Изобретение относится к области обработки металлов давлением и может быть использовано для получения полы деталей на прессе простого действия.
Целью изобретения является повышение качества, готовых изделий.
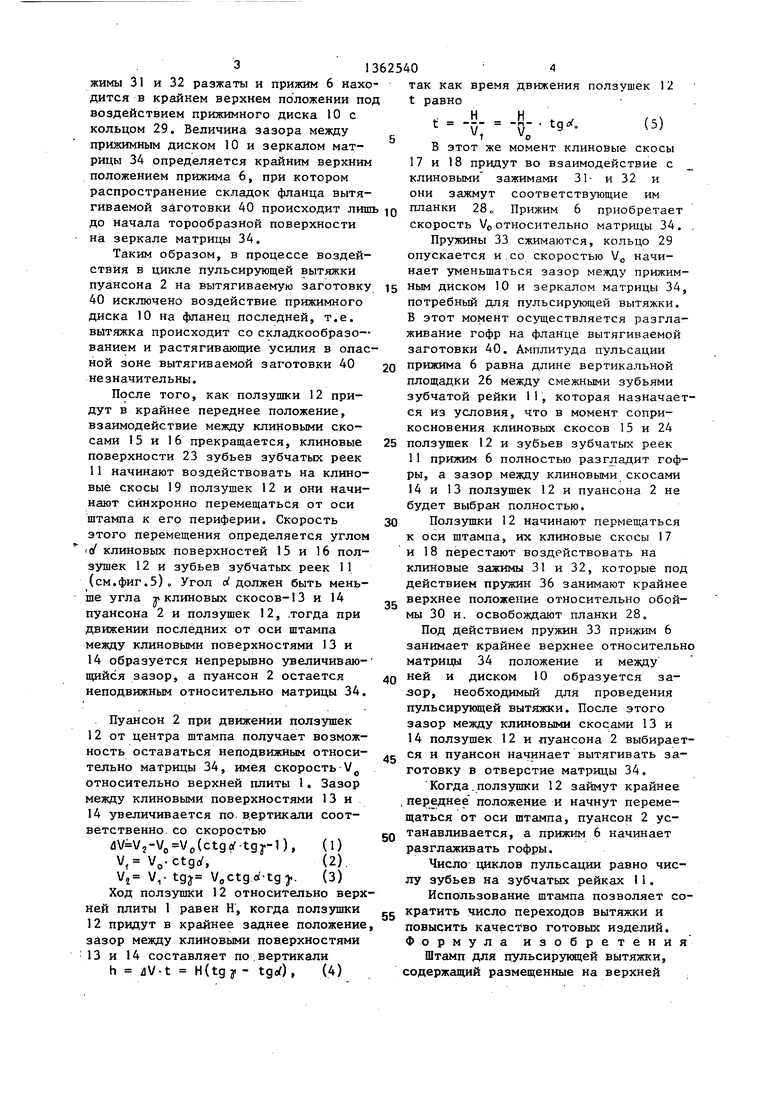
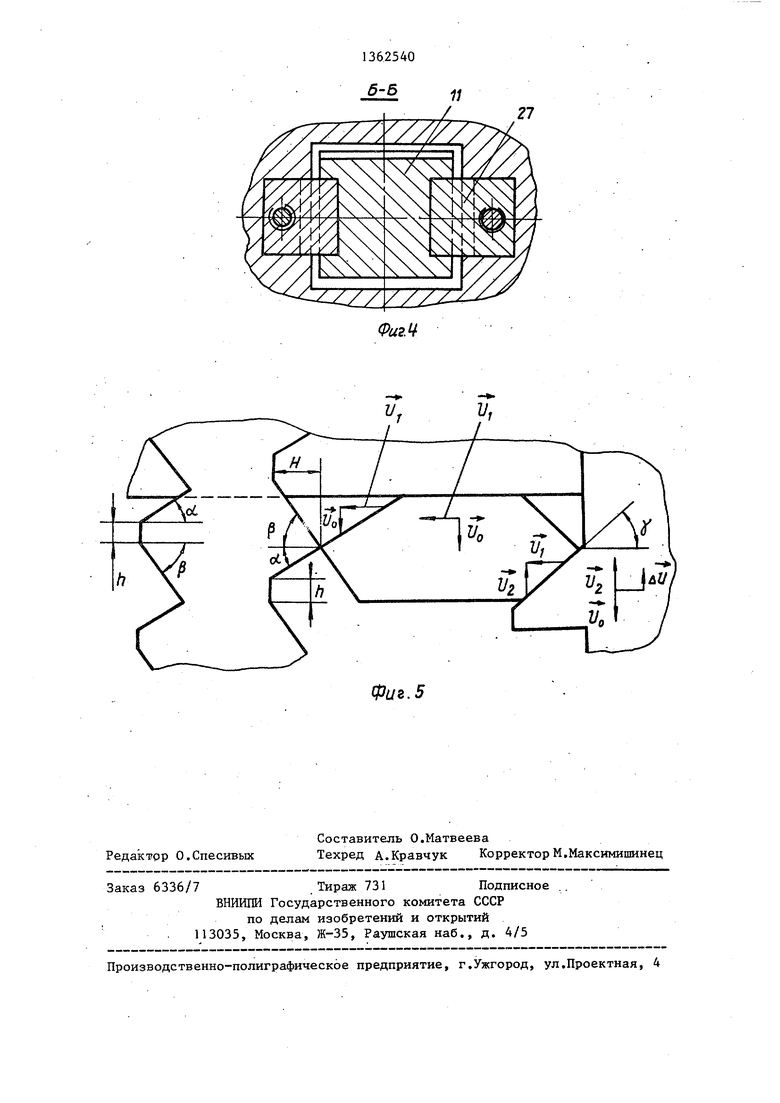
На фиг.1 изображен предлагаемый штамп, разрез, при поднятом относительно матрицы прижиме; на фиг,2 - штамп в момент полного разглаживания складок фланца; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - кинематика взаимодействия зубчатой рейки, клиновой .ползушки и клинового выступа пуансона в штампе..
Штамп предназначен для установки на пресс простого действия и состоит из верхней плиты 1 с пуансоном 2, который имеет возможность осевого перемещения в направляющей втулке 3 и подпружинен к верхней плите 1 пружиной 4. Ход пуансона 1 регулируется винтом 5.
К прижиму 6, подпружиненному к верхней плите 1 пружинами 7, крепится через резиновую прокладку 8 направляющими винтами 9 прижимной диск 10.
Механизм пульсации состоит из зубчатых реек 11 и ползушек 12 с клинот выми скосами 13, взаимодействующих свьшолненными на боковой поверхност пуансона 2 клиновыми выступами 14. Ползушки 12 имеют клиновые скосы 1519и установлены с возможностью радиального перемещения в направляющих
20на верхней плите 1 и подпружинены к последней пружинами 21.
Зубчатые рейки 11 жестко связаны с нижней плитой 22, имеют два ряда зубьев с рабочими клиновыми поверхностями 23,24 и 25 и вертикальными площадками 26. Жесткость зубчатых реек 11 обеспечивается закреплёнными на верхней плите 1 замковыми направ- ляющими 27.
Прижим 6 имеет планки 28, кольцо 29 и закрепленные на верхней плите 1 обоймы 30, в которых установлены клиновые зажимы 31 и 32. Кольцо 29 подпружинено пружинами 33 к матрице 34, жестко связанной с нижней плитой 22. Перемещение кольца 29 регулируется винтами 35. Перемещение клиновых зажимов 31 и -32, подпружш1енных к обоймам 30 пружинами 36, ограничивается винтами 37. В вытяжном отверстии матрицы 34 расположен выталкиватель 38, подпружиненный к нижней плите 22 пружиной 39.
До начала работы ползун пресса (не -показан) вместе с прикрепленной к нему верхней плитой 1 находится в крайнем верхнем положении. Кольцо 29 под действием пружин 33 также находится в крайнем верхнем положении и его верхняя поверхность выступает над зеркалом матрицы 34.
Пуансон 2 под действием пружины 4 находится в крайнем нижнем относительно верхней плиты 1 положении. Прижим 6 под действием пружин 4 также находится в крайнем нижнем положении относительно верхней плиты 1, которое фиксируется буртами, выполненными в верхней части планок 28.
Ползушки 12 под действием пружин 21 находятся в крайнем переднем (наиболее близком к оси штампа) положении и контактируют клиновыми поверхностями 13 с клиновыми выступами 14 пуансона 2. Клиновые зажимы 31 и 32 разжаты под действием пружин 36.
Листовую заготовку (не показана) укладывают на матрицу 34 и фиксируют
по внутренней поверхности кольца 29, причем последнее для удобства укладки снабжено специальными пазами (непоказаны) . Верхняя плита 1 перемещается вниз, замки 27 заходят в пазы в верхней части зубчатых реек 11 и предохраняют последние от смещения. В процессе взаимодействия механизмов штампа первыми начинают контактировать клиновые скосы 19 и 23
ползушек 12 и верхних зубьев зубчатых реек 11. В результате ползушки 12 отходят в крайнее заднее (наиболее Удаленное от оси штампа) положение. Далее начинают взаимодействовать клиновые скосы 15 и 24 ползушек 12 и зубьев зубчатых реек 11. В этот же момент пуансон 2 опускается на листовую заготовку и начинает втягивать ее в отверстие матрицы 34. Ползушки 12 за счет взаимодействия с зубьями зубчатых реек 11 синхронно перемещаются к оси штампа, контактируя при этом клиновыми скосами 13 с клиновыми выступами 14 пуансона 2, чем обеспечивается жесткое перемещение последнего со скоростью большей скорости верхней плиты 1. Когда пуансон 2 втягивает заготовку в отверстие матрицы 34, клиновые зажимы 31 и 32 разжаты и прижим 6 находится в крайнем верхнем положении под воздействием прижимного диска 10 с кольцом 29. Величина зазора между прижимным диском 10 и зеркалом матрицы 34 определяется крайним верхним положением прижима 6, при котором распространение складок фланца вытягиваемой заготовки 40 происходит лишь IQ до начала торообразной поверхности на зеркале матрицы 34,
Таким образом, в процессе воздействия в цикле пульсирующей вытяжки пуансона 2 на вытягиваемую заготовку 15 40 исключено воздействие прижимного диска 10 на фланец последней, т.е. вытяжка происходит со складкообразованием и растягивающие усилия в опасной зоне вытягиваемой заготовки 40 20 незначительны.
После того, как ползушки 12 придут в крайнее переднее положение, взаимодействие между клиновыми скосами 15 и 16 прекращается, клиновые 25 поверхности 23 зубьев зубчатых реек
11начинают воздействовать на клиновые скосы 19 ползушек 12 и они начинают синхронно перемещаться от оси щтампа к его периферии. Скорость ЗО этого перемещения определяется углом
/ клиновых поверхностей 15 и 16 ползушек 12 и зубьев зубчатых реек 11 (см.фиг.5)о Угол d должен быть меньше угла г клиновых скосов-13 и 14 пуансона 2 и ползушек 12, .тогда при движении последних от оси штампа между клиновыми поверхностями 13 и 14 образуется непрерывно увеличиваю- щийся зазор, а пуансон 2 остается 40 неподвижным относительно матрицы 34.
Пуансон 2 при движении ползушек
12от центра штампа получает возможность оставаться неподвижным относи- . тельно матрицы 34, имея скорость V, относительно верхней плиты 1. Зазор между клиновыми поверхностями 13 и
14 увеличивается по. вертикали соответственно, со скоростью ,V,(ctgi/-tgy-1), (l) V, V., (2). Vi V,-tgj VoCtgo(-tg j.. (З) Ход ползушки 12 относительно верхней плиты 1 равен Н, когда ползушки ,. 12 придут в крайнее заднее положение, зазор между клиновыми поверхностями 13 и 14 составляет по вертикали h W-t H{tgy- tgrf), (4)
так как время движения ползушек 12 t равно
Н Н
t -о; 5
(5)
в этот же момент клиновые скосы 17 и 18 придут во взаимодействие с клиновыми зажимами 31- и 32 и они зажмут соответствующие им планки 28 о Прижим 6 приобретает скорость УС относительно матрицы 34.
Пруткины 33 сжимаются, кольцо 29 опускается и со скоростью V,, начинает уменьшаться зазор между прижимным диском 10 и зеркалом матрицы 34, потребный для пульсирующей вытяжки. В этот момент осуществляется разглаживание гофр на фланце вытягиваемой заготовки 40. Амплитуда пульсации прижима 6 равна длине вертикальной площадки 26 между смежными зубьями зубчатой рейки 11, которая назначается из условия, что в момент соприкосновения клиновых скосов 15 и 24 ползушек I2 и зубьев зубчатых реек 11 прижим 6 полностью разгладит гофры, а зазор между клиновыми скосами 14 и 13 ползушек 12 и пуансона 2 не будет выбран полностью,
Ползушки 12 начинают пермещаться к оси штампа, их клиновые скосы 17 и 18 перестают воздействовать на клиновые зажимы 31 и 32, которые под действием пружин 36 занимают крайнее верхнее положение относительно обоймы 30 и. освобождают планки 28„
Под действием пружин 33 прижим 6 занимает крайнее верхнее относительн матрицы 34 положение и между ней и диском 10 образуется зазор, необходимый для проведения пульсирующей вытяжки. После этого зазор между клиновыми скосами 13 и 14 ползушек 12 и пуансона 2 выбирается и пуансон начинает вытягивать заготовку в отверстие матрицы 34.
Когда.ползушки 12 займут крайнее , переднее положение и начнут перемещаться от оси штампа, пуансон 2 устанавливается, а прижим 6 начинает разглаживать гофры.
Число циклов пульсации равно числу зубьев на зубчатых рейках 11.
Использование штампа позволяет сократить число переходов вытяжки и повысить качество готовых изделий. Формула изобретения
Штамп для цульсирукяцей вытяжки, содержащий размещенные на верхней
5-1
плите пуансон и прижим, установленную на нижней плите матрицу, а также механизм пульсации прижима, включающий размещенные симметрично оси штампа две зубчатые рейки и взаимодействующий с прижимом отжимной элемент, о тлич ающийс я тем, что, с целью повышения качества готовых изделий, пуансон установлен в верхней плите с возможностью пульси рующего смещения относительно нее и снабжен механизмом пульсации, выпол ненным в виде размещенных на пуанео- не клиновых выступов и установленных
625406
в .верхней плите клиновых ползушек, перемещаемых посредством зубчатых реек и контактирующих с выступами . пуансона, а механизм пульсации прижима снабжен закрепленными на прижиме симметрично оси симметрии штампа двумя планками, а также смонтированными в верхней плите в обоймах
10 двумя клиновыми аажимами для планок, приводимыми в действие пол зушками, а отжимной элемент выполнен в виде установленного в нижней плите подпружиненного коль15 ца.
1 1550 1285212 7
I
Фиг.1
21
f 23 25 25 16
A-A
1362540
17 18 3 1Q.
Т 10 .8 3
Фи9.2
21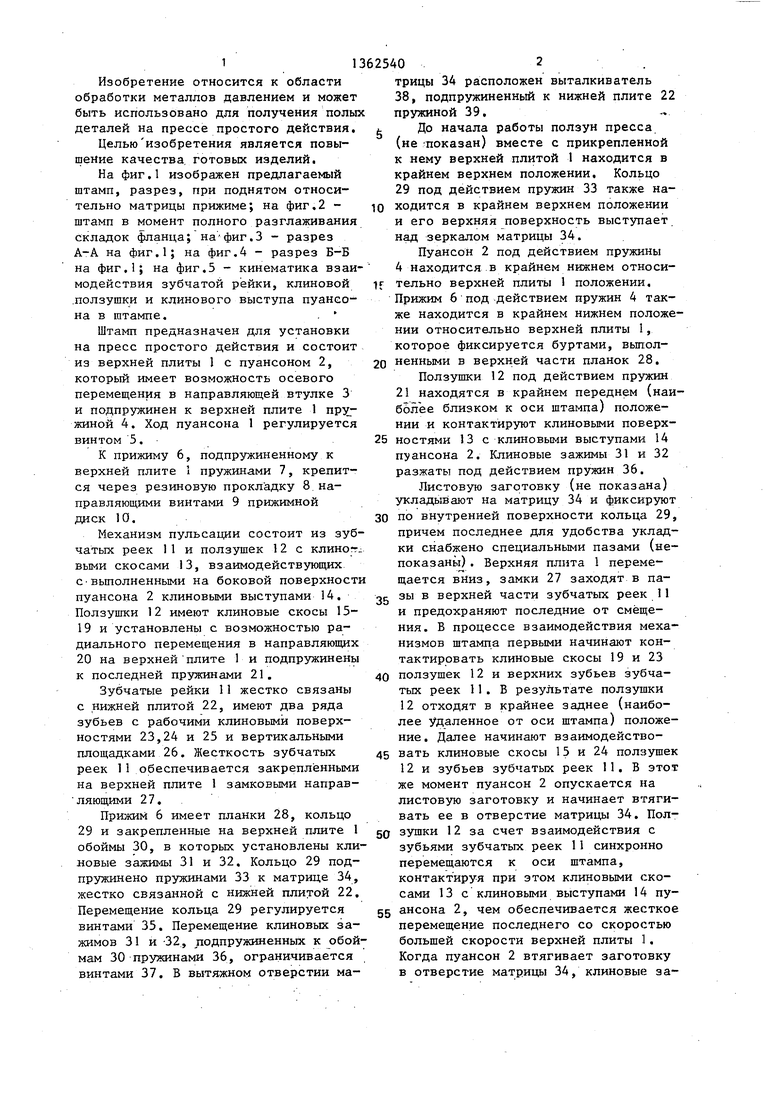
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Штамп для вытяжки | 1984 |
|
SU1192885A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Штамп для вытяжки полых изделий | 1990 |
|
SU1773533A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Буферное устройство | 1978 |
|
SU784968A1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| Многопозиционный штамп для обработки полосового материала | 1974 |
|
SU554046A1 |
Изобретение относится к области обработки металлов давлением. Цель изобретения - повышение качества готовых изделий. В процессе вытяжки прижим периодически приподнимается над матрицей. Фланец заготовки периодически теряет устойчивость и разглаживается. Механизм пульсации прижима включает в себя две зубчатые рейки, под- пружинное к нижней плите кольцо, отжимающее прижим от матрицы. Механизм содержит также клиновые ползуш- ки, размещенные на верхней плите, перемещаемые зубчатыми рейками и взаимодействующие с клиновыми зажимами планок, которые закреплены на прижиме. Пуансон совершает пульсирующее перемещение относительно верхней плиты при воздействии на его клиновые выступы клиновыми ползушка- ми. При этом при разглаживании фланца призкимом пуансон отключается, что предотвращает отрыв дна у вытягиваемого изделия. 5 ил. с « (Л со а ю ел j;:
Редактор 0.Спесивых
Составитель О.Матвеева
Техред А.Кравчук КорректорМ.Максимишинец
Заказ 6336/7Тираж 731 Подписное ..
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг. 5
| Штамп для пульсирующей вытяжки | 1980 |
|
SU867472A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
