированных материалов методом экструзии.
Цель изобретения - повышение производительности и расширение технологических возможностей.
На чертеже приведена схема предлагаемой установки.
Установка для непрерывного изготовления изделий, например труб, содержит устройство 1 для получения струи расплава материала волокон, расположенное под ним устройство для волокнообразования дискретных волокон в виде направленного потока с сообщением им кинематической энергии в виде вращающегося диска 2, устройство для пропитки в виде емкости 3 со щелью в донной части для образования стекающей пленки этого связующего, сборника 4 и системы 5 рециркуляции с насосом 6 для возврата связующего в емкость 3, экструдер 7 с воронкой 8, расположенной напротив диска 2 и емкости 3, его привод 9, средство 10 отверждения облучением ускоренными электрона.ми, тянущее 1 1 и режущее 12 устройства.
Устройство 1 для получения струи расплава включает печь для приготовления расплава, фидер для усреднения состава расплава и питатель для формования струи этого расплава (не показаны). Диск 2 установлен на валу 13 наклонно относительно отверстия устройства для получения струи расплава материала волокон, чтобы струя этого расплава падала у края этого диска 2. Экструдер 7 на выходе имеет оформляющее отверстие изделие-дорн 14, вы- ступаюц.1ий за пределы формующей головки.
Способ и работа установки осуществляются следующим образом.
Струя расплава термопластичного материала из устройства 1 падает на вращающийся диск 2. За счет центробежной силы расплав преобразуется во множество летящих с огромной скоростью ничтожно малых капель, из которых вытягиваются дискретные штапельные волокна диаметром в несколько микрон. Летящие волокна направлены в полость воронки 8 экструдера 7. На пути их полета из щели емкости 3 образуется падающая завеса в виде тонкой стекающей пленки из жидкого связующего. Летящие с большой скоростью штапельные волокна пронизывают пленку из связующего, при этом «одеваются в рубашку из этого связующего. Остатки связующего собираются в сборник 4, а из него по системе 5 рециркуляции транспортируются в емкость 3.
Пропитанные связующим волокна попадают через воронку 8 на вращающийся щнек экструдера 7, который подает массу из пропитанных волокон к формующей изделие головке (выходная часть) с дорном 14.
Сформованное изделие, например труба, по дорну 14, выходящему за пределами формующей головки экструдера 7 и имеющему небольщую конусность, попадает в зону средства 10 отверждения 10 облучением под кольцевой поток ускоренных электронов ускорителя электронов с квазикольцевой разверткой. Отвержденная труба с дорна 14 отводится тянущим устройство.м 11 и режется на мерные части на режущем устройстве 12. Изобретение повыщает производительность и расширяет технологические возможности за счет получения волокон в процессе изготовления изделия и возможности регулирования параметров волокнообразования.
Формула изобретения
1.Способ непрерывного изготовления полых изделий из армированных материалов, включающий подачу штапелированных волокон в виде направленного потока с сообщением им кинетической энергии, его пропитку связующи.м, транспортирование пропитанной массы в экструдер, формование в нем изделий и его отбор и отверждение, отличающийся тем, что, с целью по- выщения производительности и расщирения технологических возможностей, подачу штапелированных волокон в виде направленного потока с сообщением им кинетической энергии осуществляют одновременно с волокнообразование.м путем центробежного формования из струи материала волокна, а пропитку осуществляют при подаче направленного потока волокон через связующее в виде стекаюцд.ей пленки.
2.Установка для непрерывного изготовления полых изделий из армированных материалов, включающая устройство для подачи штапелированных волокон в виде направленного потока с сообщением им кинетической энергии, устройство для пропитки, экструдер с загрузочным узлом и формующей головкой с дорном и средство транспортирования и.зделия, отличающаяся тем, что, с целью повыщения производительности и расщирения технологических возможностей, она снабжена устройством для получения струи расплава материала волокон, а устройство для подачи штапелированных волокон совмещено с устройством для волокнообразования и выполнено в виде вращающегося диска, установленного под устройством для получения струи расплава материала волокна перед загрузочным узлом экструдера, при этом устройство для пропитки образовано расположенной над диском перед ним емкостью со щелью для получения стекающей пленки связующего, сборником излишков и системой рециркуляции связующего в емкость.
j1305051д
3. Установка по п. 2, отличающаясянего пучка, смонтированным за экструдером
тем, что она снабжена ускорителем электро-вокруг дорна, вступающего за пределы
нов с квазикольцевой разверткой электрон-его формующей головки.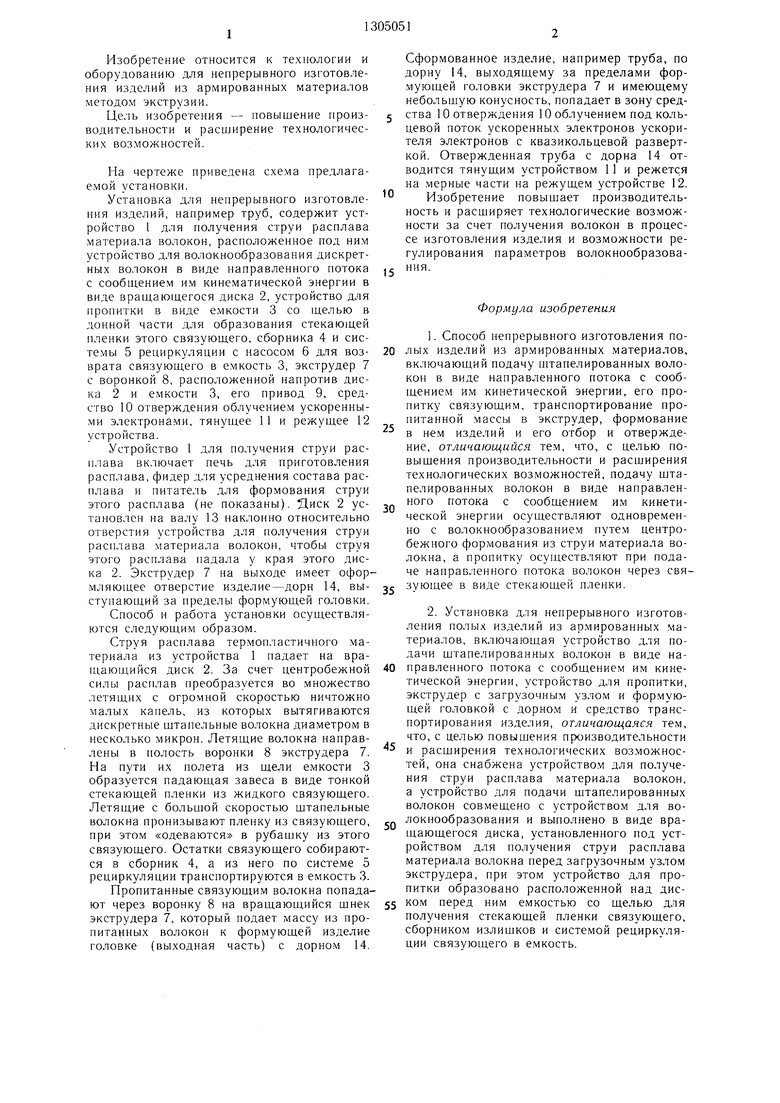
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДНЫЕ ДИСПЕРСИИ, НАНЕСЕННЫЕ НА СТЕКЛОСОДЕРЖАЩИЕ ВОЛОКНА И СТЕКЛОСОДЕРЖАЩИЕ ПОДЛОЖКИ | 2007 |
|
RU2415010C2 |
| Способ получения штапельных волокон и устройство для его осуществления | 1991 |
|
SU1813073A3 |
| Устройство для формирования изделий из штапельного волокна | 1990 |
|
SU1828454A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАПЕЛЬНОГО ВОЛОКНА ИЗ ЛАИНЕРАЛЬНОГО РАСПЛАВА | 1973 |
|
SU405825A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2502600C1 |
| ВОЛОКНООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2362746C1 |
| ДУТЬЕВАЯ ГОЛОВКА | 2007 |
|
RU2360871C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ МИНЕРАЛЬНЫХ РАСПЛАВОВ | 2002 |
|
RU2232137C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
Изобретение относится к технологии и оборудованию для непрерывного изготовления изделий из композиционных материалов методом экструзии. Целью изобретения является повышение производительности и расширение технологических возможностей. При подаче струи расплава на вра- ш,ающийся диск 2 за счет центробежных сил образуются штапельные волокна, направленный поток которых пронизывает стекающую из емкости 3 пленку связуюш.его. При этом каждое волокно покрывается этим связующим. Пропитанная масса попадает в воронку 8 экструдера 7, где формируется, например, в виде трубы. На выходе труба отверждается средством 10 отверждения облучением ускоренными электронами и тянущим устройством 11 подается на режущее устройство 12. 2 с.п. и I з.п. ф-лы, I ил. (Л со о СП О СД

| Патент Австрии № 257918, кл | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
