(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВЕСОВОГО ДОПУСКА СОРТОВОГО ПРОКАТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Устройство для контроля весового допуска сортового проката | 1982 |
|
SU1080029A1 |
| Способ допускового контроля веса сортового проката | 1978 |
|
SU774639A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Система автоматической стабилизации градиента температур при прокатке узких полос на реверсивном стане | 1980 |
|
SU969346A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1975 |
|
SU546789A2 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
1
Изобретение относится к области весоизмерительной техники.
По основному авт.св. № 798495, известно устройство для контроля весового допуска проката, содержащее весоизмеритель на входе стана, преобразователь аналог-код, блок информационного сопровождения проката, блок памяти, блок вычисления фактического веса погонного метра раската, измеритель длины раската на выходе стана, задатчик номинального веса погонного метра, задатчик максимального отклонения веса погонного метра раската от номинального, задатчик минимального отклонения веса погонного метра раската от номинального, блок вычисления отклонения веса погонного метра раската от номинального, ключи, делительный блок, блок цифровой индикации. В известном устройстве весовой допуск контролируется на каждом раскате, причем информация о весовом допуске
предьщущего раската стирается при контроле весового допуска последующего раската.
Недостатком такого устройства является отсутствие технических решений, позволяющих контролировать суммарный весовой допуск как поплавочно, так и за анализируемый отрезок времени.
Целью изобретения является повышение точности и расширение диапазона контроля весового допуска сортового проката.
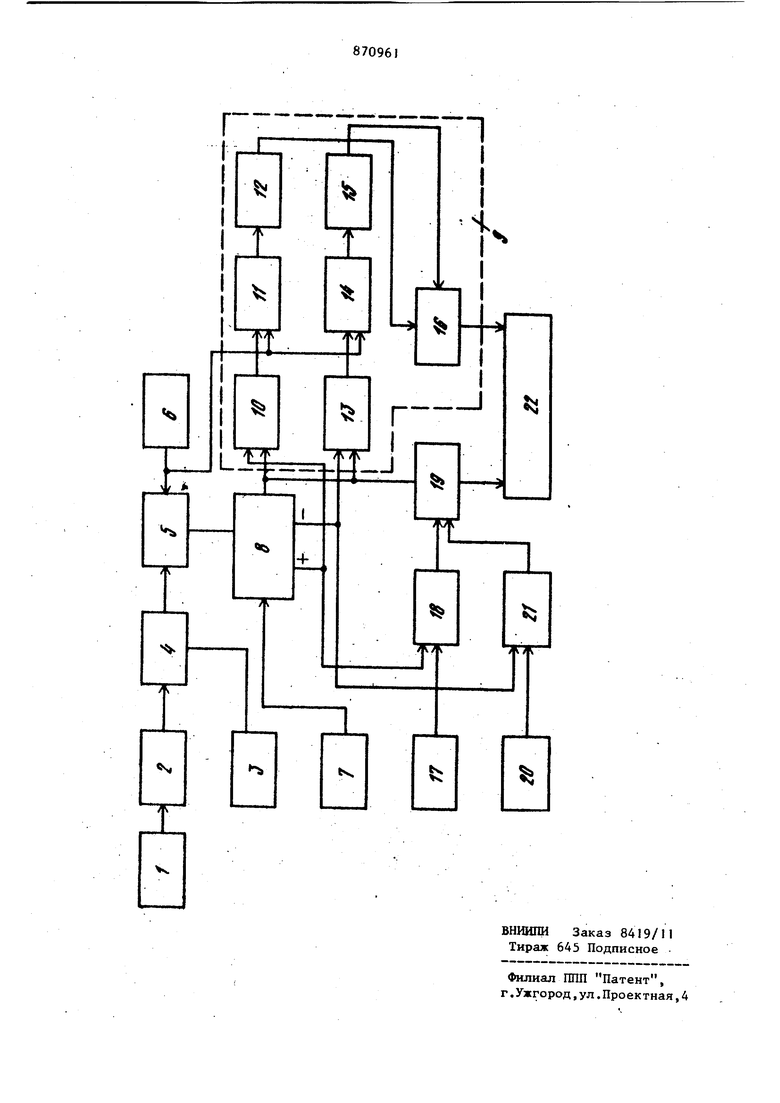
Поставленная цель достигается тем, что в предложенное устройство введен узел учета весового допуска проката, содержащий два ключа, блоки вычисления плюсового и минусового весового допуска, сумматоры плюсового и минусового весового допуска и блок сравнения. Выход блока вычисления отклонения веса пог.онного метра раската i от номинального подключен к первым входам блоков вычисления плюсового и минусового весового допуска через ключи, управляющие входы которых связаны соответственно с плюсовым и мпкусовым выходом блока вычисления отклонения веса погонного метра рас ката от номинального. Вторые входы блоков вычисления плюсового и минусо вого весового допуска соединены с вы ходом измерителя длины раската, а вы ход блока вычисления плюсового весового допуска подключен к входу cyj4матора плюсового весового допуска, выход которого подключен к первому входу блока с.равнения. Выход блока вычисления минусового весового допуска подключен к входу сумматора , минусового весового допуска,выход которого подключен к второму входу блока сравнения, а выход блока сравнения подключен к второму входу блока цифровой индикации. На чертеже показана структурная схема устройства .Устройство содержит весоизмерител 1, установленный на входе прокатного стана (на чертеже не показан), преобразователь 2 аналог-код, блок 3 информационного сопровождения проката, блок 4 памяти, блок 5 вычисления фактического веса погонного метра раската, измеритель 6 дпины раската на выходе стана, задатчик 7 номиналь ного веса погонного метра, блок 8 вы числения отклонения веса погонного метра раската от номинального, узел 9 учета весового допуска проката, ключ 10, блок II вычисления плюсовог весового допуска раската, сумматор 12 плюсового весового допуска, ключ 13, блок 14 вычисления минусового весового допуска раската, сумматор 15минусового весового допуска, блок 16сравнения, задатчик 17 максимального, отклонения веса погонного метра рйската от номинального, ключ 18, блок 19 деления, задатчик 20 минимал ного отклонения веса погонного метра раската от номинального, ключ 21 и блок 22 цифровой индикации. Выход весойзмерителя 1 через преобразователь 2 подключен на первый вход блока 4 памяти, на второй вход которого подключен выход блока 3 информационного сопряжения. Выход блок 4 памяти подключен на первый вход блока 5 вычисления фактического веса погодного метра раската, на второй вход которого и одновременно на второй вход блока 11 и второй Вход блока 14 подключен измеритель 6 длины раската на выходе стана. Выход блока 5 подключен на первый вход блока 8 вычисления отклонения веса погонного метра раската от номинального, на второй вход которого подключен выход задатчика 7 номинального веса погонного метра. Выход блока В подключен на второй вход ключа 10, второй вход ключа 13 и на первый вход блока 19. Плюсовой выход блока 8 подключен на управляющие входы ключей 10,18, а минусовый на управляющие входы ключей 13,21. На второй вход ключа 18 подключен выход задатчика 17 максимального отклонения веса погонного метра раската от номинального, а на второй вход ключа 21 - выход задатчика 20 минимального отклонения веса погонного метра раската от номинального 20. На второй вход блока 19 подключен выход ключа 8, а на третий входвыход ключа 21. Выход блока 19 подключен на первый вход блока 22 цифровой индикации. Выход ключа 10 подключен на первый вход блока 11, выход которого подключен к входу сумматора 12 плюсового весового допуска. Выход ключа 13 подключен на первый вход блока 14, выход которого подключен к входу сумматора 15. Выход сумматора 12 подключен к первому входу блока 16 сравнения, а выход сумматора 15 - к второму входу блока 16. Выход блока 16 сравнения подключен к второму входу блока 22 цифровой индикации. Устройство работает следующим образом. Перед прокаткой заданного сортамента в устройство, задатчиком 7 вводится информация о номинальном весе погонного метра раската / в цолл// а задатчиками 17,20 величины максимального и минимального отклонений веса погонного метра раската от номинального 82§ллин номТак, например, номинальный вес одного погонного метра угловой равнобокой стали размером 32x32x4 мм по ГОСТ 8310-57 составляет 1,91 кг, минимальный вес - 1,65 кг, максимальный вес - 2,13 кг. Следовательноf-f -Склоке HON 2,13- , 91 0, 22 КГ, 2.8Гллин 8ио«ч 1,65-1,,26 кг
Значения g и flLg,2 вводятся в устройство с помощью задатчиков 17 и 20,
При поступлении заготовок с нагревательных печей в прокатный стан, они взвешиваются весоизмерителем 1, установленным на входе прокатного стана в линии рольганга. Выходной сигнал весоизмерителя 1 преобразуется преобразователем аналог-код 2, поступает в блок 4 памяти, где хранится до выхода раската в чистовую Клеть стана. Контроль за прохождением раската от входа до выхода стана осуществляется блоком 3 информационного сопровождения. При поступлении раската в чистовато клеть сигнал с выхода блока 3 поступает на вход блока 4 и этим разрешает прохождение информации о весе прокатанной заготовки с выхода блока 4 на первый вход блока 5 вычисления фактическог о веса погонного метра раската. После выхода раската из чистовой клети его длина определяется измерителем 6. Информация о длине раската с выхода измерителя 6 длины поступает на вторые входы блоков 5,,; 11 и 14. В блоке 5 реализуется операция деления веса заготовки на длину раската и таким образом определяется фактичес- кий вес погонного метра раската
,%.
Информация о фактическом весе погонного метра с выхода блока 5 поступает на первый вход блока 8 вычисления отклонения веса погонного метр.а раската от номинального, на второй вход которого подключен выход задат- чика 7 номинального веса погонного метра. В блоке 8 определяется разность фактического(oJи номинального( погонного метра и знак разности. Информация о величине разности бфО,кт- HOIV C выхода блока 8 поступает на вход делимого блока 19 деления, который выходом связан с первым входом блока 22 цифровой индикации. Одновременно информация о величине разности gc выхода блока 8 поступает на вторые входы ключей 10,13.
Если фактический вес погонного метра раската больше номинального, т.е. ф g .у то знак разности положителен, что указывает на ведение прокатки с плюсовым весовым допуском. разности - отрицательный, следовательно, прокатка ведется
с минусовым допуском. При положительном знаке разности фактического и нот минального весов погонного метра раската с выхода блока 8 на управляющий вход ключей 10,18 поступает положительный сигнал (+, При этом ключи открываются, и информация о максимальном отклонении веса погонного метра раската от номинальногоjfi g с выхода задатчика Г7 поступает через ключ 18 на первый вход делителя блока 19 деления. Одновременно информация о величине разности А выхода блока 8 через ключ 10 поступает на первый вход блока I1, на втором входе которого имеется информация о длине раската, поступающая с выхода измерителя 6.
При отрицательном знаке разности фактического и номинального весов погонного метра с выхода блока В на вход ключей 13,21 поступает отрицательный сигнал (-), который открывает эти ключи. В этом случае информация о минимальном отклонении веса погонного метра раската от номинального 5„с выхода задатчика 20 поступает через ключ 21 на второй делителя блока 19. Одновременно информация о величине разности 1 ф 6но№ выхода блока 8 через ключ 13 поступает на первый вход блока 14. В блоке 19 происходит деление разности 9Гф € icvyv величину максимального или минимального отклонения веса погонного метра от номинального или и таким образом определяется коэффициент исйользования весового допуска сортового проката
до -да
.
2
Частное от деления определяет величину используемого поля допуска, а знак какое поле допуска используется. Знак + указывает на то, что прокатка ведется в поле плюсовых допусков, а знак - - в минусовом. Например, для вышеуказанной стали 32x32x4 мм номинальный вес одного погонного метр составляет 1,91 кг. С помощью устройсва установлено, что фактический вес составляет 1,83 кг. Прокатка ведется с минусовьми допусками. Определим ко эффициент использования весового поля допуска
Д, -- Ф МЗ-1.91-0,08. If - .Ч2«,-п ч
Д,0.26 кг;
(ХГТГГ - ,1 ОА V.
7 I,65-l,, K..2i, . 0,26 т.е. допустимый коэффициент использо вания весового поля допуска может из меняться в пределах от +1 до -1, При наличии информации о длине ра ката и о величине разности Qf §л-gJ( входах блока 1 1 в последнем реализуется операция умножения величины отклонения веса одного погонног метра от номинального р на длину ра ката Ьф., и таким образом, определяе ся весовой излишек (потери металла) на одном раскате / Qp- gSНапример, для стали 32x32x4 мм номинальный вес одного погонного метра составляет 1,91 кг. Прокатка ведется с фактическим весом погонного метра2,05 кг. Длина раската - 90 м. Весовой излишек (потери металла) .д данном случае составит A. (2,05-1,91)х ,6 к Потери металла, вызванные прокаткой в поле плюсовых весовых допусков учитываются сумматором 12 плюсового весового допуска. При наличии информации о длине раската и о величине разности на входах блока вычисления минусового весового допуска 14 в последнем также реализуется операция умножения величины - лд на длину раската L (V и таким образом определяется экономия металла на одном раскате. Например, при прокатке стали 32x32x4 мм с фактическим весом погон ного метра раската 1,75 кг и при длине раската 90 м экономия металла составит L(l,75-l,9l),5 кгЭкономия металла, полученная за счет прокатки в поле минусовых допусков, учитывается сумматором 15 минусового весового допуска. Информация с выхода сумматора 12 поступает на первый вход блока 16, а инфорнация с выхода сумматора 15 - на второй вход. В блоке 16 сравнения показания сумматоров 12 и 15 сравниваются и результат сравнения с выхода блока 16 поступает на второй вход блока 22 цифровой индикации. По информации, поступающей с выхода сумматоров 12,15 и бпока сравнения 16, определяют весовой допусксортового проката, учитмвакп экономию и потери металла при прокатке. При положительном весовом допуске проката принимаются меры по перестройке стана с целью прокатки в поле минусовых допусков. Причем максимальное использование минусового весового допуска вплоть до -1 является одним из путей получения дополнительных метров готовой прокатной продукции. Устройство позволит установить автоматический поточный контроль за использованием весового допуска сортового проката, что позволит вести прокатку с максимальным использованием минусового поля допуска. Экономический эффект от использования устройства составит 23,0 тыс.р. Формула изобретения Устройство для контроля весового допуска сортового проката по авт.св. № 798495. отличающее с я тем, что, с целью повьшения точности и расширения диапазона контроля, в него введен узел учета весового допуска проката, содержащий два ключа, блоки вычисления плюсового и минусового весового допуска, сумматоры плюсового и минусового весового допуска и блок сравнения, причем выход блока вычисления отклонения веса погонного метра раската от номинального подключен на первые входы блоков вычисления плюсового и минусового весового допуска через ключи, управляющие входы которых связаны соответственно с плюсовым и минусовым выходами блока вычисления отклонения веса погонного метра раската от номинального, при этом вторые входы блока вычисления плюсового и минусовоговесового допуска соединены с выходом измерителя длины раската, а выход блока вычисления плюсового весовоо допуска подключен ко входу сумматора плюсового весового допуска, выход которого подключен к первому входу блока сравнения, выход блока вычисления минусового весового допуска подключен к входу сумматора минусового весового допуска, выход которого подключен к второму входу блока сравнения, а выход блока сравнения подключен ко второму входу блока цифровой индикации. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 798495, кл. в 01 & 9/00, 1968.
