СПОСОБ ТОРЦОВОГО СОЕДИНЕНИЯ ПРОВОЛОЧНЫХ
ПРЕОБРАЗОВАТЕЛЕЙ С МЕХАНИЧЕСКИМИ РЕЗОНАТОРАМИ
ЭЛЕКТРОМЕХАНИЧЕСКИХ ФИЛЬТРОВ
iasiii.iciio Ц| aiirycTfi 1959 г. за Ха 636120/26 к Комитет по делам изобретет: : н открытий при Совете Министров СССР
())лик(1ван(1 в «Бюллетене и:-;обре:еиий Л9 16 за 1960 г.
Извест 1ыс способы соединения проволочных преобразователей с резо 1аторамн электромеханических фильтров имеют ряд существенных недостатков: сложность иайки, трудоемкий процесс нредварительной под,готовки резонатора и проволоки преобразователя, а также необходимост), корректировки частоты резонатора после пайки.
Способ точечной электросварки торцов проволочных отрезков с плоскими металлическими поверхноетями, при котором на торцах нроволок предварительно образуют утолщения (нанлывы) сферической формы, предлагается впервые.
Предлагаемый способ отличается от известных тем, что обеспечивает большую идентичность сварных соединений н уменьшает разброс частотных характеристик окдиечных звеньев фильтров. Это достигается тем, что на концах нроволок предварительно дугой искрового разряда конденсатора образуют утолщения сферической фоомы, являющиеся опорой для специального электрода сварочного анпарата.
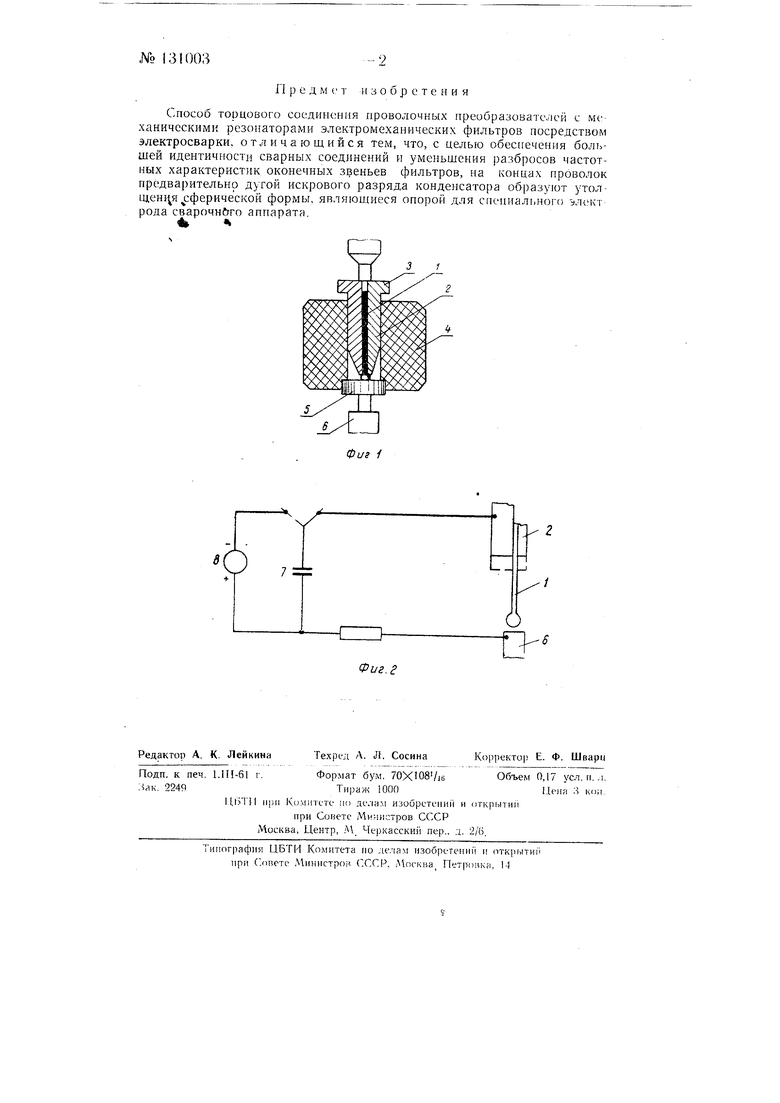
На фиг. 1 схематично показано положение ироволоки с щариком. диска и электродов в момент сварки; на фиг. 2-схема осуществления способа.
Проволока 1 с наплавленным на конце шариком помещается в канавке оенования специального электрода 2 так, что шарик выступает за плоскость торца электрода. Основание электрода с уложенной проволокой закрывается прижимом 5 и в таком виде электрод вставляется в текстолитовую втулку 4, в которую предварительно укладывается диск 5. К диску 5 примыкает электрод 6.
В момент касания шарика с электродом 6 (фиг. 2) происходит разряд конденсатора 7, образуется дуга, расплавляющая конец проволок). Под влиянием сил поверхностного натяжения расплавленный металл принимает правильную сферическую форму. Заряд конденсатора производится от источника напряжения 8.
11 р е д М с т изобретения
Способ торцового соединения проволочных иреобразовате.лсй с мс ханическимк резонаторами электромеханических фильтров посредством электросварки, отличающийся тем, что, с целью обеснечения большей идентичности сварных соединений и уменьшения разбросов частотных характеристик оконечных звеньев фильтров, на концах нроволок предварительно дугой искрового разряда конденсатора образуют утол1цен1 я сферической формы, являющиеся опорой для специального эл( рода сварочн&го аппарата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для точечной электрической сварки | 1960 |
|
SU135550A1 |
| Полосовой электромеханический фильтр | 1961 |
|
SU148163A1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| МИКРОВОЛНОВЫЙ ГЕНЕРАТОР | 2009 |
|
RU2498500C2 |
| Способ автоматической приварки проволочных выводов и устройство для его осуществления | 1986 |
|
SU1532248A1 |
| Устройство для заварки глубоких отверстий | 1986 |
|
SU1326407A1 |
| Тренажер для обучения электросварке | 1982 |
|
SU1024965A1 |
| СПОСОБ РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ ОБЕЧАЕК РЕЗЕРВУАРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2194599C2 |
Ч/
