мы 5-7 с ограничителями хода 15 и 17, Рабочие торцы обойм имеют поверхность, эквидистантную противолежащей поверхности пуансона. В М 2 под обоймами 5-7 размещены, ступенчатые в плане ползушки 10 с клиновой поверхностью 11, раздвигаемые клиньями 12 и 13,. размещенными на опорных торцах обойм 5-7. В исходном положении рабочие торцы обойм 5-7 лежат в одной плоскости с рабочим торцом М 2. Заготовку укладьшают на М 2, прижимают прижимом. Пуансон, опускаясь, штампует сначала центральную часть заготовки и опускает центральную обойму 5. Своей клиновой поверхностью i 2 обойма 5 воздействует на
1
Изобретение относится к листовой штамповке.
Цель изобретения - повышение качества готовых изделий, преимущественно сферической и криволинейной формы.
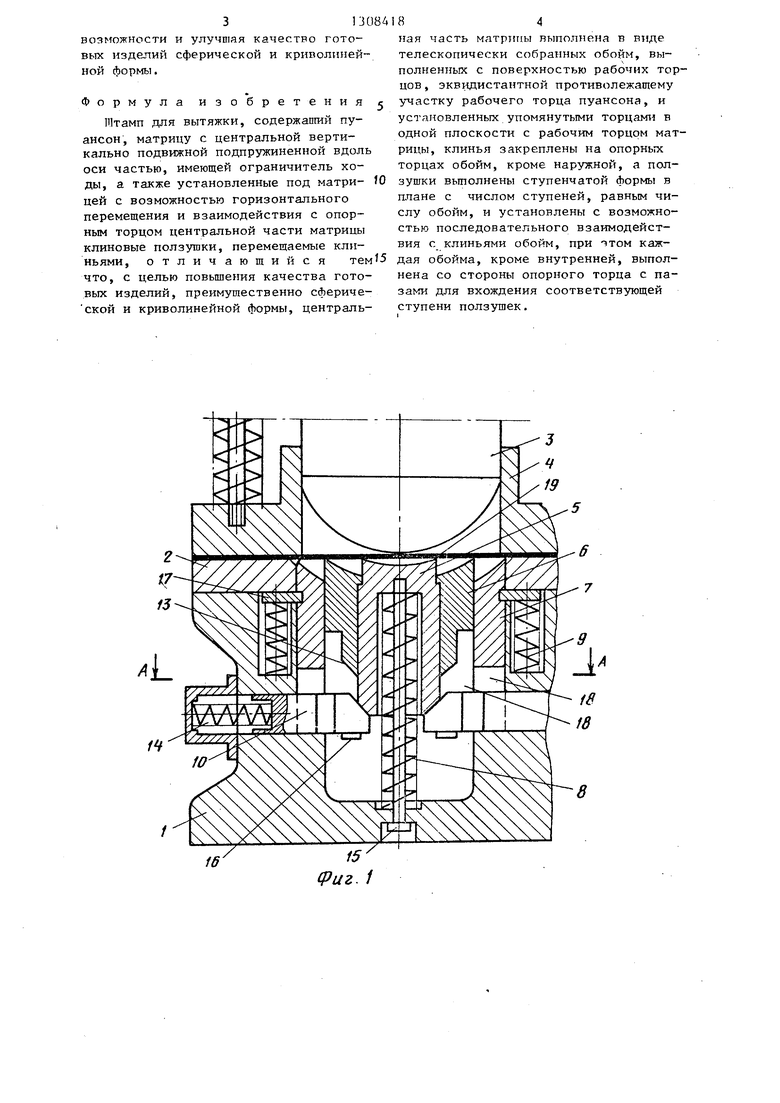
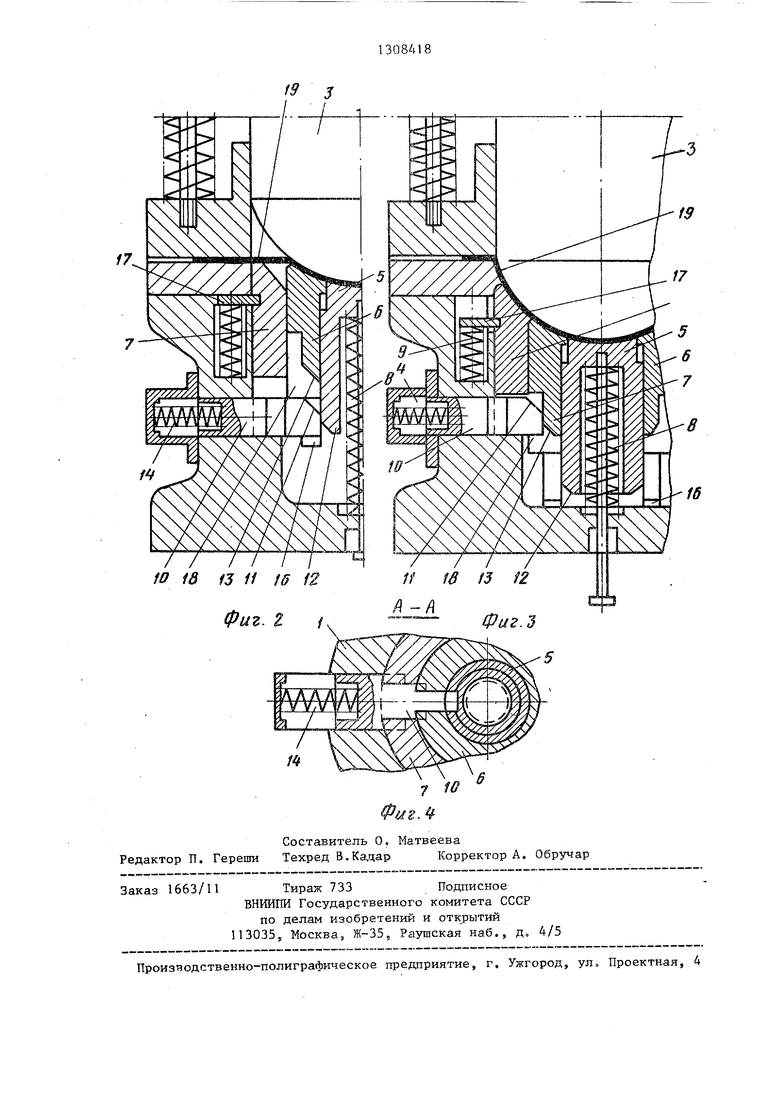
На фиг. 1-3 показаны последовательные положения элементов штампа в процессе вытяжки; на фиг, 4 - разрез А-А на фиг. 1; на фиг. 5 - нижняя часть штампа, вид в изометрии.
Штамп состоит из корпуса 1, матрицы 2, пуансона 3, прижима 4, концентрических обойм 5-7, подпружиненньпс относительно корпуса 1 пружинами 8 и 9, ступенчатых ползушек 10, с клиновыми поверхностями 11, взаимодействующих с клиновыми поверхностями 12 и 13 на торцах обойм 6 и 7, пружин 14, ограничителей хода 15-17. На обоймах 6 и 7 вьтолнены продольные пазы 18.
Штамп работает следующим образом.
В исходном положении обоймы 5-7 Ha находятся в верхнем положении рабочими торцами в плоскости матрицы 2.
Ползушки 10 поджаты к внутренней 5, упираясь в клиновую поверхность 12 на ее опорном торц. Опорные - торцы обойм 6 и 7 упираются в верхние плоскости ползушек 10 на участки их ступеней, более широких, чем пазы 18.
клиновую поверхность П ползушек 10. Далее осуществляется вытяжка следующего участка заготовки. При этом обойма 6 неподвижна и опирается своим опорным торцом на ползушки 10. При дальнейшем опускании пуансона обойма 6 клиновой поверхностью 13 перемещает ползушки 10 от центра а сама опускается, т.к. ползушки 10 входят в пазы 18 на опорном торце обоймы 6. Вытяжка в обойме 7 осуществляется аналогично вытяжке в обойме 6. При обратном ходе обоймы 5-7 возвращаются в исходное положение с помощью пружин 8 и 9, ползушки 10 сдвигаются к центру также посредством пружин. 5 ил.
В начальный период вытяжки пуансон 3 перемешает вниз внутреннюю обойму 5, осуществляя формовку центральной части заготовки 19. При этом фланец заготовки 19 опирается на плоскость матрицы 2 и рабочие торцы обойм 6 и 7. Обойма 5 раздвигает ползушки 10. После того, как вторая ступень ползушек 10 выходит из соприкосновения с опорным торцом обоймы 6, вниз перемещаются обоймы 5 и 6, При этом осуществляется формовка большей площади центральной части заготовки 19, ограниченной верхней кромкой рабочего торца обоймы 7, упирающейся в ползушки 10. При дальнейшем перемещении ползушек 10, контактирующих с клиновыми поверхностями 13 на обойме 6, они Bbixofi tT из контакта с опорными торцами обоймы 7, которая также перемещается вниз. При этом ползушки 10 входят в пазы 18. Осушествляется окончательная вытяжка изделий (фиг. З). При обратном ходе пуансона 3 под действием пружин 8 и 9 обоймы 5-7 возврашаются в исходное положение, фиксируемое ограничителями хода 15-17. Ползушки 10 под действием пружин 13 сдвигаются к центру штампа.
Изобретение позволяет увеличить опорную площадь фланца заготовки в процессе вытяжки, повътая надежность вытяжки, расширяя технологические
313084
возможности и улучшая качество готовых изделий сферической и криволинейной формы.
Формула изобретения с
Штамп для вытяжки, содержапшй пуансон, матрицу с центральной вертикально подвижной подпружиненной вдоль оси частью, имеющей ограничитель ходы, а также установленные под матри- Ш цей с возможностью горизонтального перемещения и взаимодействия с опорным торцом центральной части матрицы клиновые ползушки, перемещаемые клиньями, отличающийся тем 5 что, с целью повышения качества готовых изделий, преимущественно сфериче- ской и криволинейной формы, централь84
яая часть матрицы выполнена в виде телескопически собранных обойм, выполненных с поверхностью рабочих торцов , эквидистантной противолежащему участку рабочего торца пуансона, и установленных упомянутыми торцами в одной плоскости с рабочим торцом матрицы, клинья закреплены на опорных торцах обойм, кроме наружной, а ползушки вьшолнены ступенчато формы в плане с числом ступеней, равным числу обойм, и установлены с возможностью последовательного взаимодействия с клиньями обойм, при ттом каждая обойма, кроме внутренней, выполнена со стороны опорного торца с пазами для вхождения соответствующей ступени ползушек.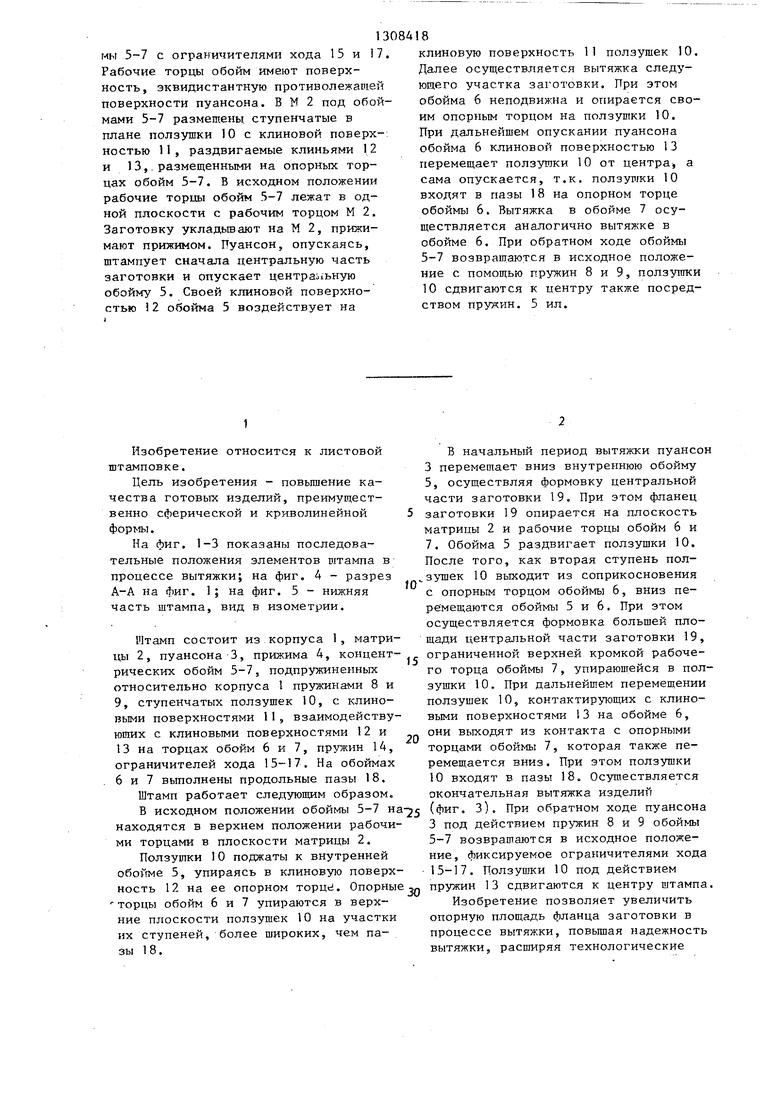
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых изделий | 1990 |
|
SU1773533A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для формовки деталей | 1986 |
|
SU1423223A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2011465C1 |
Изобретение относится к листовой штамповке и может быть использовйно в машиностроении при изготовлении полых изделий сферической и криволинейной формы. Цель изобретения - повышение качества готовых изделий. Штамп содержит пуансон, прижим и матрицу (м) 2, в рабочей полости которой размещены телескопически собранные обойс (Л
16
8
I I ri
ID 18 13 i1 15 12 Фиг. г
/4
/ V/ / // W 13 12
Фаг.З
Редактор П. Гереши
Составитель О, Матвеева
Техред В.Ка.чар Корректор А. Обручар
Заказ 1663/11 Тираж 733 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предариятие, г. Ужгород, уло Проектная, 4
| Устройство для вытяжки | 1974 |
|
SU541540A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| W /J | |||
