Oi
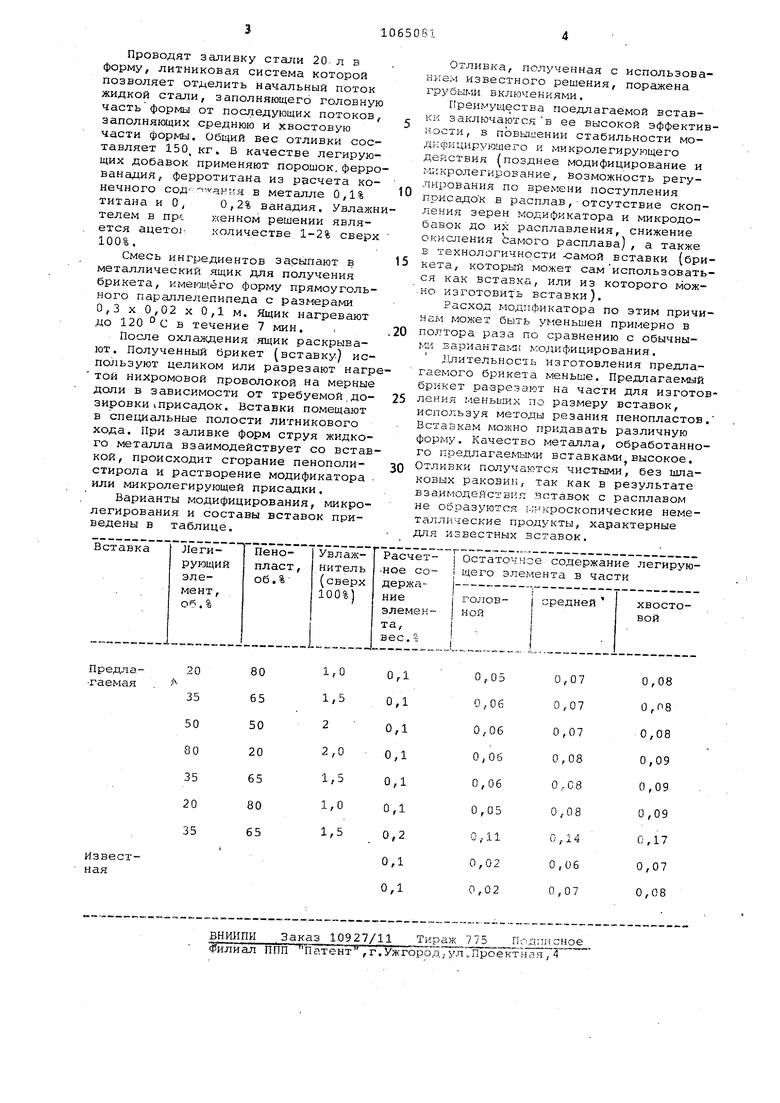
ел Изобретение относится к литейному производству. Известно модицифирование сплавов на основе железа, при котором модификатор вводят в состав смеси. При этом металлический кальций смешивают с плавиковым шпатом в соотношении 1:2, пытаясь получить спокойное протекание процесса l , Однако эта смесь может быть использована при непрерывном контакте с металлом {в литейной форме) . Известно также введение механических добавок в расплав в сочета нии с пенопластами. При этом одновременно вводя в чугун модификатор и пенополистирол в количестве 0,05 - 0,1%. Полистирол обеспечивает барботаж-жидкого металла 2 , Однако способ не обеспечивает регулирование процесса модифицирования во времени. Кроме того, в литейной срорме требуется специальная полость„ Наиболее близкой к предлагаемой по технической сущности и достигае,мому результату является смесь, содержащая модифицирующую присадку и вспененную пластмассу. Модифицирующ присадка содержит, вес.%: магний 10 18 J силикокальций плавиковый шпат- остальное. Присадка замешивается с пенополистиролом на жидком стекле в соотношении 1;4-1-5. Однородную массу формуют в брикеты и отверждают С02 З Недостатком этого брикета является . засорение металла в литейной форме оплавиковым шпатом и жидким стеклом, низкое модифицирующее и легирующее действие брикета, который, кроме того, нетехнологичен в изготовлегнии« Цель изобретения повышение мод фицирующего и легирующего действия присадок и расширение технологических возможностей вставки, . Поставленная цель достигается тем, чтоВ вставке для модифицирования и микролегирования сплавов на основе железа в литейной форме, со держащей пенопласт, модифицирующую и/или легирующую присадку, ингредиенты взяты в следующем соотношении об . % ; Модифицирую1:)ая и/или легирующая присадка20-50 Пенопласт ./ 50-80 Увлажнитель сверх Вставку готовят следующим образ Б емкость (ящик) требуемо), о объ ма и равномерно или послойно Засыпают гранулированный пенопласт и увлажненный ацетоном или другими органичесгкими растворителями модиф катор или микролегирующую присадку с размером, гранул менее 1 мм, В случае повышенной дозировки модифицирующей или микролегирующей присадки с. целью получения достаточного проч ного брикета рекомендуется избегать укладки зерен модификатора или микрорегирующей присадки по краям брикета, металлические добавки засыпают слоями. Заполненную емкость (ящик нагревают и выдерживают при 120-130°С в течение 7-15 мин. ,При этом образуется монолитный брикет, в котором присадки распределены равномерно или слоями,, Причем слои расположены Перпендикулярно плоскости контакта с жидким металлом, с целью равномерного поступления модификатора или легирующего элемента, в поток расплава во время взаимодействия последнего с брикетом. При таком способе изготовления брикета пенопласт не подвергается термодеструкции в процессе изготовления и он играет роль связуюп,его вещества, что позволяет исключить применение таких неорганических связующих как жидкое стекло, загрязняющих жидкий металл включениями ., Использование увлажнителя органического происхождения увеличивает связующие свойства пенопласта и повышает равномерность распределения .металлических присадок по объему брикета. Брикет, в отличие от известного, легко обрабатывается резанием, что позволяет из одной заготовки изготовлять несколько, либо подгонять размеры вставок под различные конкретные литейные формы Вставку устанавливают в литейной форме на оддиом из участков перемещения жрщкого металла от литниковой чаши до питателя либо внутри полости формы от питателя. Зерна модификатора или микролегируюцей присадки по мере взаимодействия вставки со струей мета;7ла равномерно и послсгдовательно обнажаются, не окисляясь с поверхности из-за образующейся заиштной атмосферы газообразных продуктов термодэструкции пенопласта, строго peгyлиpyefv1ыrvIИ дозами растворяются в расплавее Вставка гюжет изготовляться неоднородным по сечению по своему химическому составу, что позволяет увеличивать или уменьшать дозировку поступающего в расплав модификатора или легирующего элемента на отдельных этапах заполнения формы металлом. Эту же цель можно достигнуть, придавая вставке слолсную геометриЧескую форму, например,трапециевидную, в результате чего поверхность взаимодействия вставки с расплаэом изменяется во времени. Проводят заливку стали 20 л в форму, литниковая система которой позволяет отделить начальный поток жидкой стали, заполняющего головную часть формы от последующих потоков, заполняющих среднюю и хвостовую части формы. Общий вес отливки составляет 150, кг. В качестве легирующих добавок применяют порошок, ферро ванадия, ферротитана из расчета ковечного СОД ання в металле 0,1% титана и О, 0,2% ванадия. Увлажн телем в npt женном решении является ацето количестве 1-2% сверх 100%. Смесь ингредиентов засыпают в металлический ящик для получения брикета, имеющего форму прямоугольного параллелепипеда с размерами 0,3 X 0,02 X 0,1 м. Ящик нагревают до 120 °С в течение 7 мин. . После охлаждения ящик раскрывают. Полученный брикет (вставку) используют целиком или разрезают нагр той нихромовой проволокой на мерные доли в зависимости от требуемой,дозировки(Присадок. Вставки помещают в специальные полости литникового хода. При заливке форм струя жидкого металла взаимодействует со встав кой, происходит сгорание пенополистирола и растворение модификатора или микролегирующей присадки. Варианты модифицирования, микролегирования и составы вставок приведены в таблице. Отливка, полученная с использованке; 1 известного решения, поражена грубьп.ш включениями, Преимущества поедлагаёмой вставки заключаютсяв ее высокой эффективности, в повьпиении стабильности модкфкцирующего и микролегирующего действия (позднее модифицирование и микролегирование, возможность регулирования по времени поступления присадок в расплав, отсутствие скопления зерен модификатора и микродобавок до их расплавления, снижение окисления Самого расплава), а также в технологичности -самой вставки (брикета, который может самиспользоваться как вставка, или из которого можно изготовить вставки). Расход модификатора по этим причинам может быть уменьшен npHiviepHo в полтора раза по сравнению с обычныг-и вариантам кодифицирования. J-lпитeльнocть изготовления предлагаемого брикета меньше. Предлагаемый брикет ра-зреэают на части для изготовления меньишх по размеру вставок, используя методы резания пенопластов. Вставкам можно придавать различную форму. Качество металла, обработанного пpeдлaгae iы sи вставками высокое. Отливки получаются чистыми, без шлаковых раковин, так как в результате взаимодействия вставок с расплавом не образуются .;икроскопические неметаллические продукты, характерные для известных вставок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки расплава в литейной форме | 1989 |
|
SU1713734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Литниковая система для модифицирования чугуна в литейной форме | 1990 |
|
SU1743686A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
| Литейная форма для изготовления отливок сложной конфигурации | 1988 |
|
SU1646672A1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |
| Литниковая система для внутриформенного модифицирования | 1989 |
|
SU1752486A1 |
| Способ модифицирования и легирования отливок при формообразовании литьем по газифицируемым моделям | 2020 |
|
RU2744688C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
ВСТАВКА ДЛЯ МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ сплавов на основе железа в литейной форме, содержащая пенопласт, модифицирующую и/или легирующую присадку, отличающаяся тем, что, с целью повЕзпиения модифицирующего и легирующего действия присадок и расишрения технологических возможностей вставки , ингредиенты взяты в следующем соотношении, об. %: Модифицирукьдая и/или легирующая присадка20-50 Пенопласт , 50-80 Увлажнитель (сверх 100%) , 1-2 (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
