11306969
Изобретение относится к электролитной обработке электропроводящих изделий, включая широкие полосы, Д.ПЯ очистки поверхности или нагрева и предназначено для использования в электролитных ваннах.
Целью изобретения является повышение КПД устройства и качества обработки изделий.
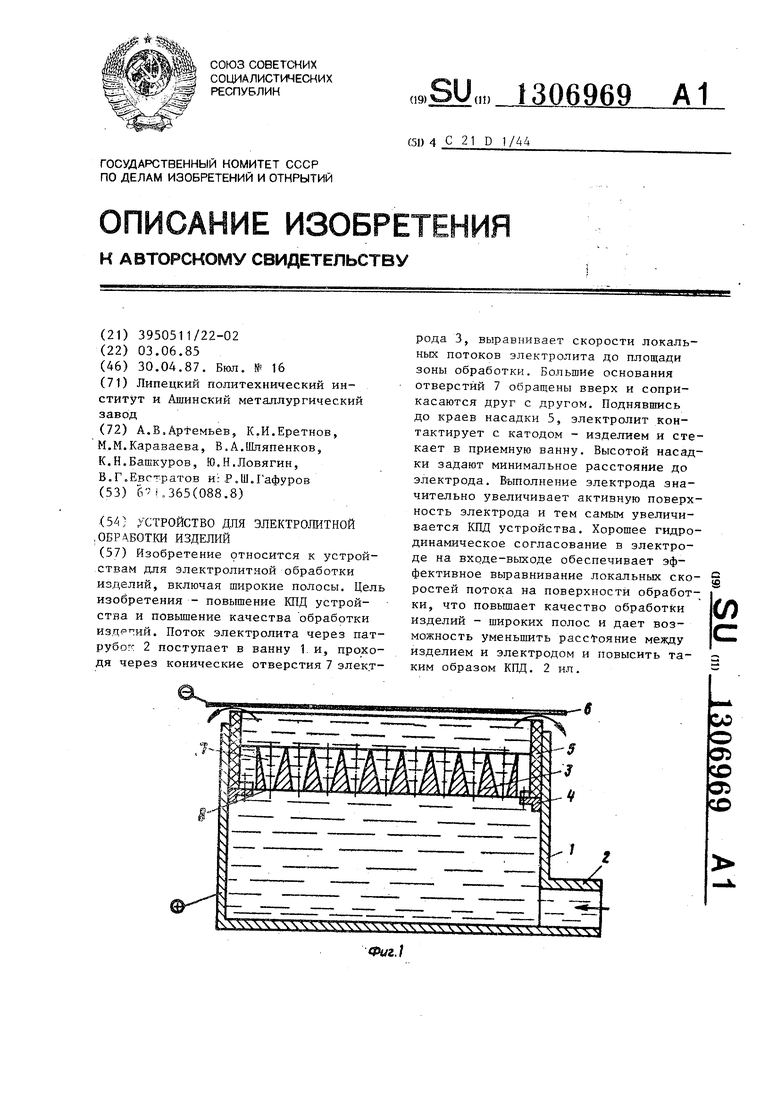
На фиг, 1 изображено предлагаемое устройство, общий вид, разрез; на фиг, 2 - то же, вид сверху.
Устройство для электролитной об-, работки изделий содержит ванну 1 с патрубком 2 для подвода электролита, электрод 3, установленнью в ванне 1 и выполненный в виде решетки, причем электрод закреплен при помощи болтов на уголках 4, приваренных к
W
)5
ванну 1 и, проходя сквозь расширяющиеся конические отверстия 7 рабочего электрода 3, выравнивает скорости локальных потоков электролита по площади зоны обработки. Поднявшись до края диэлектрической насадки 5, электролит контактирует с поверхностью электропроводящего изделия 6, после чего стекает в приемную ванну (не показано) системы циркуляции. Высотой насадки 5 задают минимальное расстояние до решетки электрода 3,
Конструкция рабочего электрода в виде толстой пластины с коническими кратерами значительно увеличивает активную поверхность рабочего электрода за счет развитой площади кратеров, тем самым увеличивая эффективность КПД процесса. Хорошее гидродиванне 1, и диэлектрическую насадку 5,намическое согласование в рабочем
позволяющую стабилизировать минималь-электроде входа и выхода обеспечиваное расстояние от рабочего электродает эффективное выравнивание (действие
по электропроводящего изделия 6. Ре-диффузора) локальных скоростей пото
шетка представляет собой толстую пластину, имеющую рельефную активную поверхность, образованную симметрично расположенными скв озными отверс- тиями 7 в виде усеченных конусов, через малые основания 8 которых электролит поступает в зону обработки. Большие основания 9 отверстий симметрично соприкасаются каждое с четырьмя другими, К обрабатываемому изделию 6 подключают отрицательный полюс источника питания, а к рабочемуэлект роду 3 и ванне 1 - положительный. Отношение активной поверхности рабочего электрода к его горизонтальной проекции при толщине 18 мм и величине угла в вершине конуса составляет 3,2, что в два раза превьшшет это значение у прототипа.
Устройство работает следующим образом.
Поток электролита из системы циркуляции поступает через патрубок 2 в
ванну 1 и, проходя сквозь расширяющиеся конические отверстия 7 рабочего электрода 3, выравнивает скорости локальных потоков электролита по площади зоны обработки. Поднявшись до края диэлектрической насадки 5, электролит контактирует с поверхностью электропроводящего изделия 6, после чего стекает в приемную ванну (не показано) системы циркуляции. Высотой насадки 5 задают минимальное расстояние до решетки электрода 3,
Конструкция рабочего электрода в виде толстой пластины с коническими кратерами значительно увеличивает активную поверхность рабочего электрода за счет развитой площади кратеров, тем самым увеличивая эффективность КПД процесса. Хорошее гидродинамическое согласование в рабочем
ка на поверхности обработки, что повьшает качество обработки широких полос и дает возможность уменьшить расстояние между изделием и электродом и повысить таким образом КПД, Пластинчатый рабочий электрод имеет простую конструкцию крепления к ванне.
ормула изобретения
Устройство для электролитной обработки изделий, содержащее ванну с патрубком подвода электролита, катод, анод, устаноншенный в ванне и выполненный в виде решетки, диэлектрическую насадку, отличающееся тем, что, с целью повьш1ения КПД устройства и качества обработки изделий, отверстия в рещетке выполнены коническими, большие основания которых соприкасаются друг с другом и направлены вверх.
Фиг, 2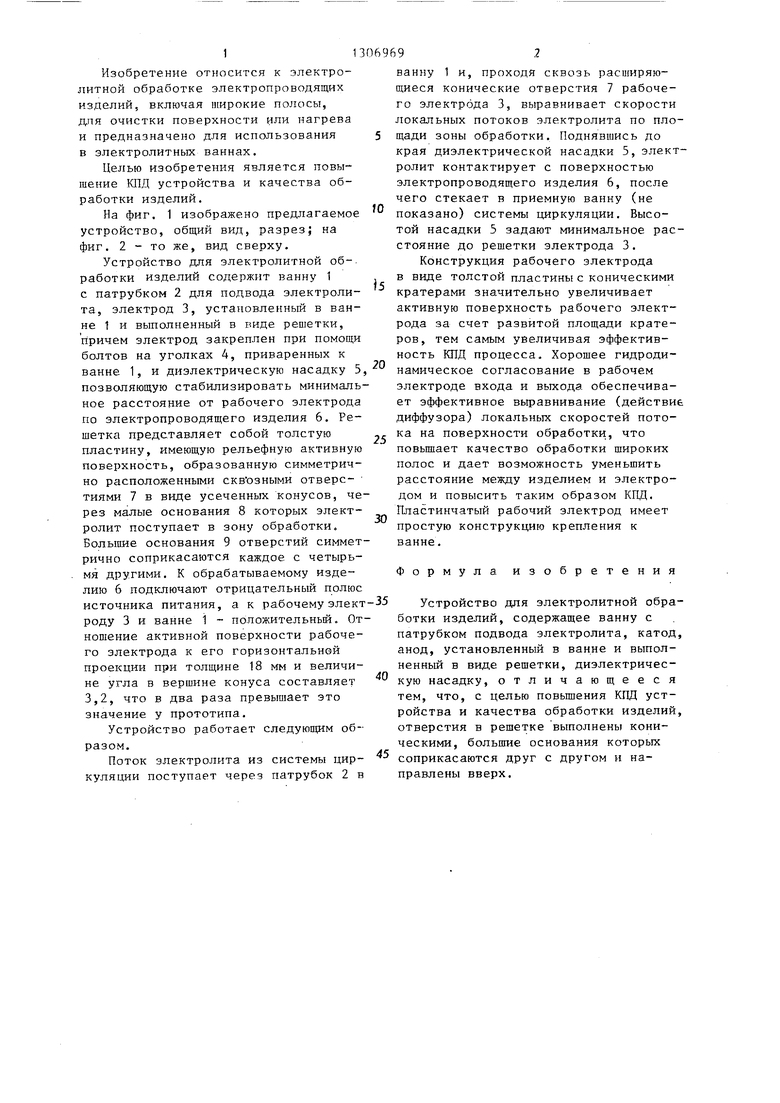
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее | 2019 |
|
RU2699137C1 |
| Способ снятия защитных покрытий с проводящих поверхностей | 2023 |
|
RU2811297C1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-РАЗРЯДНОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2068038C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| Устройство для электролитной обработкипРОКАТА | 1977 |
|
SU806787A1 |
| Способ обработки стальных изделий, содержащих удлиненные и искривленные полости | 2020 |
|
RU2757449C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2547372C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286406C1 |
Изобретение относится к устройствам для электролитной обработки изделий, включая широкие полосы. Цель изобретения - повышение КПД устройства и повьш ение качества обработки издрпий. Поток электролита через пат- рубог : 2 поступает в ванну 1. и, проходя через конические отверстия 7 электрода 3, выравнивает скорости локальных потоков электролита до площади зоны обработки. Большие основания отверстий 7 обращены вверх и соприкасаются друг с другом. Поднявшись до краев насадки 5, электролит контактирует с катодом - изделием и стекает в приемную ванну. Высотой насадки задают минимальное расстояние до электрода. Въшолнение электрода значительно увеличивает активную поверхность электрода и тем самым увеличивается КПД устройства. Хорошее гидродинамическое согласование в электроде на входе-выходе обеспечивает эффективное вьфавнивание локальных скоростей потока на поверхности обработки, что повьш1ает качество обработки изделий - широких полос и дает возможность уменьшить расстояние между изделием и электродом и повысить таким образом КПД. 2 ил. с (Л 00 о а со Oi О