Изобретение относится к станкостроению и может быть использовано в станках для нарезания резьб метчиками, плашками.
Цель изобретения - повышение производительности, которая достигается за счет сокрашения времени при переналадке станка на требуемый шаг нарезаемой резьбы.
На фиг.1 изображен шпиндельный узел резьбонарезного станка, разрез, общий вид; на фиг.2 - сечение А-А на фиг.1.
Шпиндельный узел резьбонарез ного станка содержит корпус 1, в опорах 2 и 3 которого установлен шпиндель 4. На последнем установлен быстросменный патрон 5, в котором закреплен метчик б, и приводной элемент 7, выполненный в виде зубчатого колеса, входящего в зацепление с колесом 8. В шпинделе 4 выполнена осевая расточка и радиальные пазы, в которые помещены ролики 9, контактируюп;ие с кулачковым валом 10, помеш.енным в расточке шпинделя 4. Пружинные элементы 11 обеспечивают постоянный контакт роликов 9 с резьбовыми кулачками 12 кулачкового вала 10. Резьбовые кулачки 12 выполнены на кулачковом валу 10 эксцентрично один относительно дру- 1 ого и оси вала.
Соосно шпинделю 4 во втулке 13 установлены гайки 14, между которыми установлены шайбы 15. На роликах 9 выполнены кольцевые канавки, профиль которых идентичен профилю резьбы гаек 14 и резьбовых кулачков 12. На верхнем конце шпинделя 4 установлен фланец 16с фиксатором 17, а последний контактирует с рукояткой 18, на которой выполнен лимб и которая закреплена на кулачковом валу 10.
Шпиндельный узел работает следующим образом.
Предварительно в шпинделе 4 устанав- п-1вают быстросменный патрон 5 с метчиком 6, шаг резьбы которого равен шагу резьбы в отверстии обрабатываемой детали 19. Рукояткой 18 поворачивают кулачковый вал И) в требуемое положение, при этом ролик 9 персмпдается в радиальном направлении и его кольцевые канавки контактируют с резьбой гайки 14. Остальные ролики 9 не кон0
5
0
5
0
5
0
тактируют с гайками 14. Шаг резьбы полученной копирной пары также равен шагу нарезаемой резьбы в отверстии обрабатываемой детали 19. Вращение от привода станка передается на шпиндель 4 посредством зубчатых колес 8 и 7. Шпиндель 4 вместе с кулачковым валом 10 и роликом 9 вращается и за счет контактирования кольцевых канавок с профилем резьбы гайки 14 перемещается в осевом направлении. Между вращением метчика 6 и его осевым перемещением обеспечивается жесткая кинематическая связь - за один его оборот осуществляется перемещение на величину шага. После того, как нарезана требуемая длина резьбы, вращение шпинделя 4 реверсируют, и последний вместе с метчиком 6 возвращаются в исходное положение.
При необходимости нарезания резьбы другого шага в шпинделе 4 устанавливают патрон 5 с соответствующим метчиком 6 и обеспечивают замыкание соответствующего ролика 9 с гайкой 14 поворотом рукоятки 18 кулачкового вала 10.
Формула изобретения
Шпиндельный узел резьбонарез1Ю1Ч) станка, в корпусе которого размещены uiiniH- дель, кинематически связанный с приводом вращения, и механизм осевой подачи, выполненный в виде коппрной пары винт
гайка, отличающийся тем, что, с целью сокращения време п-1 перенастройки станка, шпиндельный узел снабжен роликами с кольцевыми канавками, приче.м механизм осевой подачи шпинделя выполнен i , виде нескольких соосных пос.чедователыю установленных гаек с различ1 ой резьбой и винта в виде кулачкового ва.ла с резьбовыми кулачками, эксцентрично рисположенпых относительно друг друч а i; оси fiaJia, ycTanoB. ieii- Horo с воз.можностьк; периодического поворота в выполненной в 1ипин.:;еле осевой расточке, при этом в И1..;1е выполнены радиальные пазы, предназначенные .1,ля размещения роликов с во;:л10/1 и)стью постоянного взаимодействий с (нчьбой пезьбовых кулачков и периоди г-скгм о с резьбой гаек.
Редактор И. Горная Заказ 1430/12 ВНИИПИ Государственного колп-ггета LCCP но . H30Dpf ie ; i;i i открьпн
11303.5, .Москва. Ж35, Раун1ская наб-, д. 4/Г1
Пропзводст вемно-нолиграфическос н|н-дн 11:ят1 1е, г. Ужгород, у,г 1)оект;,ая.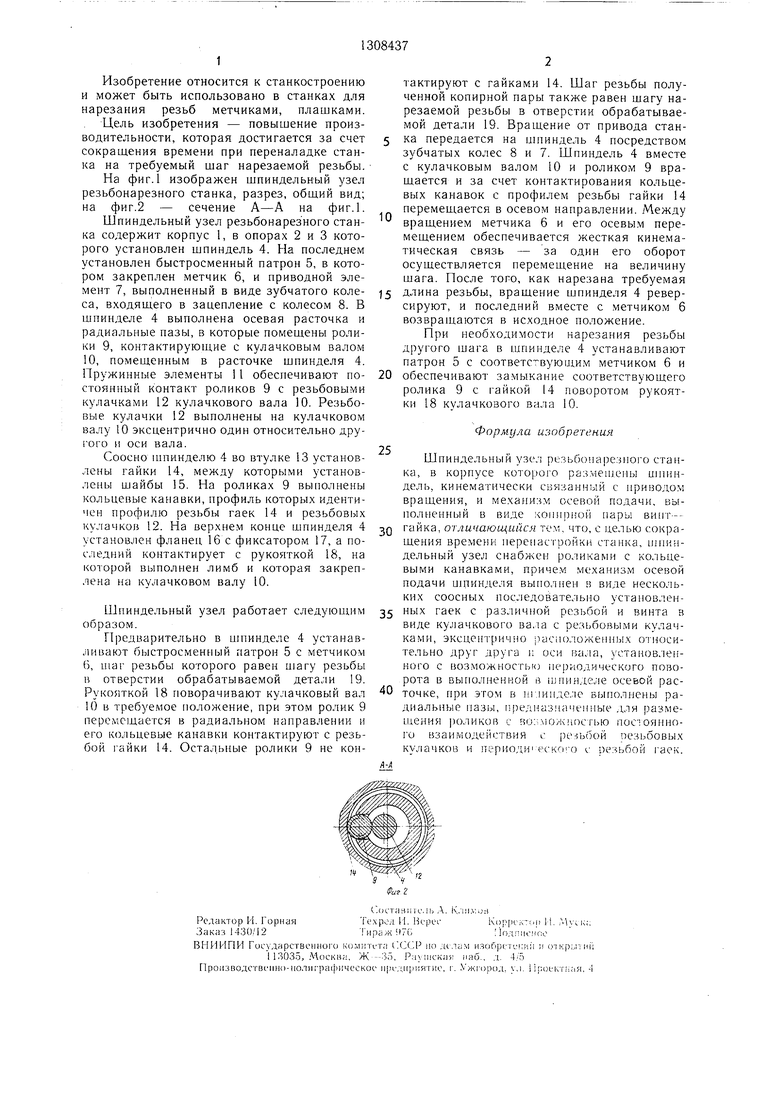
| название | год | авторы | номер документа |
|---|---|---|---|
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Многошпиндельный гайконарезной автоматический станок | 1959 |
|
SU124285A1 |
| Устройство для нарезания резьбы в гайках "Вихрь | 1986 |
|
SU1308439A1 |
| Гайконарезной автомат | 1985 |
|
SU1313602A1 |
| Устройство для нарезания резьбы метчиком на револьверном станке | 1977 |
|
SU625857A1 |
| Резьбонарезной патрон | 1989 |
|
SU1708537A1 |
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Гайконарезной автомат | 1983 |
|
SU1114506A1 |
Изобретение относится к области станкостроения и может быть использовано в стайках для нарезания резьб метчиками. плaнJкa.lи. Цель изобретения - повышение производительности - достигается за счет сокращения времени при переналадке станка на требуемый шаг нарезаемой резьбы. Шпин- дель;н 1Й узел содержит корпус 1, в котором размеш,ен шпиндель 4, в осевой расточке которого установлен кулачковый вал 10 с резьбовыми кулачками 12. С резьбовы- .ми кулачками 12 взаимодействуют установленные в радиальных пазах шпинделя ролики 9 с кольцевыми канавками. При повороте кулачкового вала 10 относительно шпинделя 4 один из роликов 9 вступает но взаимодействие с одной из гаек 14, образуя тем самым винтовую передачу. 2 ил. W , СО О 00 4 СО - 19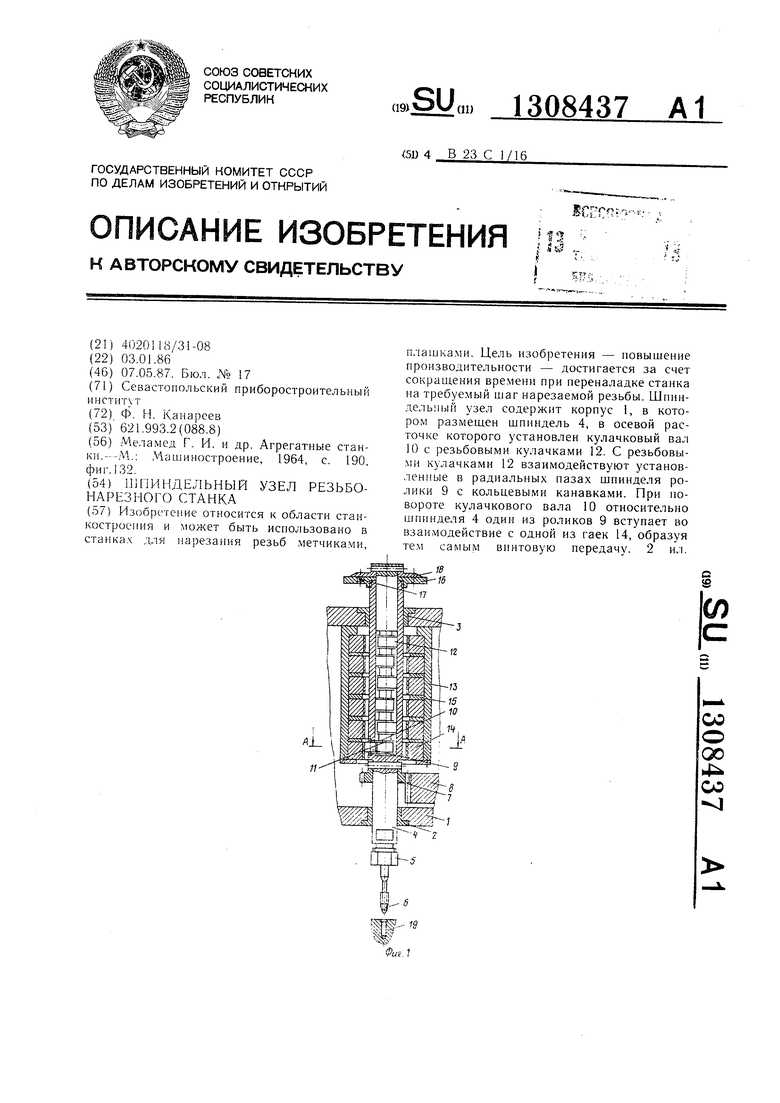
| Меламед Г | |||
| И | |||
| и др | |||
| Агрегатные станки.--М.: Машиностроение, 1964, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
