Изобретение относится к весоизмерительной технике.
Цель изобретения - расширение функ циональньк 1возможностей устройства з счет обеспечения контроля при работе стана в плюсовых полях допуска.
На чертеже изображена структурная блок-схема устройства.
Устройство контроля потерь металла в линии сортопрокатного стана содержит измеритель 1 веса заготовок на входе стана, преобразователь 2 аналог-код, сумматор 3 веса заготовок на входе стана, блок 4 информационного сопровождения раскатов, содер жащий последовательно соединенные, например, три регистра 5-7 и соответственное им количество датчиков 8-10 наличия раската, сумматор 11 веса раскатов на выходе чистовой клети стана измеритель 12 длины раскатов перед
ножницами горячей резки, первый де-. литель 13, первый умножитель 14, измеритель 15 длины обрезки раскатов, сумматор 16 веса обрези, вычитатель 17, второй делитель 18, задатчик 19 минимального веса одного погонного метра проката, сумматор 20 расчетной длины готового проката из заготовок , третий делитель 21, сумматор 22 расчетной длины готового проката из раскатов, измеритель 23 фактической длины раскатов на выходе стана сумматор 24 фактической длины раскатов на выходе стана, четвертьй делитель 25, пятый делитель 26, второй умножитель 27, третий.умножитель 28, блок 29 цифровой индикации потерь металла.
Выход измерителя 1 веса заготовок на входе стана подключен через преобразователь 2 аналог-код на вход сумматора 3 веса заготовок на входе стана и информационный вход первого регистра 5, на управляющий вход которого подключен датчик 8 наличия раската на технологической линии. Выход регистра 5 подключен на инфор- ционный вход регистра 6, на управляющий вход которого подключен датчик 9 наличия раската. Выход регистра 6 подключен на информационный вход регистра 7 и на второй вход первого делителя I3.
На управляющий вход регистра 7 подключен датчик-10 наличия раската Выход регистра 7 подключен на сумматор 11 веса раскатов на выходе чистовой клети стана. На первый вход
5
0
первого делителя 13 подключен выход измерителя 12 длины раскатов перед ножницами горячей резки. Выход первого делителя 13 подключен на первый вход первого умножителя 14, на второй вход которого подключен выход измерителя 15 длины обрези раскатов. .Выход первого умножителя 14 подключен на вход сумматора 16, выход которого подключен на второй вход вы- читателя 17. На первый вход вычита- теля 17 и одновременно на второй вход второго умножителя 27 подключен выход сумматора 1 веса раскатов на выходе чистовой клети стана. Выход сумматора 3 веса заготовок на входе стана подключен на первый вход второго делителя 18 и на второй вход третьего умножителя 28,
На второй вход второго делителя 18 и на второй вход третьего делителя 21 подключен выход задатчика 19 минимального веса одного погонного метра проката. На первый вход третье- -5 го делителя 21 подключен выход вычи- тателя 17. Выход второго делителя 18
подключен к входу сумматора 20 расчетной длины готового проката из заготовок, выход которого подключен на первый вход пятого делителя 26. Выход третьего делителя 21 подключен на вход сумматора 22 расчетной длины готового проката из раскатов, выход которого подключен на первый вход четвертого делителя 25. Выход измерителя 23 фактической длины раскатов на выходе стана подключен на вход сумматора 24 фактической длины раскатов на выходе стана, выход которого подключен на второй вход четвертого делителя 25 и второй вход пятого делителя 26. Выход четвертого делителя 25 подключен на первый вход второго умножителя 27, выход которого подключен на первый вход блока 29 цифровой индикации потерь металла, а выход пятого делителя 26 подключен на первый вход третьего умножителя 28, выход которого подк1ючен на второй вход блока 29 цифровой индикации. Устройство работает следующим образом.
0
5
0
45
50
Перед поступлением на прокатный j стан заготовки предварительно взвешиваются с помощью измерителя 1 веса заготовок, сигнал которого преобразуется преобразователем 2 аналог-код и поступает в сумматор 3 веса заго3 1
товок и на информационный вход первого регистра 5, входящего в состав блока 4 информационного сопровождения раскатов. При поступлении первой заготовки в зону видимости перво го датчика 8 наличия раската последний срабатывает и сигнал с его выхода поступает на управляющий вход первого регистра 5. В этом случае ин- формация о весе первой заготовки за- носится в регистр 5. Далее раскат из первой заготовки при движении по технологической линии стана поступает в зону контроля второго датчика 9. При срабатывании датчика 9 информация о весе первой заготовки заносится во второй регистр 6. При дальнейшем продвижении по линии стана раскат поступает в зону третьего датчика 10
установленного перед чистовой группой2о его длина измеряется измерителем 12
клетей стана. Датчик 10 срабатывает, и информация с выхода второго регистра 6 заносится в третий регистр 7. Далее с регистра 7 информация о весе первой заготовки поступает на вход 25 сумматора 1I веса раскатов на выходе чистовой клети стана.
При поступлении на вход стана следующей заготовки и прохождении ее мимо датчиков 8-10 автоматически JQ сбрасывается информация о весе предыдущей заготовки и вписываются в регистры 5-7 данные о весе текущей заготовки. Если по каким-либо причинам (например, бурежки, разрыва раскатов и т.д.) раскат снимается с технологической линии, он не учитывается сумматором 11.
Например, информация о весе расдлины раскатов. Сигнал с выхода измерителя 12 длины раскатов в виде кода поступает на первый вход первого делителя 13, на второй вход которого поступает с выхода регистра 6 код веса заготовки. При наличии этих сигналов (кодов) на входе первого делителя 13 в нем определяется фактический вес одного погонного мет ра раската P|p путем деления веса заготовки QJ на длину раската Lr
Т
р
Р т
LP
35
Далее информация в виде кода о фактическом весе погонного метра раската с выхода первого делителя 13 поступает на первый вход умножителя 14. Информация о длине обрези поступает на второй вход умножителя 14 с выхода измерителя 15 длины обрези.В множителе 14 определяется фактический вес обрези Qpsp путем умножения длины обрези Ipg на фактический вес погонного метра раската Р
ката занесена в регистр 6. Далее раскат за счет бурежки снимается с технологической линии, и информация о его весе в регистр 7 не заносится, так как последующим раскатом информация, не занесенная ранее в регистр 6, стирается и вписывается новая информация о весе текущего раската.
Таким образом, в сумматоре 11 хранится информация только о весе годной прокатной продукции, произведен- ной станом за анализируемый отрезок времени.
Так как в линии прокатного стана могут находиться одновременно несколько раскатов, количество регист- ров в блоке информационного сопровождения и количество датчиков контроля наличия раскатов на технологических линиях должно соответствовать количеству находящихся в линии стана раскатов. В блоке информационного сопровождения применяются три регистра так как количество раскатов, находящихся одновременно в линии стана, обычно не превышает трех. При одновременном нахождении в линии стана более трех раскатов количество регистров в блоке информационного сопровождения может быть увеличено путем их последовательного наращивания.
Перед подачей раскатов в чистовую клеть производится отрезание переднего конца раската, поэтому вес раскатов обычно меньше веса заготовок на величину обрези.
Когда раскат поступит к ножницам горячей резки, установленным в линии стана перед чистовой группой клетей.
длины раскатов. Сигнал с выхода измерителя 12 длины раскатов в виде кода поступает на первый вход первого делителя 13, на второй вход которого поступает с выхода регистра 6 код веса заготовки. При наличии этих сигналов (кодов) на входе первого делителя 13 в нем определяется фактический вес одного погонного метра раската P|p путем деления веса заготовки QJ на длину раската Lr
Т
р
Р т
LP
Далее информация в виде кода о фактическом весе погонного метра раската с выхода первого делителя 13 поступает на первый вход умножителя 14. Информация о длине обрези поступает на второй вход умножителя 14 с выхода измерителя 15 длины обрези.В множителе 14 определяется фактический вес обрези Qpsp путем умножения длины обрези Ipg на фактический вес погонного метра раската Р
-
О Р -овр овр f
Информация о весе обрези раската с выхода умножителя 14 поступает на вход сумматора 16 веса обрези, в котором накапливается вес обрези раскатов. Выход сумматора 16 веса обрези подключен на второй вход вьгчитате ля 17, на первый вход которого подключен выход сумматора 11 веса раскатов на выходе стана.
В сумматоре 11 накапливается вес только годных раскатов. Тс раскаты, которые по каким-либо технологичесКИМ причинам были изъяты с линии стана (за счет бурежки, разрыве раскатов и т.д.) сумматором 11 не учитываются. В вычитателе 17 определяется фактический вес годного проката путем вычитания из суммарного.веса раскатов ZTQp веса обрези SIQ .
z:Q p 2:Qp-z-Q,p.
Таким образом, сумматором 3 учи- тьшается вес заготовок поступивших на вход стана, сум.матором 11 - вес годных раскатов без учета веса раскатов, изъятых с технологической линии, а сумматором 16 - вес обрези
раскатов.
Информация о суммарном весе заготовок, накопленная в сумматоре 3, поступает на первый вход второго делителя 18, на второй вход которого подключен выход задатчика 10 минимального веса погонного метра готового проката.
. При наличии этих сигналов (кодов) на первом и втором входах делителя 18 в нем определяется максимальная расчетная длина проката Lp.g, которая должна получиться из данных заготовок при условии ведения процесса прокатки в поле минимального минусового допуска путем деления суммарного веса заготовок 2rQ3 на минимальный вес погонного метра проката Р,
Р.О,:РЛ,ИН.
Например, в сумматоре 3 на текущий период времени накоплен вес заготовок 20 т. Максимальный вес погонного метра проката 5,1 кг, номинальный - 5,0 кг, минимальный - 4,9 кг. Следовательно максимальная расчетная длина проката должна составлять
L 20000 кг : 4,9 кг 4081 м.
Информация о расчетной длине проката в виде кода с выхода второго делителя 18 поступает на вход сумматора 20 расчетной длины готового проката из заготовки, где она накапливается. Информация о расчетной длине проката, накопленная в сумматоре 20, с его выхода поступает на первый вход пятого делителя 26.
Информация о весе годных (раскатов поступивших на выход стана, в виде кода с выхода вычитателя 17 поступае на первый вход третьего делителя 21, на второй вход которого поступает информация с за.аатчика 19 минимального
веса погонной длины готового проката. При наличии этих сигналов (кодов) на входе третьего делителя 21 в нем определяется максимальная длина проката, которая может быть получена из раскатов, поступивших на выход стана при ведении прокатки в минимальном поле минусовых допусков. Расчетная максимальная длина получается путем деления суммарного веса годных раскатов на минимальный вес погонного метра проката
-p.p.
мин
0
5
0
Информация о расчетной длине проката в виде кода с выхода третьего делителя 21 поступает на вход сумматора 22 расчетной длины проката, полученного из раскатов, поступивших на выход стана. Далее информация с выхода сумматора 22 поступает на первый вход четвертого делителя 25. С помощью измерителя 23 длины раскатов, установленного на выходе стана определяется фактическая длина готового проката Loj, которая учитывается сумматором 24 фактической длины проката. Для этого выход измерителя 23 подключен к входу сумматора 24. С выхода сумматора 24 информация о фактической длине проката подается на вторые входы четвертого 25 и пятого 26 делителей.
При наличии на первом входе четвертого делителя 25 сигнала с выхода сумматора 22, а на втором входе сигнала с выхода сумматора 24 в нем определяется коэффициент использоQ вания весового поля допуска металла К,, который определяется путем деления фактической длины проката на выходе стана LQ, на расчетную Длину проката Lp.р, которая должна быть
1C получена с годных раскатов, поступивших на выход стана с учетом прокатки в минимальном минусовом поле допуска
5
50
К,
L ш Р.Р.
55
Например, в сумматоре 22 хранится расчетная длина проката-8510 м. Фактическая же длина проката, которая хранится в сумматоре 24, составляет 8420 м.
Следовательно, коэффициент использования весового поля допуска проката составляет
К,3420:3510 0,974,
При наличии на первом входе пятого делителя 26 выходного сигнала сумматора 20, а на втором входе сигнала с выхода сумматора 24 в нем определяется коэффициент использования металла на производство прокатной продукции К ,, который определяется путем деления фактической длины проката на выходе стана L на расчетную длину проката Ь., которая должна быть получена при прокатке всех заготовок, поступивших на вход стана с учетом прокатки в минимальном весовом поле допуска
К
- .э.
Например, в сумматоре 20 хранится расчетная длина проката - 4081 м. Фактическая же длина проката, котора хранится в сумматоре 24, составляет 3420 м. Следовательно коэффициент использования металла составляет К 3420:4081 0,83.
Коэффициент К 2 характеризует общие потери металла на производство единицы прокатной продукции, вызванные изъятием раскатов с линии стана (за счет бурежки, разрывов и т.д.) за счет обрези раскатов, прокатки в поле плюсовых допусков или недостаточного использования поля минусовых допусков и др.
с выхода четвертого делителя 25 информация о коэффициенте использования поля допуска К, поступает на первый вход вто рого умножителя 27, второй вход которого связан с выходом сумматора 11 веса раскатов на выходе чистовой группы. При наличии обоих сигналов на входах.второго умножителя 27 в нем производится вычисление потерь QYI металла за счет не- доиспользования минусового поля допуска путем умножения суммарного веса раскатов на выходе чистовой группы ZQ р на величину (1-К,), где К, - коэффициент использования поля допуска
1-К,)с выхода пятого делителя 26 информация о коэффициенте общих потерь К поступает на первый вход тре тьего умножителя 28, второй вход которого связан с выходом сумматора 3 веса заготовок на входе, стана. При
наличии обоих сит налов на входах третьего умножителя 28 в нем производится вычисление общих потерь металла при прокатке 0 путем умножения суммарного веса заготовок на входе ставеличину (1-К ), где
с- -а .jj.i.riii.j j -i коэффициент общих потерь металла
К, О
,ГО.(1-к,).
Информация о потерях металла с выходов второго 27 и третьего 28 умножителей выдается на блок 29 цифровой индикации,
и О
Сравнивая значения потерь Q
П(
П2.:
обслуживающий персонал может
0
5
0
5
0
5
0
5
анализировать причины, вызывающие потери металла при производстве прокатной продукции и принимать соответствующие меры.
Формула изобретения
Устройство контроля потерь металла в линии сортопрокатного стана, содержащее измеритель веса заготовок на входе стана, соединенный через преобразователь аналог-код с сумматором веса заготов.ок на входе стана, первьш делитель, сумматор веса раскатов на выходе из чистовой группы, второй делитель, один вход которого подключен к выходу сумматора веса заготовок на входе стана, блок ин- |формационного сопровождения раскатов, выполненный в виде последовательно соединенных регистров, первый из которых подключен к выходу преобразователя аналог-код, предпоследний - к второму входу первого делителя, а последний - к входу сумматора веса раскатов на выходе из чистовой группы, датчики наличия раскатов, количество которых равно количеству регистров и которые подключены к управляющим входам соответствующих регистров, измеритель длины раскатов перед ножницами горячей резки, связанный по выходу с первым входом первого делителя, выход которого подключен к первому входу первого умножителя, к второму входу которого подключен измеритель длины обрези раскатов, сумматор веса обрези, вход которого подключен к вько- .ду первого умножителя, а выход - к второму входу вычитателя, к первому входу которого подключен выход сумматора веса раскатов на выходе из чистовой клети стана и блок циФро9
вой индикации, отличающее- с я тем, что, с целью рас1т1рения функциональных возможностей за счет обеспечения контроля при работе стана в плюсовых полях допуска, в него введены третий, четвертый и пятый делители, датчик минимального веса одного погонного метра раската,
выход которого подключен к второму входу второго делителя и к второму входу третьего делителя, первый вход которого подключен к выходу вычита- теля, сумматор расчетной длины из раскатов, вход которого подключен к выходу третьего делителя, а выход - к первому входу четвертого делителя, сумматор расчетной длины из заготовок, вход которого связан с выРедактор Т.Парфенова Заказ 1619/38
Составитель В.Ширшов Техред И.Попович
Корректор
Тираж 694 , Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
07240. 10
ходом второго делителя, а выход - с первым входом пятого делителя, причем вход сумматора фактической длины раската на выходе из чистовой
с группы подключен квыходу измерителя фактической длины раскатов на выходе из чистовой группы, а выход - к вторым входам четвертого и пятого делителей, входы второго и тре10 тьего умножителя подключены к выходам соответственно четвертого и пятого делителей, вторые входы - к выходам соответственно сумматора веса раскатов на выходе чистовой групf5 пы и сумматора веса заготовок на входе стана, а выходы второго и третьего умножителя - к входам блока цифровой индикации.
Корректор Л.Патаи
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля потерь металла в линии сортопрокатного стана | 1984 |
|
SU1244497A1 |
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство для контроля весового допуска сортового проката | 1982 |
|
SU1080029A1 |
| Устройство для учета массы заготовок обжимных станов | 1983 |
|
SU1081427A1 |
| Устройство для контроля массы обрези в линии сортопрокатного стана | 1984 |
|
SU1204949A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Устройство для учета массы мерных длин крупносортного проката | 1984 |
|
SU1216659A1 |
Изобретение относится к весоизмерительной технике. Цель изобрете- НИН - расширение функциональных возможностей устройства. Устройство со- держит измеритель 1 веса заготовок. преобразователь 2 аналог-код, сумматор 3 веса заготовок, блок 4 информационного сопровождения раскатов, регистры 5-7, датчики 8-10 наличия раската, сумматор 11, измеритель 12 длины раската, делители 13, 18, 21, 25 и 26, умножители 14, 27 и 28, измеритель 15 длины обрези, сумматор 16 веса обрези, вычитатель 17, задат- чик 19 минимального веса одного погонного метра проката, сумматор 20 расчетной длины готового проката из заготовок, сумматор 22 расчетной длины готового проката из раскатов, измеритель 23 длины раскатов на выходе стана, сумматор 24 и блок 29 цифровой индикации потерь металла. Введение новых злементов и образование новых связей меяаду элементами устройства позволяет обеспечить контроль при работе стана в плюсовых полях допуска. 1 ил. ю (Л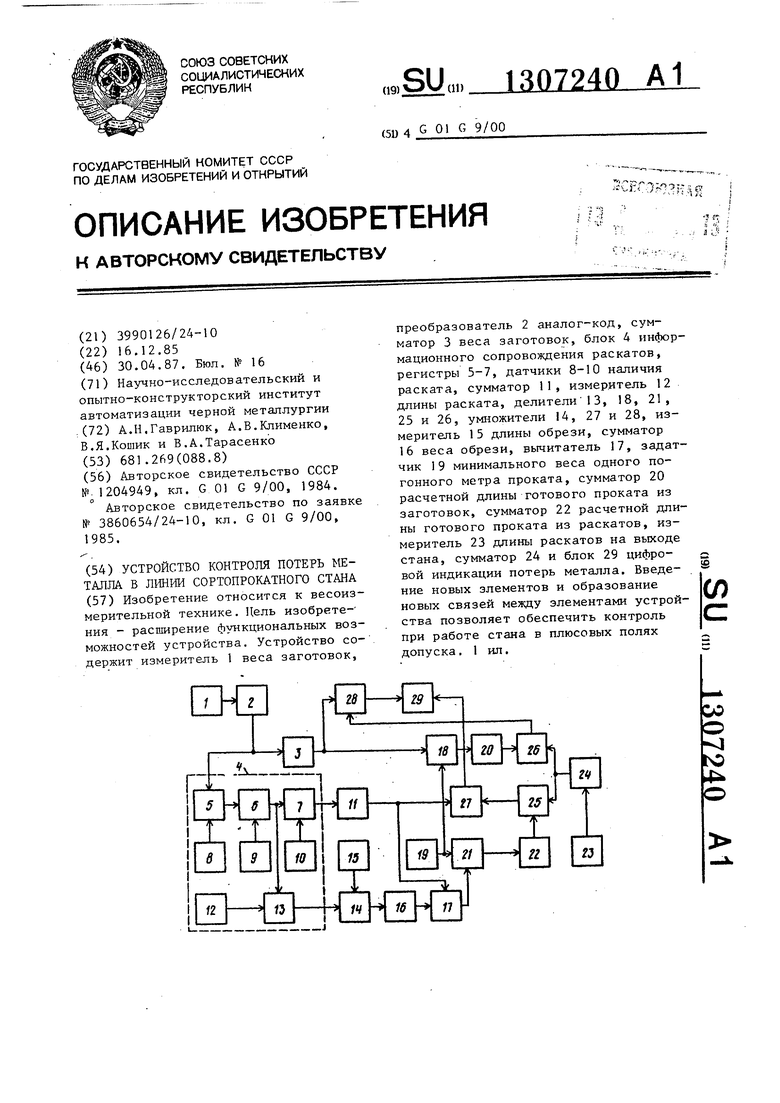
| Устройство для контроля массы обрези в линии сортопрокатного стана | 1984 |
|
SU1204949A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство по заявке № 3860654/24-10, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
