54) УСТРОЙСТВО КОНТРОЛЯ ВЕСОВОГО ДОПУСКА СОРТОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Устройство для контроля весового допуска сортового проката | 1982 |
|
SU1080029A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Способ допускового контроля веса сортового проката | 1978 |
|
SU774639A1 |
| Устройство для автоматического определения теоритического веса товарных пакетов сортового проката | 1973 |
|
SU494619A1 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1975 |
|
SU546789A2 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
1
Изобретение ОТЕЮСИТСЯ к весоизмерительной технике, в частности к устройствам для контроля веса заготовок в металлургическом производстве.
Известно устройство для определения теоретического веса товарных пакетов сортового проката,содержащее блок ввода уставок, блок информационного сопровождения проката, измеритель длины проката на выходе стана, узел вычисления длины одного килограмма проката, блок вычисления длины проката в товарных пакетах,блок вычисления теоретического веса товарных пакетов l .
Однако известные устройства не додержат решений, позволяющих автоматизировать процесс определения поля допуска сортового проката непосредственно в технологическом потоке.
В то же время автоматизация процесса определения поля допуска сортового проката является одним из путей увеличения выпуска прокатной продукции, произведенной с максимальным использованием минусового поля допуска.
Наиболее близким по технической сущности к предлагаемому является устройство контроля весового допуска сортового проката, содержащее весоизмеритель, блок информационного сопровождения , задатчик номинального веса погонного метра,измеритель длины раската, подключенный к блоку определения фактического веса погонного метра, соединенному с блоком вычисления отклонения веса от номинального значе0ния , и блок цифровой индикации 2Д.
Это устройство позволяет без применения специальных приборов для контроля сечения проката замерять отклонение сечения профиля от но5минального.
Однако отклонение веса погонного метра от номинального значения производится только для контрольного пакета, что HR обеспечивает точ0ность контроля в целом.
Цель изобретения - повыиение точности контроля.
Поставленная цель достигается тем, что в устройство введены за5датчик максимального и задатчик минимального отклонений веса погонного метра, блок памяти, ключи и блок деления, причем задатчики максимального и минимального отклонений
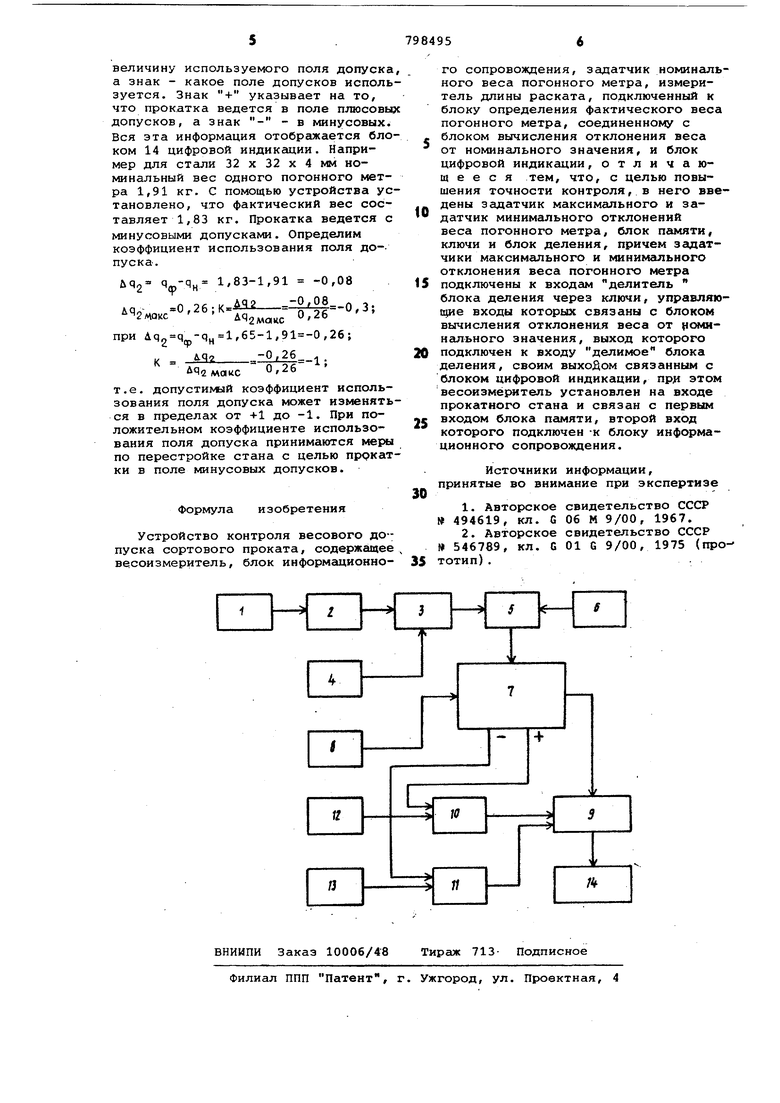
0 веса погонного метра подключены к входс1м делитель блока деления через ключи, управляющие входы которых связаны с блоком вычисления отклонения веса от номинального значения, выход которого подключен к входу делимое блока деления, своим выходом связанному с блоком цифровой индиксщии, при этом весоизмеритель установлен на входе прокатного ста на и связан с первым входом блока памяти, второй вход которого подключен к блоку инфор мационного сопро вождения . На чертеже изображена блок-схема предлагаемого устройства. Устройство содержит весоизмеритель 1 веса заготовок на входе прокатного стана, выход которого через преобразователь 2 аналог-код подключен на первый вход блока 3 памяти, на второй вход которого подключен вы ход блока 4 информационного сопровождения проката. Выход блока 3 подключен на первый вход блока 5 опреде ления фактического веса погонного метра раската, на второй вход которого подключен измеритель 6 длины раската. Выход блока 5 подключен на первый вход блока 7 вычисления откло нения веса от номинального значения, на второй вход которого подключен выход задатчика 8 номинального веса погонного метра проката. Выход блока 7 подключен на первый вход делимое блока 9 деления на второй вход которого (вход делитель ) . подключен выход электронного ключа 10, а на третий вход (вход делитель) - выход электронного клю ча 11, На первый вход электронного ключа 10 подключена плюсовая шииа блока 7, а на второй вход подключен выход задатчика 12 максимального отклонения веса погонного метра раската от номинального. На первый вход электронного ключа 11 подключена минусовая шина блока 7, а на второй вход подключен выход згщатчика 13 минимального отклонения веса погонного метра раската от номинального. Выход блока 9 подключен на вход блока 14 цифровой индикации. Устройство работает следующим образом. Перед началом прокатки в устройство вручную с помощью задатчика 8 Вводятся данные о номинальном весе погонного метра раската, задатчиком 12 - данные о максимальном отклонении веса погонного метра прока та от номинального дя - Чшкс Чном задатчиком 13 - данные о минимальном отклонении веса погонного метра проката от номинальногоAqj-q i -q o j Так,например,номинальный вес одного погонного метра угловой равнобокой стали размером 32 х 32 х 4 мм по ГОСТ 8510-57 составляет 1,91 кг, минимальный 1,65 кг, максимальный 2,13 кг. Следовательно,Aq., Т 2; -1,91 + 1,65 -0,26 кг. Перед поступлением на прокатный стан заготовки предварительно взвешиваются с помощью весоизмерителя 1, Результаты измерения преобразуются преобразователем 2 аналог-код и хранятся в блоке 3 памяти до выхода раската из чистовой клети стана. Контроль за прохождением раската от входа стана до его выхода осуществляется блоком 4информационного сопровождения проката. При поступлении раската в чистовую клеть сигнал с блока 4 поступает на вход блока 3 памяти.При наличии этого сигнала информация о весе прокатанной заготовки поступает с блока 3 на первый вход блока 5определения фактического веса погонного метра раската. После выхода раската из чистовой клети стана происходит полное измерение длины раската измерителем 6, Информация о длине р.аската пбс упает на йторой вход блока 5, В блоке 5 происходит деление веса раската на его длину и таким образом определяется фактический вес одного погонного метра раската. Информация о фактическом весе погонного метра раската поступает с выхода блока 5 на первый вход блока 7, на второй вход которого с задатчика 8 поступает информация о номинальном весе погонного метра раската. В блоке 7 определяется разность фактического (Яф) и номинального (q) веса погонного метра раската и определяется знак разности. Информация о величине разности я,-Г(ц затем поступает в блок 9, Если Чср Чном знак разности положительный,а это значит, что прокатка ведется с плюсовым допуском. При Яда.; qj4 знак разности отрицательный, следовательно, прокатка ведется с минусовыми допускшии. Если разность веса имеет положительный знак, то с выхода блока 7 на вход электронного ключа 10 поступает сигнал положительной полярности (+). При этом ключ 10 открывается и информация о максимальном отклонении веса от номинального Aq, с выхода задатчика 12 поступит через ключ 10 на вход блока 9, При отрицательной разности веса, с выхода блока 7 на вход электронного ключа 11 поступает сигнал отрицательной полярности (-), который открывает этот ключ. В этом случае на вход блока 9 деления с выхода задатчика 13 поступает информация о минимальном отклонении веса погонного метра от номинального В блоке 9 происходит деление разности ,, на д q , или Aqg. Частное от деления определяет
