Изобретение относится к неразрушающему контролю электромагнитно- акустическим методам ферромагнитных изделий и может быть использовано для выявления несплошностей металла во всех областях машиностроения.
Цель изобретения - повышение производительности и достоверности контроля путем автоматизации контроля и изменения ориентации изделий относительно магнитного поля.
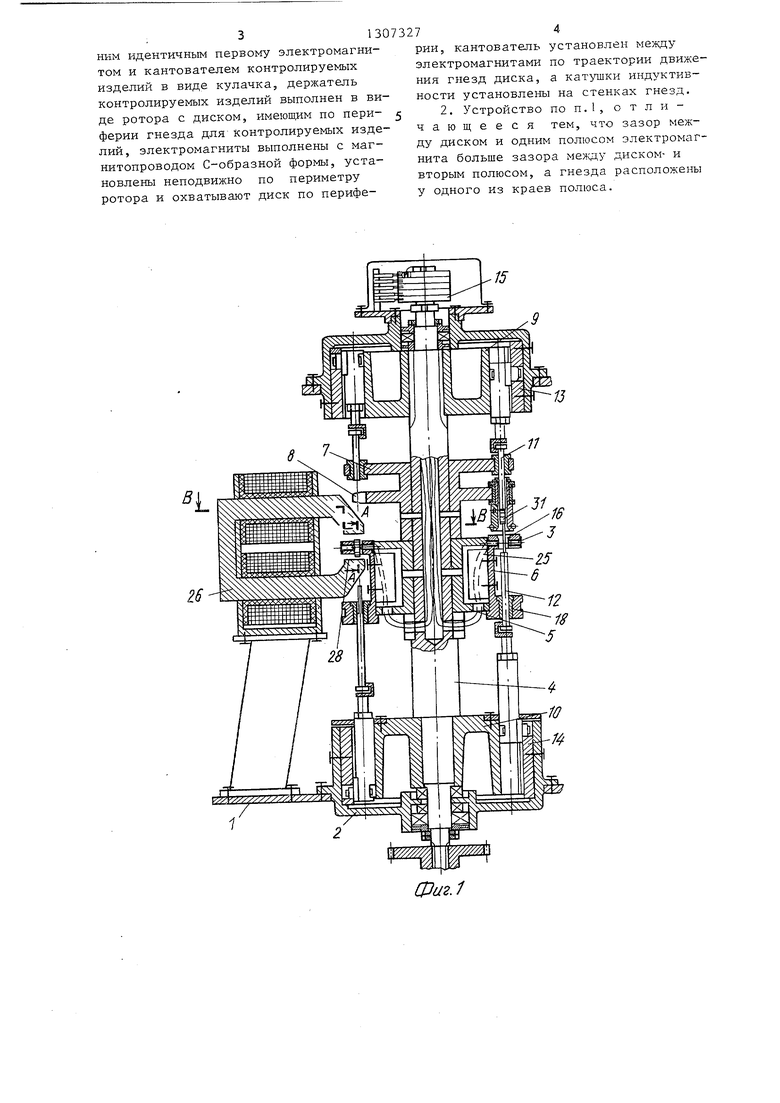
На фиг.1 схематически показано предлагаемое устройство для электромагнитно-акустического контроля; на
10
зан условно), огибающего звездочку 8, щтоками 11 и 12 передаются в гнезда 16, в которых они удерживаются высту пами 17, и транспортируются к электромагниту 26. Когда очередное гнездо 1 6 с изделием 31 приближается к электромагниту 26, изделие 31 притягивается полюсом 28 этого электромаг нита и прижимается к выступам 17. Когда изделие в виде диска перемещается между полюсами электромагнита 26, диск под действием магнитного по ля благодаря смещению траектории его движения относительно центра этого
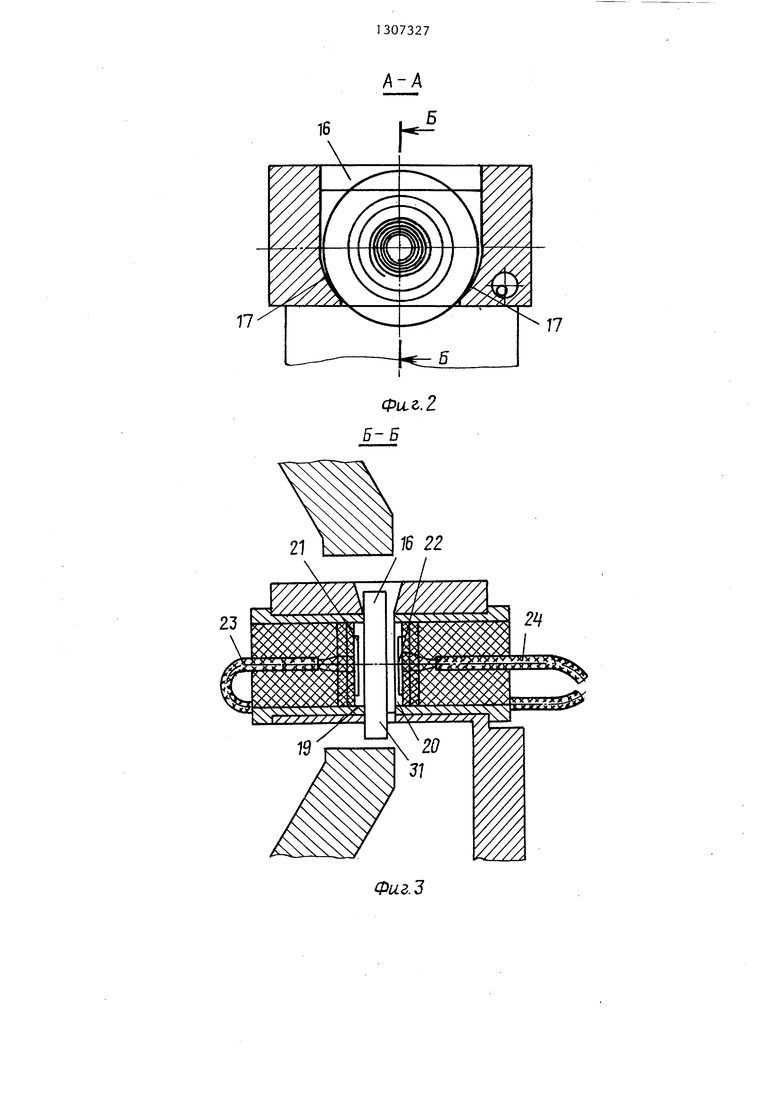
фиг.2 - разрез А-А на фиг.1; на фиг.3 - поля прижимается к стенке 19 гнезда
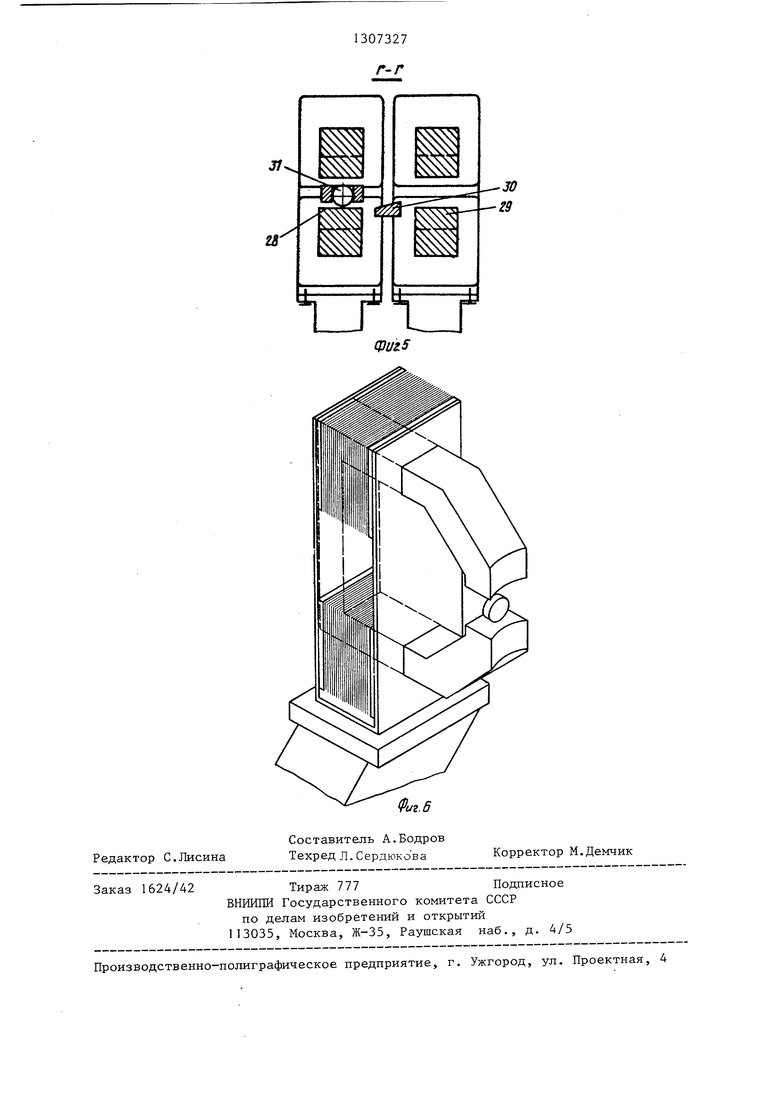
разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.; на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - электромагнит, пространственный вид.
Устройство для контроля ферромагнитных изделий содержит установленный на станине 1 вертикальный ротор 2 с диском 3, на валу 4 которого жестко установлены блокодержатель 5, несущий размещенные по его окружности измерительные блоки 6, барабан 7 со звездочкой 8, барабаны 9 и 10, по периферии которых размещены штоки 11 и 12, их приводные кулачковые механизмы 13 и 14 и коллектор 15. В диске 3 выполнены по периферии гнезда 16, открытые снизу и сверху и снабженные двумя выступами 17. Блок 6 оснащен направляющей втулкой 18 для штока 11.
В гнезде 16 на его стенках 19 и 20 укреплены возбуждающая катушка 21 индуктивности и приемная катушка 22. Выводы 23 и 24 катушек 21 и 22 подсоединены через предусилитель 25 к коллектору 15. Возле ротора 2 на станине 1 неподвижно установлены одинаковые электромагниты 26 и 27 (фиг.4,5). Каждьй из этих магнитов (фиг.6) выполнен с магнитопроводом С-образной формы и установлен по периметру диска 3 ротора 2.
Электромагниты 26 и 27 установлены так, что траектория перемещения гнезд 16 расположена между полюсами каждого магнита и приближена к полюсам 28 и 29 и одновременно к их краю, ближнему к ротору. Между полюсами 28 и 29 установлен неподвижно кантователь изделия в виде кулачка 30.
Устройство работает следующим образом.
Ротор 2 вращается непрерывно. Изделия 31 из цепного конвейера (пока16, в которой смонтирована катушка 21. Таким образом достигается однозначное положение изделий в гнездах во время контроля: каждое изделие
20 прижато к выступам 17 и к стенке 19 гнезда 16. При движении изделия 31 между полюсами электромагнита 26 осуществляется контроль. Сигнал с приемной катушки 22 идет через преду
сйлитель 25 и коллектор 15 на блок обработки (не показан). За электромагнитом 26 изделие 31 наталкивается на кантователь-кулачок 30 и поворачивается при этом вокруг своей оси
0 примерно на 60 . Благодаря этому изменяется ориентация волокон металла изделия 31. Затем в магнитном поле электромагнита 27 контроль повторяет ся.
35 Изобретение позволяет контролировать изделия дискообразной формы электромагнитно-акустическим методом в процессе их транспортирования в по токе производства. Производитель 0 ность контроля увеличивается до 1200 шт/мин. Однозначное положение изделия относительно катушек в процессе контроля и поворот его при повторном контроле обеспечивают дос45 товерный результат оценки качества изделия.
Формула изобретения
50
1. Устройство для электромагнитно акустического неразрушающего контроля качества ферромагнитных изделий, содержащее электромагнит, соосные возбуждающую и приемную катутпки ин- 55 дуктивГГости и держатель контролируе мых изделий, отличающееся тем, что, с целью повышения производительности и достоверности контроля оно снабжено по крайней мере еще од
зан условно), огибающего звездочку 8, щтоками 11 и 12 передаются в гнезда 16, в которых они удерживаются выступами 17, и транспортируются к электромагниту 26. Когда очередное гнездо 1 6 с изделием 31 приближается к электромагниту 26, изделие 31 притягивается полюсом 28 этого электромагнита и прижимается к выступам 17. Когда изделие в виде диска перемещается между полюсами электромагнита 26, диск под действием магнитного поля благодаря смещению траектории его движения относительно центра этого
поля прижимается к стенке 19 гнезда
16, в которой смонтирована катушка 21. Таким образом достигается однозначное положение изделий в гнездах во время контроля: каждое изделие
прижато к выступам 17 и к стенке 19 гнезда 16. При движении изделия 31 между полюсами электромагнита 26 осуществляется контроль. Сигнал с приемной катушки 22 идет через предусйлитель 25 и коллектор 15 на блок обработки (не показан). За электромагнитом 26 изделие 31 наталкивается на кантователь-кулачок 30 и поворачивается при этом вокруг своей оси
примерно на 60 . Благодаря этому изменяется ориентация волокон металла изделия 31. Затем в магнитном поле электромагнита 27 контроль повторяется.
Изобретение позволяет контролировать изделия дискообразной формы электромагнитно-акустическим методом в процессе их транспортирования в потоке производства. Производительность контроля увеличивается до 1200 шт/мин. Однозначное положение изделия относительно катушек в процессе контроля и поворот его при повторном контроле обеспечивают достоверный результат оценки качества изделия.
Формула изобретения
1. Устройство для электромагнитно- акустического неразрушающего контроя качества ферромагнитных изделий, содержащее электромагнит, соосные возбуждающую и приемную катутпки ин- дуктивГГости и держатель контролируемых изделий, отличающееся тем, что, с целью повышения производительности и достоверности контроля, оно снабжено по крайней мере еще одним идентичным первому электромагнитом и кантователем контролируемых изделий в виде кулачка, держатель контролируемых изделий выполнен в виде ротора с диском, имеющим по пери- ферии гнезда для контролируемых изделий, электромагниты выполнены с маг- нитопроводом С-образной формы, установлены неподвижно по периметру ротора и охватывают диск по периферии, кантователь установлен между электромагнитами по траектории движения гнезд диска, а катушки индуктивности установлены на стенках гнезд. 2, Устройство по п.1, о т л и - чающееся тем, что зазор между диском и одним полюсом электромагнита больще зазора между диском- и вторым полюсом, а гнезда расположены у одного из краев полюса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| ПЕРВИЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ УДАРНО-АКУСТИЧЕСКОГО ДЕФЕКТОСКОПА | 1998 |
|
RU2164023C2 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2584274C1 |
| Электромагнито-акустический способ контроля качества изделий из ферромагнитных материалов | 1983 |
|
SU1113732A1 |
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2009 |
|
RU2390014C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2265208C1 |
| Устройство электромагнитно-акустического контроля рельсов | 2017 |
|
RU2653663C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2441230C1 |
Изобретение относится к неразрушающему контролю и может быть использовано для выявления внутренних и на- рзгжных дефектов типа раковин, расслоений ферромагнитных изделий, имеющих дискообразную форму. Использование устройства наиболее эффективно в высокопроизводительных роторно-кон- вейерных линиях. Целью изобретения является повьшение производительности и достоверности контроля. Цель достигается тем, что контроль деталей производится в процессе их транспортирования с помощью ротора с диском 3, имеющего гнезда 16 для изделия. По его периферии размещены два электромагнита 26, 27 и соосно установленные возбуждающая и приемная катушки индуктивности. Однозначное положение изделия относительно катушек в процессе контроля обеспечивается с помощью размещения диска 3 относительно полюсов электромагнитов 26, 27, обеспечивающего его приближение к полюсу электромагнита, а также смещением гнезда 16 к одному из краев полюса. За электромагнитом 26 изделие 3 наталкивается на кантователь-кулачок 30 и поворачивается при этом вокруг оси на 60 . Измерение изделия в другом направлении исключает влияние анизотропии металла на результаты контроля. 1 з.п. ф-лы, 6 ил. € (Л 27. гв. З в 00 о оо ю 
15
Фи2.1
Фи.е.2
Б-Б
Фиг.З
Л-Г
л
Фиг. 6
Редактор С.Лисина
Составитель А.Бодров Техред л. Сердюко ва
Заказ 1624/42
Тираж 777Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Демчик
| Устройство для сортировки ферромагнитных изделий | 1980 |
|
SU919762A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Резонансный способ контроля качества изделий | 1980 |
|
SU896565A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
