тем обеспечения сборки пакетов роторов различных диаметров. Устройство содержит основание 1, на котором установлен центральный стержень 2 с зажимным элементом, поршень 5, разжимной элемент, выполненный в виде шариков 4; Центральный стержень 2 выполнен с четырьмя продольными пазами 3, расположенными по двум взаимно перпевдикулярным осям, резьбовым отверстием 13 в его концевой части и двумя канавками 10 и 11, в которых размещены тонкостенные кольца 12, сегментное кольцо, выполненные в виде четырех кулачков 6, повторяющих внутренний профиль листов ротора и размещенных в пазах 3 стержня 2. Каждый кулачок 6 сегментного кольца выполнен с продольной канавкой .на наружной поверхности, в которой размещен стержень 8 из мягкого металла, например меди, выступающий над наружным про1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промьшленности.
Цель изобретения повышение точности шихтовки собираемых пакетов ро торов и расширение технологических возможностей путем обеспечения сборки пакетов роторов различных диаметров.
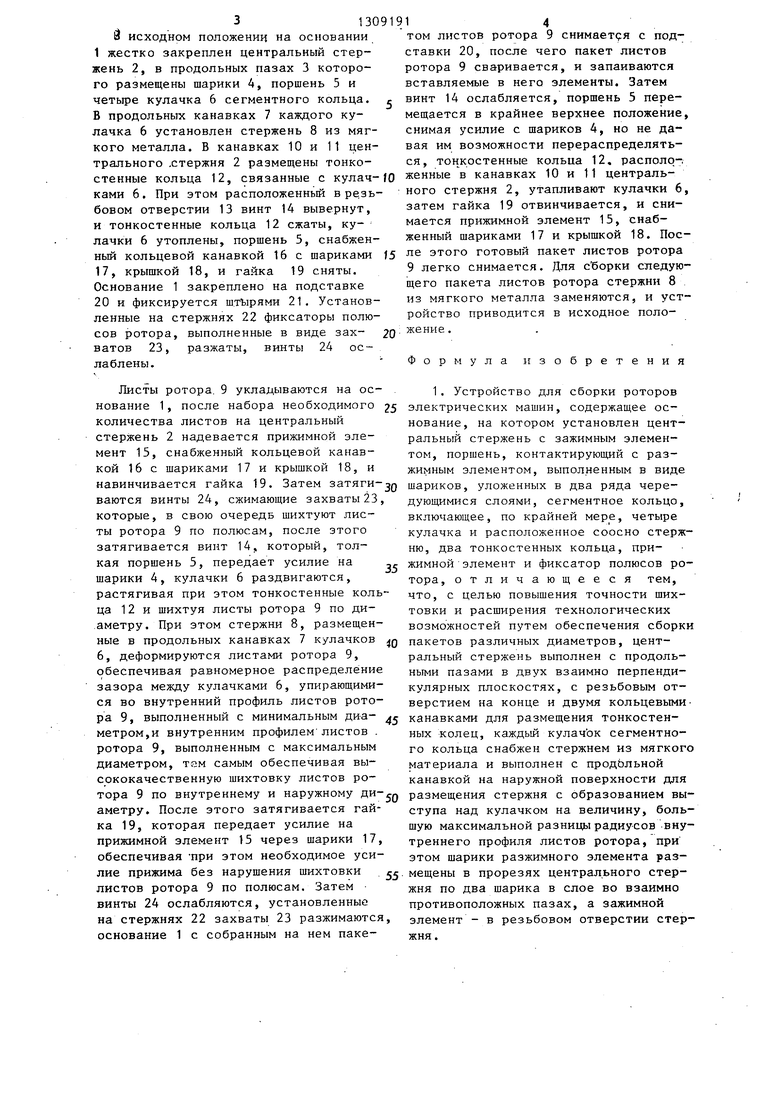
На фиг,1 изображено устройство для сборки роторов электрических машин, продольный разрез; на фиг.2 разрез А-А на фиг.1.
Устройство для сборки роторов электрических машин содержит основание 1, на котором установлен центральный стержень 2, снабженный четырьмя продольными пазами 3 расположенными по двум взаимно перпендикулярным ося в которых размещены шарики 4 разжимного элемента по всей его длине чере дуюпщм1-1ся слоями, причем в каждом слое размещено по два шарика в двух взаимно противоположных пазах 3,поршень 5 и четыре кулачка. 6 сегментного кольца, причем каждый кулачок 6 снабжен продольной канавкой 7, выфилем кулачка 6 на величину, большую максимальной разницы радиусов внутреннего профршя листов ротора. Шарики 4 размещены в прорезях центрального стержня 2 по всей его длине чередующимися слоями, причем в каждом слое размещено по два шарика в двух взаимно противоположных прорезях. Фиксаторы полюсов ротора выполнены в виде съемных захватов 23, прижимной элемент 15 снабжен кольцевой канавкой в которой размещены шарики 17, и крышкой 18. При сборке пакета захваты 23 шихтуют листы 9 ротора по полюсам, а тонкостенные кольца 12,растягиваясь, шихтуют листы по диаметру, при этом стержни 8, размещенные в канавках кулачков 6, деформируются листами 9, обеспечивая равномерное распределение .зазора между кулачками и качественную шихтовку листов 9. 2з.п ф-лы, 2 ил.
0
5
полненной на наружной поверхности кулачка 6, в которой размещен стержень 8 из мягкого металла, например меди, выступающий над наружньгм профилем кулачка 6 на величину, большую максимальной разницы радиусов внутреннего профиля листов ротора 9,центральный стержень 2 снабжен двумя канавками 10 и 11, расположенными в нерабочей зоне устройства, в,которых размещены тонкостенные кольца 12, связанные с кулачками 6, в концевой части центрального стержня 2 выполнено резьбовое отверстие 13, в котором установлен зажимной элемент, выполненный в виде винта 14. На центральном стержне 2 установлен прижимной элемент 15, снабженный кольцевой канавкой 16, шариками 17j крьш1кой 18 и гайкой 19. Основание 1 закреплено на подставке 20, снабженной двумя штырями 21, на которьгх установлены фиксаторы пазов ротора, выполненные в виде захватов 23 с винтами 24. Листы ротора 9 располагаются между основанием 1 и прижимным элементом 15.
Устройство для сборки роторов электрических машин работает следующим образом.
3130
о исходном положении на основании 1 жестко закреплен центральный стержень 2, в продольных пазах 3 которого размещены шарики А, поршень 5 и четыре кулачка 6 сегментного кольца. В продольных канавках 7 каждого кулачка 6 установлен стержень 8 из мягкого металла. В канавках 10 и 11 центрального .стержня 2 размещены тонкостенные кольца 12, связанные с кулачками 6. При этом расположенньй в ре.зь бовом отверстии 13 винт 14 вывернут, и тонкостенные кольца 12 сжаты, кулачки 6 утоплены, поршень 5, снабженный кольцевой канавкой 16 с шариками 17, крышкой 18, и гайка 19 сняты. Основание 1 закреплено на подставке 20 и фиксируется штъфями 21. Установленные на стержнях 22 фиксаторы полюсов ротора, выполненные в виде зах- ватов 23, разжаты, винты 24 ослаблены.
Листы ротора. 9 укладываются на основание 1, после набора необходимого количества листов на центральный стержень 2 надевается прижимной элемент 15, снабженный кольцевой канавкой 16 с шариками 17 и крышкой 18, и
навинчивается гайка 19. Затем затяги30
ваются винты 24, сжимающие захваты 23, которые, в свою очередь шихтуют листы ротора 9 по полюсам, после этого затягивается винт 14,, который, толкая поршень 5, передает усилие на - шарики 4, кулачки 6 раздвигаются, растягивая при этом тонкостенные кольца 1 2 и шихтуя листы ротора 9 по диаметру. При этом стержни 8, размещенные в продольных канавках 7 кулачков Q 6, деформируются листами ротора 9, обеспечивая равномерное распределение зазора между кулачками 6, упирающимися во внутренний профиль листов ротора 9, выполненный с минимальным диа- метром,и внутренним профилем листов . ротора 9, выполненным с максимальным диаметром, тям самым обеспечивая высококачественную шихтовку листов ротора 9 по внутреннему и наружному аметру. После этого затягивается гайка 19, которая передает усилие на прижимной элемент 15 через шарики 17, обеспечивая при этом необходимое усилие прижима без нарушения шихтовки листов ротора 9 по полюсам. Затем винты 24 ослабляются, установленные на стержнях 22 захваты 23 разжимаются, основание 1 с собранным на нем паке
О 5 0
5
0
- Q п .
14
том листов ротора 9 снимается с подставки 20, после чего пакет листов ротора 9 сваривается, и запаиваются вставляемые в него элементы. Затем винт 14 ослабляется, поршень 5 перемещается в крайнее верхнее положение, снимая усилие с шариков 4, но не давая им возможности перераспределяться, тонкостенные кольца 12, располо-. женные в канавках 10 и 11 центрального стержня 2, утапливают кулачки 6, затем гайка 19 отвинчивается, и снимается прижимной элемент 15, снабженный шариками 17 и крышкой 18. После этого готовый пакет листов ротора 9 легко снимается. Для с борки следующего пакета листов ротора стержни 8 из мягкого металла заменяются, и устройство приводится в исходное положение.
Формула изобретения
1. Устройство для сборки роторов электрических машин, содержащее основание, на котором установлен центральный стержень с зажимным элементом, поршень, контактирующий с разжимным элементом, выполненным в виде шариков, уложенных в два ряда чередующимися слоями, сегментное кольцо, включающее, по крайней мере, четыре кулачка и расположенное соосно стержню, два тонкостенных кольца, прижимной элемент и фиксатор полюсов ротора, отличающееся тем, что, с целью повышения точности шихтовки и расширения технологических возможностей путем обеспечения сборки пакетов различных диаметров, центральный стержень выполнен с продольными пазами в двух взаимно перпендикулярных плоскостях, с резьбовым отверстием на конце и двумя кольцевыми- канавками для размещения тонкостенных колец, каждый кулачок сегментного кольца снабжен стержнем из мягкого материала и выполнен с продольной канавкой на наружной поверхности для размещения стержня с образованием выступа над кулачком на величину, большую максимальной разницы радиусов внутреннего профиля листов ротора, при этом шарики разжимного элемента размещены в прорезях центрального стержня по два шарика в слое во взаимно противоположных пазах, а зажимной элемент - в резьбовом отверстии стержня.
2. Устройство по п.1, о т л и - чающееся тем, что фиксаторы полюсов ротора выполнены в виде захватов .
5
А А
3. Устройство по пп,1 и 2, о т - личающееся тем, что прижимной элемент выполнен с кольцевой канавкой и снабжен шариками, расположенными в канавке, и крышкой, закрепленной над шариками.
Редактор А.Сабо
Составитель В.Пьшжина Техред А.Кравчук
Заказ 1802/50 Тираж 661Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, у.п. Проектная,
фиг. 2
Корректор А.ЗИМОКОСОВ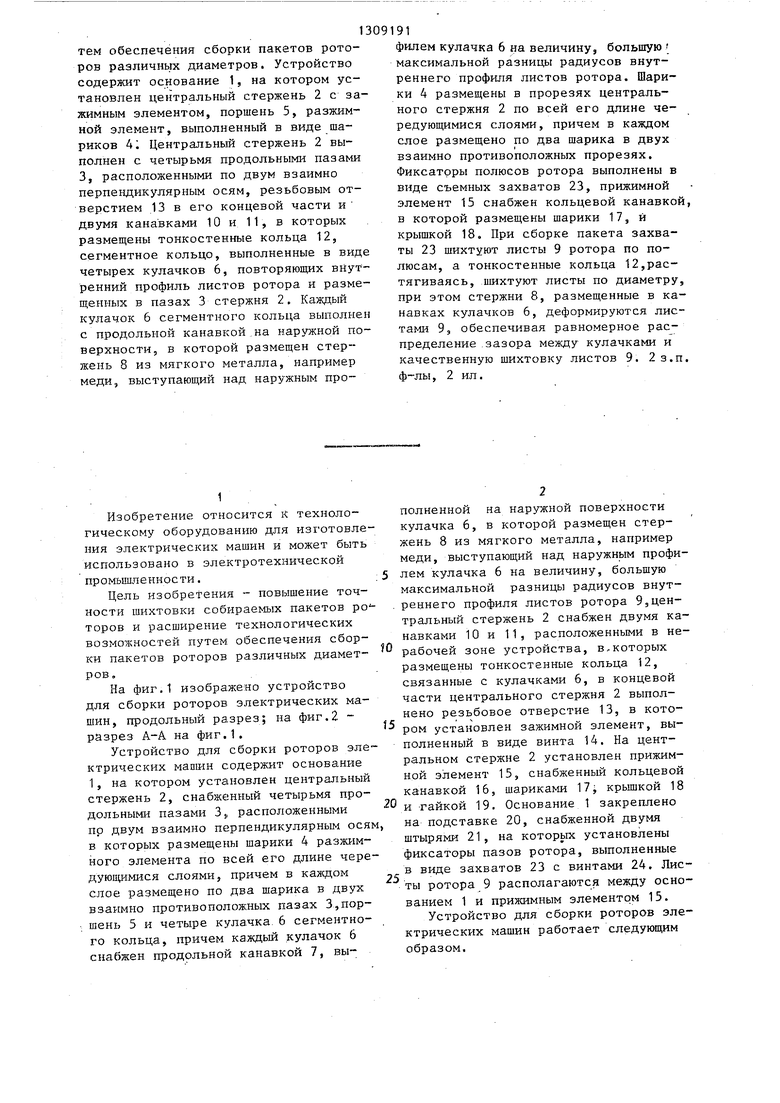
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1077023A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1982 |
|
SU1067570A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU987749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ЛИСТОВ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ШИХТОВКИ И ЗАПРЕССОВКИ ПАКЕТА ЛИСТОВ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171532C1 |
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ДЛЯ ПОГРУЖНЫХ ЭЛЕКТРОНАСОСОВ | 2011 |
|
RU2487273C1 |
| Оправка для сборки магнитопроводов электрических машин | 1986 |
|
SU1390715A1 |
| Силовой цилиндр | 1986 |
|
SU1432284A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
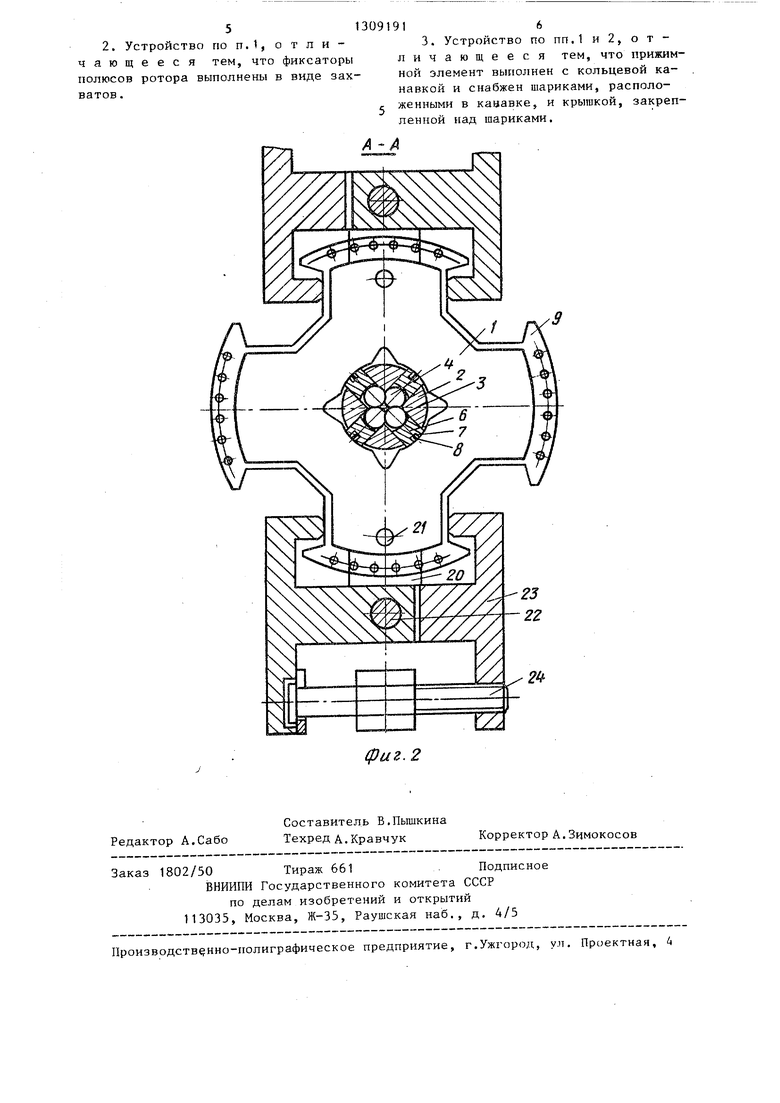
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - повышение точности шихтовки со- бираемЬ1х пакетов роторов и расширение технологических возможностей пу2 f (Л
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU987749A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1982 |
|
SU1067570A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
