Изобретение относится к весоизмерительной технике.
Цель изобретения - повышение точности контроля путем учета потерь металла при снятии раската со стана.
На чертеже изображена структурная блок схема устройства.
Устройство контроля потерь металла в линии сортопрокатного стана содержит измеритель 1 массы заготовок на входе стаПеред поступлением на прокатный стан за готовки предварительно взвешиваются с по- мошью измерителя 1 массы заготовок, сигнал которого преобразуется преобразователем 2 аналог-код и поступает в сумматор 3 веса заготовок и на вход первого регистра 5, входящего в состав блока 4 информационного сопровождения раската. При поступлении первого раската в зону видимости первого датчика 8 последний срана, преобразователь 2 аналог-код, сумматор 10 батывает и сигнал с его выхода посту3 массы заготовок на входе стана, блок 4 информационного сопровождения раскатов, содержаший последовательно соединенные п, например три, регистра 5-7 и соответственное им количество датчиков наличия распает на управляющий вход первого регистра 5. В этом случае информация о массе первой заготовки заносится в регистр 5. Далее раскат при движении по технологической линии стана поступает в зону
ката 8-10, сумматор 11 массы раскатов контроля второго датчика 9. При срабаты- на выходе чистовой клети стана, измери- вании датчика 9 информация о массе первой
тель 12 длины раската перед ножницами горячей резки, первый 13 делитель, умножитель 14, измеритель 15 длины обрези расзаготовки заносится во второй регистр 6. При дальнейшем продвижении раската последний попадает в зону третьего
катов, сумматор 16 массы обрези, первый 17 JQ датчика 10, установленного перед чистовой
и второй 18 вычитатели, второй делитель 19 группой клетей стана. Датчик 10 срабатывает, и информация с выхода второго регистра 6 заносится в третий регистр 7. Далее с регистра 7 информация о массе первой заготовки поступает на вход сумматель 2 аналог-код на вход сумматора 3 25 тора 11 массы раскатов на выходе чнстомассы заготовок на входе стана и на ин- вой клети стана.
формационный вход первого регистра 5, наПоследующая заготовка, поступившая на
вход стана, при прохождении мимо датчиков 8-10 автоматически сбрасывает информацию о массе предыдущей заготовки и вписывает в регистры 5-7 даиные о массе текущей заготовки. Если по каким-либо причинам (например, бурежки, разрывы раскаи блок 20 цифровой индикации потерь металла.
Выход измерителя 1 массы заготовок на входе стана подключен через преобразовауправляющии вход которого подключен датчик 8 наличия раската на технологической линии. Выход регистра 5 подключен на информационный вход регистра 6, на управ- 30 ляющий вход которого подключен датчик 9 наличия раската. Выход регистра 6 подключен на информационньш вход регистра 7 и на второй вход первого делителя 13. На управляющий вход регистра 7 подключен
тов и т.д.) раскат снят с технологической линии, то он не учитывается сумматором 11. Например, информация о массе
датчик 10 наличия раската. Выход ре- раската занесена в регистр 6. Раскат в регистра 7 подключен на сумматор 11 мае- зультате бурежки снят с технологической
и
сы раскатов на выходе чистовой клети стана. На первый вход первого делителя 13 подключен выход измерителя 12 длины раскатов перед ножницами горячей резки. Вы- о ход первого делителя 13 подключен на первый вход умножителя 14, на второй вход которого подключен выход измерителя 15 длины обрезки раскатов. Выход умножителя 14 подключен на вход сумматора 16,
линии, и информация о его весе в регистр 7 не занесена, так как последующим раскатом информация, занесенная ранее в регистр 6, стирается и вписывается новая информация о массе текущего раската.
Таким образом, в сумматоре 11 хранится информация только о массе годной прокатной продукции, произведенной станом за выход которого подключен на второй вход 45 анализируемый отрезок времени, первого вычитателя 17, на первый вход ко-Так как в линии прокатного стана моторого подключен выход сумматора 11 массы раскатов на выходе чистовой клети стана. Выход первого вычитателя 17 подключен на первый вход второго вычитателя 18 и первый вход второго делителя 19. На второй 50 вход второго вычитателя 18 и второй вход второго делителя 19 подключен выход сумматора 3 массы заготовок на входе стана.
Выход второго делителя 19 подключен на первый вход блока 20 индикации, на второй вход которого подключен выход второго вычитателя 18.
Устройство работает следующим образом.
жет находиться одновременно несколько рас катов, количество регистров в блоке информационного сопровождения, а соответственно, и количество датчиков контроля наличия раскатов на технологических линиях должно соответствовать количеству находящихся в линии стана раскатов. В предлагаемом блоке информационного сопровождения применяются три регистра, так как количество раскатов, находящихся одновременно в линии стана, обычно не превышает трех. При одновременном нахождении в линии стана более трех раскатов количество регистров
Перед поступлением на прокатный стан за готовки предварительно взвешиваются с по- мошью измерителя 1 массы заготовок, сигнал которого преобразуется преобразователем 2 аналог-код и поступает в сумматор 3 веса заготовок и на вход первого регистра 5, входящего в состав блока 4 информационного сопровождения раската. При поступлении первого раската в зону видимости первого датчика 8 последний срапает на управляющий вход первого регистра 5. В этом случае информация о массе первой заготовки заносится в регистр 5. Далее раскат при движении по технологической линии стана поступает в зону
контроля второго датчика 9. При срабаты- вании датчика 9 информация о массе первой
вход стана, при прохождении мимо датчиков 8-10 автоматически сбрасывает информацию о массе предыдущей заготовки и вписывает в регистры 5-7 даиные о массе текущей заготовки. Если по каким-либо причинам (например, бурежки, разрывы раскатов и т.д.) раскат снят с технологической линии, то он не учитывается сумматором 11. Например, информация о массе
раската занесена в регистр 6. Раскат в результате бурежки снят с технологической
и
линии, и информация о его весе в регистр 7 не занесена, так как последующим раскатом информация, занесенная ранее в регистр 6, стирается и вписывается новая информация о массе текущего раската.
Таким образом, в сумматоре 11 хранится информация только о массе годной про
жет находиться одновременно несколько рас катов, количество регистров в блоке информационного сопровождения, а соответственно, и количество датчиков контроля наличия раскатов на технологических линиях должно соответствовать количеству находящихся в линии стана раскатов. В предлагаемом блоке информационного сопровождения применяются три регистра, так как количество раскатов, находящихся одновременно в линии стана, обычно не превышает трех. При одновременном нахождении в линии стана более трех раскатов количество регистров
в блоке информационного сопровождения может быть увеличено путем их последовательного наращивания.
Перед подачей раскатов в чистовую клеть производится отрезание переднего конца раската, поэтому масса раската обычно меньше массы заготовок на величину массы обрези.
Когда раскат поступает к ножницам горячей резки, установленным в линии стана перед чистовой группой клетей, его длина измеряется измерителем 12 длины раскатов. Сигнал с выхода измерителя 12 длины раската в виде кода поступает на первый вход делителя 13, на второй вход которого поступает с выхода регистра б код массы заготовки. При наличии этих сигналов (кодов) на входе первого делителя 13 в нем определяется масса погонной длины раската путем деления массы заготовки Qs на длину раската Lp:
РП/ РЗ : Lp.
Далее информация в виде кода, о фактической массе погонной длины раската, например I пог. м, с выхода первого делителя 13 поступает на первый вход умножителя 14. Информация о длине обрези раската поступает на второй вход умножите- ля 14 с выхода измерителя 15. В умножителе 14 определяется фактическая масса обрези Qo6p путем умножения длины обрези 1обр на фактическую массу погонной длины раската рп1:
Qo6p. 1о6р.рп/.
Информация о массе обрези раската с выхода умножителя 14 поступает на вход сумматора 16 массы обрези, в котором накапливается масса обрези раскатов. Выход сумматора 16 массы обрези подключен на второй вход первого вычитателя 17, на пер- вый вход которого подключен выход сумматора 11 массы раскатов на выходе стана.
В сумматоре 11 накапливается масса толь ко годных раскатов. Те раскаты, которые по каким-либо технологическим причинам были изъяты с линии стана (за счет бурежки, разрыва раскатов и т.д.) сумматором 11 не учитываются.
Таким образом, сумматором 3 учитывается маса заготовок, поступивших на вход стана, сумматором 11 - масса годных рас- катов без учета массы раскатов, изъятых с технологической линии, сумматором 16 - масса обрези раскатов.
С помошьгсс первого вычитателя 17 определяется фактическая масса годного проката путем вычитания из суммарной массы раскатов массы обрези:
Q0r Qpacx.Qo6p.
Во втором узле 18 вычитания реализуется операция вычитания из суммарной массы заготовок, поступивших на вход стана, суммарной массы годного проката и, таким образом, определяются потери металла в линии сортопрокатного стана:
Qn Qs - рфг.
Большое значение для качественной оценки работы сортопрокатных станов имеет определение величины расхода металла на единицу годной продукции, так называемого расходного коэс{)фициента К: К РЗ : Рфг.
Например, К 1,12 показывает, что на 1 т годного проката расходуется 1,12 т металла.
Определение расходного коэффициента металла определяется вторым делителем 19 путем деления суммарного веса заготовок, поступающего с выхода сумматора 3 на второй вход делителя 19, на фактический вес годной прокатной продукции, информация о которой поступает с выхода первого узла 17 вычитания на первый вход второго делителя 19.
Данные о потерях металла в линии сортопрокатного стана при прокатке и данные о расходном коэффициенте К контролируются по показаниям блока 20 цифровой индикации.
5
0
5
Q
5
Формула изобретения
Устройство контроля потерь металла в линии сортопрокатного стана, содержащее измеритель массы заготовки на входе стана, соединенный через преобразователь аналог- код с сумматором массы заготовок на входе стана, измеритель длины раската перед ножницами горячей резки, сумматор массы раскатов на выходе из чистовой линии стана, первый делитель, первый вычитатель и блок цифровой индикации потерь металлов, отличающееся тем, что, с целью повышения точности контроля за счет учета потерь металла при снятии раската со стана, в него введены блок информационного сопровождения раскатов, выполненный в виде последовательно соединенных регистров, число которых соответствует количеству раскатов, которые могут одновременно находиться на стане и первый из которых подключен к выходу преобразователя аналог- код, предпоследний - к одному входу первого делителя, к другому входу которого подключен измеритель длины раската перед ножницами горячей резки, а последний регистр - к входу сумматора массы раскатов на выходе из чистовой линии стана, и такого же количества датчиков наличия раскатов, подключенных к управляющим входам соответствующих регистров, умножитель, один вход которого подключен к выходу первого делителя, измеритель длины обрези раската, подключенный к другому входу умножителя, сумматор массы обрези, вход которого подключен к выходу умножителя, а выход - к одному входу первого вычитателя, к другому входу которого подключен выход сумматора массы раскатов на выходе из чис0
5
1244497 56
товой линии стана, второй вычитатель и вто- теля и сумматора массы заготовок на входе рой делитель, входы которых соединены со- стана, а выходы - с входами блока циф- ответственно с выходами первого вычита- ровой индикации потерь металла
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Устройство для контроля массы технологической обрези на ножницах обжимных станов | 1985 |
|
SU1281870A1 |
| Устройство для контроля массы обрези в линии сортопрокатного стана | 1984 |
|
SU1204949A1 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Устройство для учета массы заготовок обжимных станов | 1983 |
|
SU1081427A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
Изобретение относится к области весоизмерительной техники. Цель изобретения - повышение точности контроля. Устройство содержит измеритель 1 массы заготовок на входе стана, преобразователь 2 аналог-код, сумматор 3 веса заготовок, блок 4 информационного сопровождения раскатов, регистры 5, 6, 7 и датчики 8, 9, 10 наличия раската, сумматор 11 массы раскатов, измеритель 12, делители 13 и 19, умножитель 14, измеритель 15 длины обрези раскатов, сумматор 16 массы обрези раскатов, вычитатели 17 и 18 и блок 20 цифровой индикации. Введение новых элементов и образование новых связей между элементами устройства позволяет производить учет потерь металла при снятии раската со стана. 1 ил. (О (Л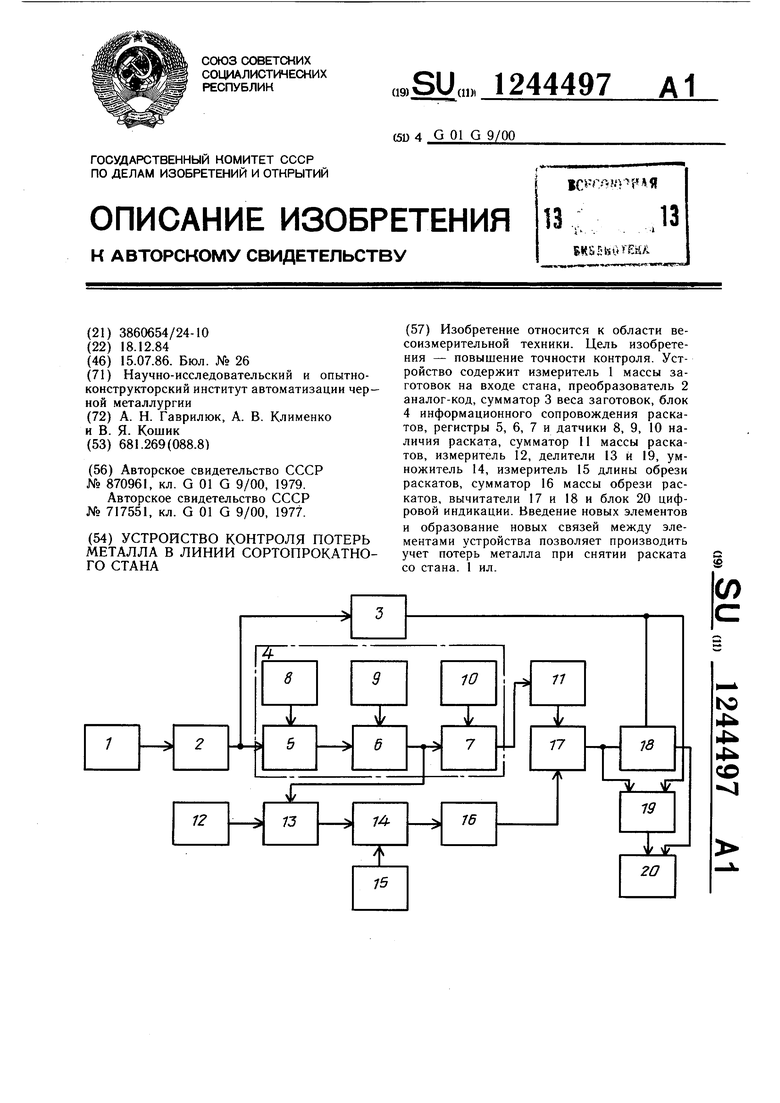
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
