4ib N3 GO Ю IND СО
Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для холодной листовой штамповки, и может быть использоЕзано в области машиностроения для изготовления деталей из заготовок.
Цель изобретения - повышение качества изделий.
На фиг. 1 представлен штамп (верхнее положение), обш.ий вид; на фиг. 2 - то же, нижнее положение; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 3.
Штамп состоит из верхней плиты 1, пружины 2, подпружинивающей пуансон 3, серег 4 и 5, размещенных на осях 6 и 7 в пазах клиньев 8, секционной матрицы 9 с рабочими поверхностями 10, пазами 11 и 12, торцами 13 и отверстием 14 для удаления детали. Пуансон 3 выполнен с рабочими поверх)1ос- тями 15, матрица подпружинена пружинами 16 и размеш,ена на нижней пляте 17. Штамп снабжен ползушками 18 с пружинами 19 и вырезами 20 и 21. На матрице 9 выполнены боковые поверхности 22 и наклонные участки 23.
Штамп работает следующим образом.
Заготовку 24 укладывают в пазы 11, выполненные на матрице 9. При опускании верхней плиты 1 пуансон 3 контактирует с рабочими поверхностями 10 секций матрицы 9, поверхностями 15 накрывая пазы I 1 сверху и сжимая пружину 2. Клинья 8 сдвигают секции матрицы 9. Торцы пазов 11 действуют на порцы детали 25, выпучивая ее среднюю часть между секциями 9 в пазы 12 и сплющивая в конце хода. При этом длину полок детали 25 определяет длина пазов 11, а степень сплющивания определяет глубина пазов 12.
При ходе вверх верхней плиты 1 серьги 4 двигают ползушками 18 поступательно (фиг. 4), пружины 16 раздвигают секции мат- ;ри цы 9, ход которых ограничивают поверхно- :сти вырезов 21, выполненных на ползушках 18 (фиг. 3), деталь 25 падает между секциями матрицы 9 и в отверстие 14. Затем серьги 5 сдвигают секции .матрицы 9, контактируя своими свободными конца.ми с участка.ми 23 секций матрицы 9.
К этом моменту серьги 4 уже не контактируют с ползушками 18, которые под действием пружин 19 упираются поверхностями вырезов 21 в поверхности вырезов 22 на секциях матрицы 9 (фиг. 3). При дальнейше.м сдвигании секций матрицы 9 поверхности вырезов 21 я 22 перестают взаимодействовать друг с другом, и пружины 19 двигают ползушки 18 возвратно. Затем серьги 5 перестают контактировать с секциями матрицы 9, которые раздвигают пружины 16 и упирают торцами 13 в боковые поверхности ползушек. В этом положении расстояние между торцами пазов 11 равно длине заготовки детали. Штамп готов к следующему циклу работы. Углубления, выполненные на ползушках 18, позволяют при раздвигании секций
матрицы 9 упирать их торцами 13 в поверхности вырезов 21 углублений. Вырезы выполнены глубиной не менее разности между полкой детали и ее сплющиваемой частью, что обеспечивает свободное падение детали 25 при раздвигании секций матрицы 9, но
ограничивает их дальнейшее раздвигание, предотвращая соударение и контактирование секций матрицы 9 с клиньями 8.
Для пазов 11 глубина, равная толщине детали, является оптимальной, поскольку
позволяет прилагать усилие по всей площади торцов детали 25 и предотвращать возникновение волн на полках детали 25 за счет отсутствия зазоров между дном пазов 11, поверхностями 15 пуансона 3 и полками детали 25.
Формула изобретения
5
1.Штамп для фор.мовки деталей, содержащий верхнюю плиту с размещенным на пей пуансоном, нижнюю плиту с секционной матрицей, и.меющей отверстия для удаления деталей, клиновой механизм сведения секций матрицы, соединенный с верхней плитой,
р. серьгу, связанную с верхней плитой, пЬл- зушку, размещенную на нижней плите с возможностью взаимодействия с серьгой, отличающийся тем, что, с целью повышения качества деталей, он снабжен второй основной серьгой, установленной относительно первой
г по другую сторону от оси штампа, а также дополнительной парой серег, на рабочих поверхностях секций матрицы выполнены пазы, а на ее участках, прилегающих к боковой поверхности, - двусторонние скосы, пуансон выполнен подпружиненным с рабо0 чими поверхностями большей длины, чем длина упомянутых пазов матрицы, основные серьги клиновых механизмов размещены в средней части клиньев клинового механизма, а ползущки установлены с возможностью взаимодействия с боковыми поверхностями матрицы, дополнительные серьги размещены в нижней части клиньев клинового механизма с возможностью взаимодействия с упомянутыми скосами матрицы.
2.Штамп по п. 1, отличающийся тем, что, Q с целью повышения надежности-работы, он
снабжен ограничителями раздвижения секций матрицы.
3.Штамп по п. 2, отличающийся тем, что ограничители выполнены в виде углублений на торцах и боковых поверхностях ползушек, обращенных к секциям матрицы.
5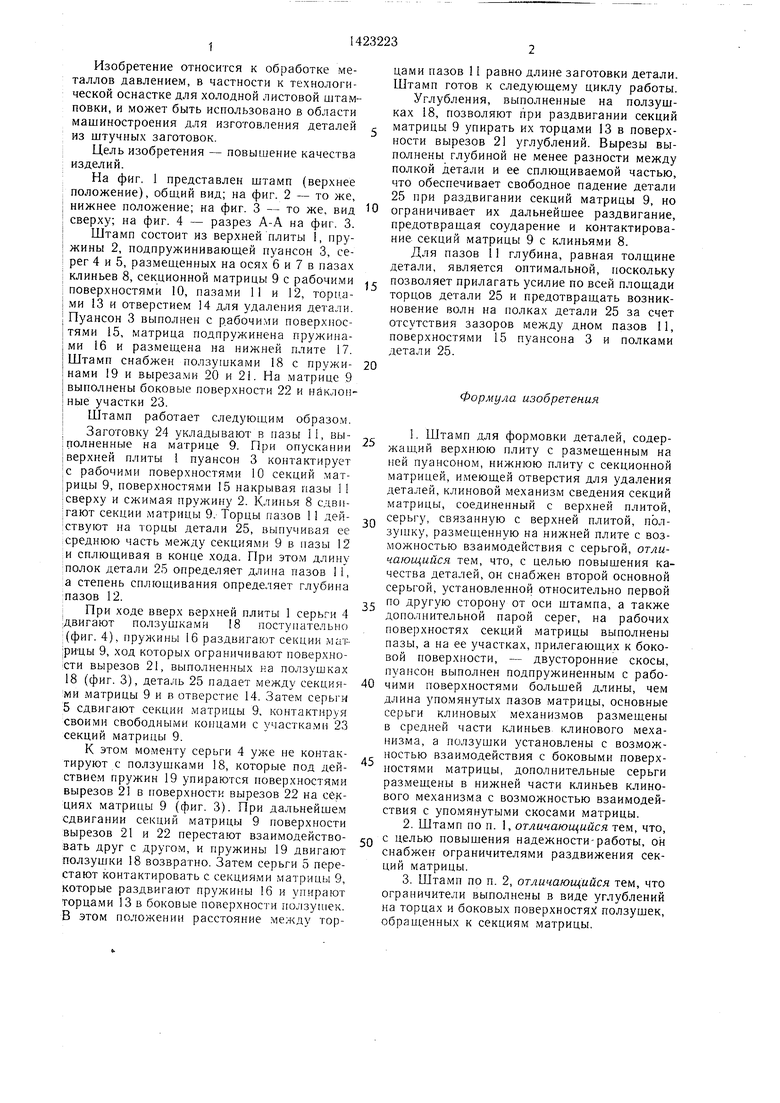
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1986 |
|
SU1375381A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |


Изобретение относится к области обработки металлов давлением и, в частности. к технологической оснастке для холодной штамповки. Цель изобретения - повышение качества получаемых деталей. Заготовку размеш,ают в пазах секций матрицы, затем при опускании пуансона его рабочие поверхности перекрывают пазы матрицы, а клинья верхней плиты раздвигают секции матрицы, при этом происходит выпучивание средней части заготовки в сторону пазов матрицы и одновременно ее сплюш,ивание в конце рабочего хода пуансона. 2 з. п. ф-лы, 4 ил.
/5 /J i6 /7 9 14 i6
фи.8. i
/7
9 25 /3
и.г.2
5 1
21
Редактор В. Коитун Заказ 4468/11
rroSepnymff
ФигЛ
(,ос г;1витель В. Бешеков
ТехрчМ И. ВересКорректор И. Муска
)аж 709Подписное
| Штамп для формовки концов труб | 1982 |
|
SU1156771A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
