Изобретение относится к области электротехники, а именно к технологиям изготовления пакета листов ротора электрической машины и приспособлению для шихтовки и запрессовки пакета листов ротора электрической машины.
Известен способ изготовления пакета листов ротора электрической машины, включающий шихтовку и запрессовку листов в пакет (см., например, А.А.ОСЬМАКОВ. Технология и оборудование производства электрических машин. Москва, Высшая школа, 1980, с. 101-103, рис. 5.5, абз. 3, с. 103).
Известно также приспособление для шихтовки и запрессовки пакета листов ротора электрической машины (см., например, А.А.ОСЬМАКОВ. Технология и оборудование производства электрических машин. Москва, Высшая школа, 1980, с. 103, абз. 3).
Задачей настоящего изобретения является снижение трудоемкости изготовления пакета листов ротора при одновременной точности сборки пакета листов ротора за счет исключения расшихтовки, снижения потерь в пакете листов ротора и повышения тем самым коэффициента полезного действия электрической машины.
Задача в части способа решается за счет того, что в способе изготовления пакета листов ротора электрической машины, включающем шихтовку и запрессовку листов в пакет, согласно изобретению шихтовку листов производят путем установки пакета на приспособление для шихтовки в виде системы стержней геликоидной формы со средним шаговым смещением пазов в смежных листах пакета друг относительно друга на величину Δ, определяемую зависимостью
Δ = hл•tgγ,
где γ - угол геликоидной закрутки стержней приспособления для шихтовки, град.; hл - толщина листа, мм.
При этом стержни приспособления для шихтовки выполняют с поперечной осью сечения длиной bст в плоскости листа, нормальной радиусу листа, удовлетворяющей условию
bcт< bпаза-hл•tgγ,
где bпаза - длина поперечной оси паза листа на том же радиальном расстоянии от центра листа, мм.
При этом до установки пакета на стержни приспособления для шихтовки листы временно могут объединять крепежными приспособлениями, после чего пакет подают в зону расположения стержней, а непосредственно перед установкой пакета на стержни крепежные приспособления удаляют.
В качестве крепежных приспособлений могут использовать проволочные скрутки.
Могут устанавливать на плите пресса приспособления для шихтовки с возможностью продольного перемещения.
Листы пакета могут устанавливать на стержни частями по высоте пакета.
Запрессовку листов могут производить путем перемещения стержней с установленным на них пакетом под пресс приспособления для шихтовки с последующим введением в центральную полость пакета оправки, запрессовки ее путем воздействия пуансоном, взаимодействующим с ползуном пресса и последующим сталкиванием пакета листов ротора со стержней путем воздействия толкателем пресса на обратный конец оправки.
Могут использовать пресс с толкателем, имеющим свободный конец с коническим участком, взаимодействующим с нижним концом оправки, причем пуансон также выполнен с коническим участком на свободном конце, а концы оправки, взаимодействующие соответственно с коническим участком толкателя и коническим участком пуансона, выполнены усеченными коническими.
Пакетирование листов на стержни приспособления могут производить непосредственно после выштамповки листов в объединенном технологическом процессе.
Задача в части приспособления решается за счет того, что приспособление для шихтовки и запрессовки пакета листов ротора электрической машины содержит соединенные с помощью фиксирующих колец подвижную часть, состоящую из плиты и неподвижно закрепленного на ней пуансона, и неподвижную часть, состоящую из плиты, неподвижно закрепленных на ней направляющих планок, переднего и заднего упоров и перемещающегося по направляющим планкам посредством ручки движка, к которому неподвижно закреплена дополнительная плита с тремя стержнями, выполненными изогнутыми по высоте в одну сторону, геликоидной формы с поперечной осью длиной bст сечения в плоскости листа ротора, нормальной радиусу листа, удовлетворяющей условию
bcт< bпаза-hл•tgγ,
где bпаза - длина поперечной оси паза листа ротора на том же радиальном расстоянии от центра листа, мм; hл - толщина листа, мм; γ - угол геликоидной закрутки стержней, град.
При этом стержни могут быть установлены с возможностью смещения их оснований.
Фиксирующие кольца могут быть закреплены посредством винтов к плитам подвижной и неподвижной частей.
Пуансон может быть неподвижно закреплен на плите подвижной части винтами.
Направляющие планки могут быть неподвижно закреплены на плите неподвижной части посредством винтов и штифтов.
Дополнительная плита со стержнями может быть неподвижно прикреплена к движку посредством болтов.
Пуансон может быть выполнен на свободном конце с коническим участком.
Стержни могут быть выполнены с поперечным сечением, повторяющим форму поперечного сечения паза листа ротора с образованием посадочного зазора для свободной посадки и перемещения листов ротора на стержнях.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков, состоит в снижении трудоемкости изготовления пакета листов ротора при одновременной точности сборки пакета листов ротора за счет исключения расшихтовки, снижении потерь в пакете листов ротора и повышении тем самым коэффициента полезного действия электрической машины.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена оправка со стержнями геликоидной формы;
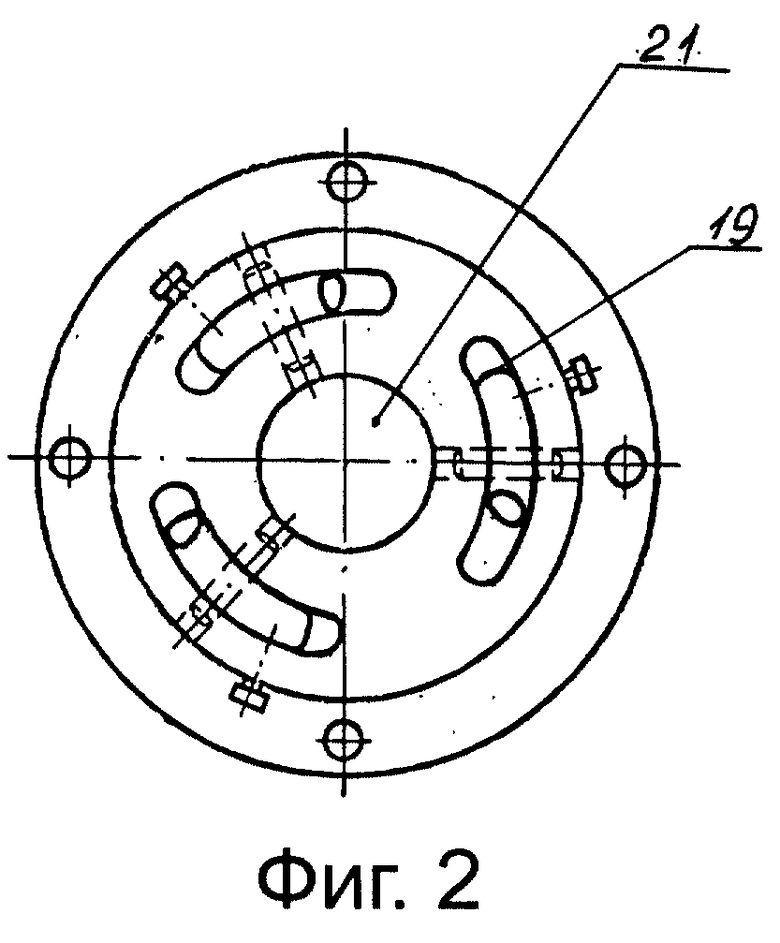
на фиг. 2 - то же, вид в плане;
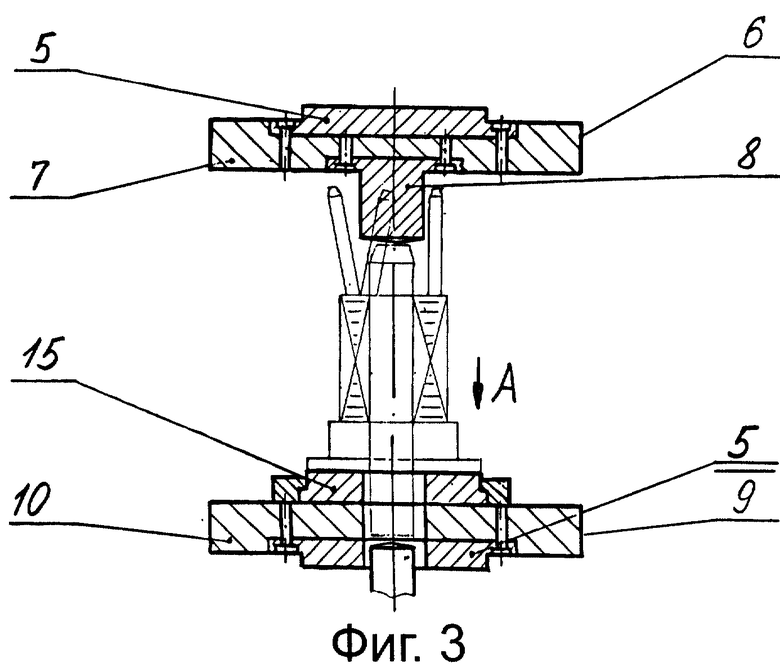
на фиг. 3 - приспособление для запрессовки оправки, вид сбоку;
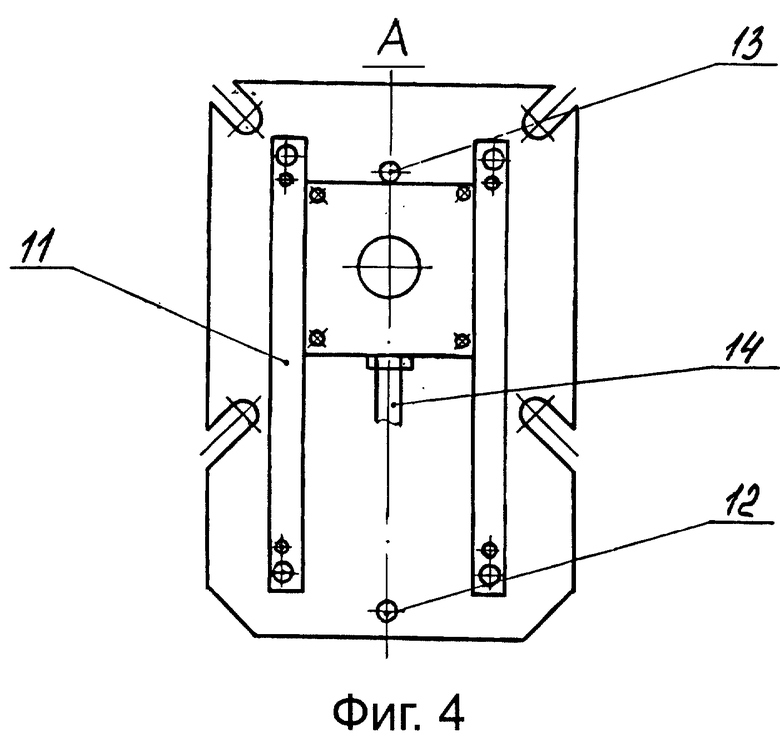
на фиг. 4 - то же, вид по стрелке А;
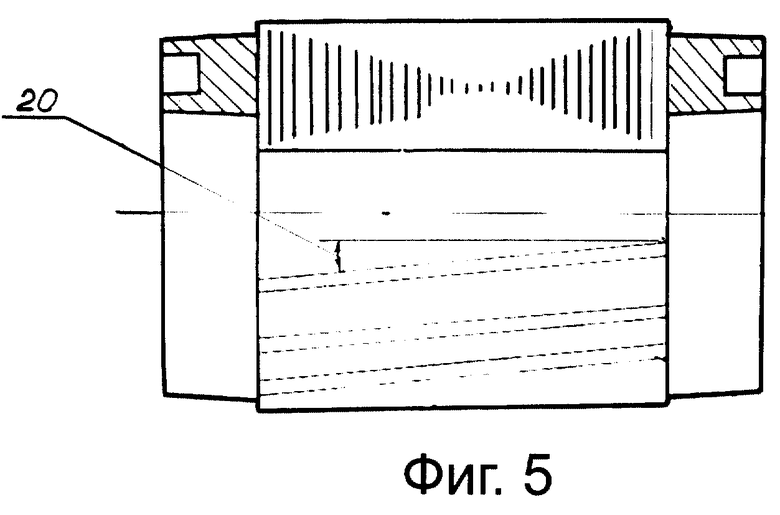
на фиг. 5 - пакет листов ротора с частичным разрезом, вид спереди.
Используемое для шихтовки и запрессовки пакета 1 листов 2 ротора 3 электрической машины приспособление 4 содержит соединенные с помощью фиксирующих колец 5 подвижную часть 6, состоящую из плиты 7 и неподвижно закрепленного на ней пуансона 8, и неподвижную часть 9, состоящую из плиты 10, неподвижно закрепленных на ней направляющих планок 11, переднего 12 и заднего 13 упоров и перемещающегося по направляющим планкам 11 посредством ручки 14 движка 15, к которому неподвижно закреплена дополнительная плита 16 с тремя стержнями 17, выполненными изогнутыми по высоте в одну сторону, геликоидной формы с поперечной осью 18 длиной bст сечения в плоскости листа 2 ротора 3, нормальной радиусу листа 2, удовлетворяющей условию
bcт< bпаза-hл•tgγ,
где bпаза - длина поперечной оси паза листа ротора на том же радиальном расстоянии от центра листа, мм; hл - толщина листа, мм; γ - угол геликоидной закрутки стержней, град.
При этом стержни 17 установлены с возможностью смещения их оснований 19. Фиксирующие кольца 5 закреплены посредством винтов к плитам подвижной 6 и неподвижной 9 частей. Пуансон 8 неподвижно закреплен на плите 7 подвижной части 6 винтами. Направляющие планки 11 неподвижно закреплены на плите 10 неподвижной части 9 посредством винтов и штифтов. Дополнительная плита 16 со стержнями 17 неподвижно прикреплена к движку 15 посредством болтов. Пуансон 8 выполнен на свободном конце с коническим участком, а стержни выполнены с поперечным сечением, повторяющим форму поперечного сечения паза 20 листа 2 ротора 3 с образованием посадочного зазора для свободной посадки и перемещения листов 2 ротора 3 на стержнях 17.
Способ изготовления пакета 1 листов 2 ротора 3 электрической машины включает шихтовку и запрессовку листов 2 в пакет 1. Шихтовку листов производят путем установки пакета 1 на приспособление для шихтовки в виде системы стержней 17 геликоидной формы со средним шаговым смещением пазов 20 в смежных листах 2 пакета 1 друг относительно друга на величину Δ, определяемую зависимостью
Δ = hл•tgγ,
где γ - угол геликоидной закрутки стержней приспособления для шихтовки, град.; hл - толщина листа, мм.
При этом стержни 17 приспособления 4 для шихтовки выполняют с поперечной осью 18 сечения длиной в плоскости листа, нормальной радиусу листа, удовлетворяющей условию
bcт< bпаза-hл•tgγ,
где bпаза - длина поперечной оси паза листа на том же радиальном расстоянии от центра листа, мм.
До установки пакета 1 на стержни 17 приспособления 4 для шихтовки листы 2 временно объединяют крепежными приспособлениями (на чертежах не показано), после чего пакет 1 подают в зону расположения стержней 17, а непосредственно перед установкой пакета 1 на стержни 17 крепежные приспособления удаляют.
В качестве крепежных приспособлений используют проволочные скрутки. Приспособления для шихтовки устанавливают на плите пресса (на чертежах не показано) с возможностью продольного перемещения. Листы 2 пакета 1 устанавливают на стержни 17 частями по высоте пакета. Запрессовку листов 2 производят путем перемещения стержней 17 с установленным на них пакетом 1 под пресс (на чертежах не показано) приспособления 4 для шихтовки с последующим введением в центральную полость 21 пакета 1 оправки 22, запрессовки ее путем воздействия пуансоном (на чертежах не показано), взаимодействующим с ползуном пресса (на чертежах не показано) и последующим сталкиванием пакета 1 листов 2 ротора 3 со стержней путем воздействия толкателем пресса (на чертежах не показано) на обратный конец оправки 22.
Используют пресс с толкателем (на чертежах не показано), имеющим свободный конец с коническим участком, взаимодействующим с нижним концом оправки 22. Пуансон 8 также выполнен с коническим участком на свободном конце, а концы оправки 22, взаимодействующие соответственно с коническим участком толкателя и коническим участком пуансона 8, выполнены усеченными коническими.
Пакетирование листов на стержни 17 приспособления 4 производят непосредственно после выштамповки листов 2 в объединенном технологическом процессе.
Использование: при изготовлении электрической машины. Способ изготовления пакетов листов ротора электрической машины включает шихтовку и запрессовку листов в пакет. Шихтовку листов производят путем установки пакета на приспособление для шихтовки в виде системы стержней геликоидной формы со средним шаговым смещением пазов в смежных листах пакета друг относительно друга на величину Δ. Стержни приспособления для шихтовки выполняют с поперечной осью сечения длиной в плоскости листа, нормальной радиусу листа. Приспособление для шихтовки и запрессовки пакета листов ротора электрической машины содержит соединенные с помощью фиксирующих колец подвижную часть, состоящую из плиты и неподвижно закрепленного на ней пуансона, и неподвижную часть, состоящую из плиты, неподвижно закрепленных на ней направляющих планок, переднего и заднего упоров. По направляющим планкам посредством ручки перемещается движок, к которому неподвижно закреплена дополнительная плита с тремя стержнями, выполненными изогнутыми по высоте в одну сторону геликоидной формы с поперечной осью, длиной сечения в плоскости листа ротора, нормальной радиусу листа. Технический результат состоит в снижении трудоемкости изготовления при одновременной точности сборки пакета листов ротора за счет исключения расшихтовки, снижении потерь и повышении КПД электрической машины. 2 с. и 13 з.п. ф-лы, 5 ил.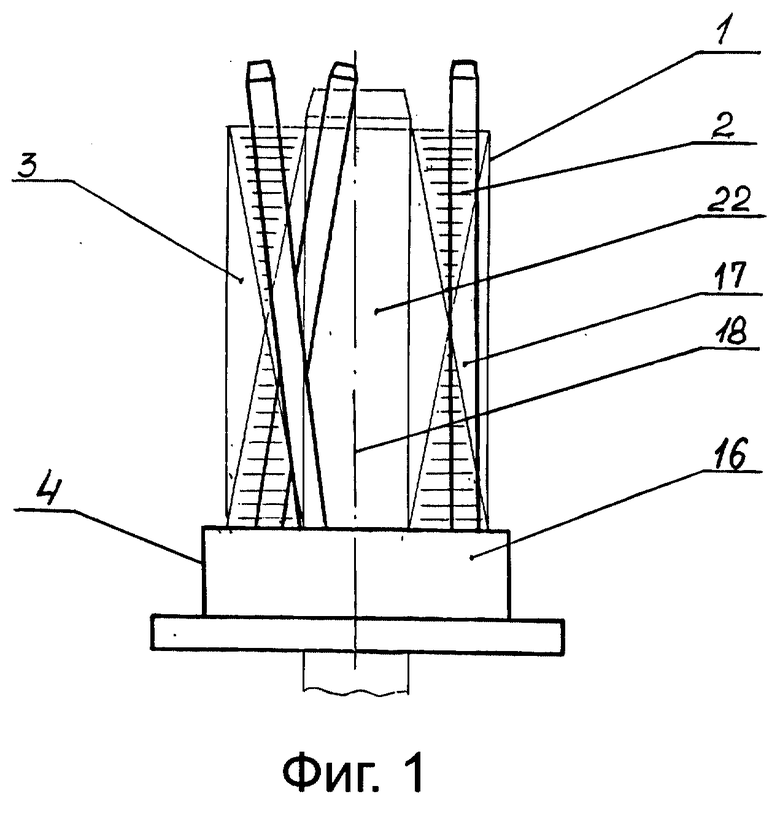
Δ = hл•tgγ,
где γ - угол геликоидной закрутки стержней приспособления для шихтовки, град.;
hл - толщина листа, мм,
при этом стержни приспособления для шихтовки выполняют с поперечной осью сечения длиной bст в плоскости листа, нормальной радиусу листа, удовлетворяющей условию
bcт< bпаза-hл•tgγ,
где bпаза - длина поперечной оси паза листа на том же радиальном расстоянии от центра листа, мм.
bcт< bпаза-hл•tgγ,
где bпаза - длина поперечной оси паза листа ротора на том же радиальном расстоянии от центра листа, мм;
hл - толщина листа, мм;
γ - угол геликоидной закрутки стержней, град,
и с поперечным сечением, повторяющим форму поперечного сечения паза листа ротора, с образованием зазора для свободной посадки и перемещения листов ротора на стержнях.
| ОСЬМАКОВ А.А | |||
| Технология и оборудование производства электрических машин | |||
| - М.: Высшая школа, 1980, с.103 | |||
| Способ изготовления пакета ротора электрической машины | 1986 |
|
SU1372504A1 |
| Устройство для скашивания пазов сердечников электрических машин | 1986 |
|
SU1374351A1 |
| Способ сборки пакетов магнитопроводов микромашин со скошенными пазами | 1974 |
|
SU608233A1 |
| УСТРОЙСТВО ДЛЯ СКАШИВАНИЯ ПАЗОВ ПАКЕТА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИИЫ | 0 |
|
SU338971A1 |
| БИБЛИОТЕКА I,!!ИГАТУРЛ | 0 |
|
SU344020A1 |
| Способ получения фосфорных удобрений | 1978 |
|
SU711021A1 |
| US 4736516 A, 12.04.1988 | |||
| US 4400872 A, 30.04.1983. | |||

