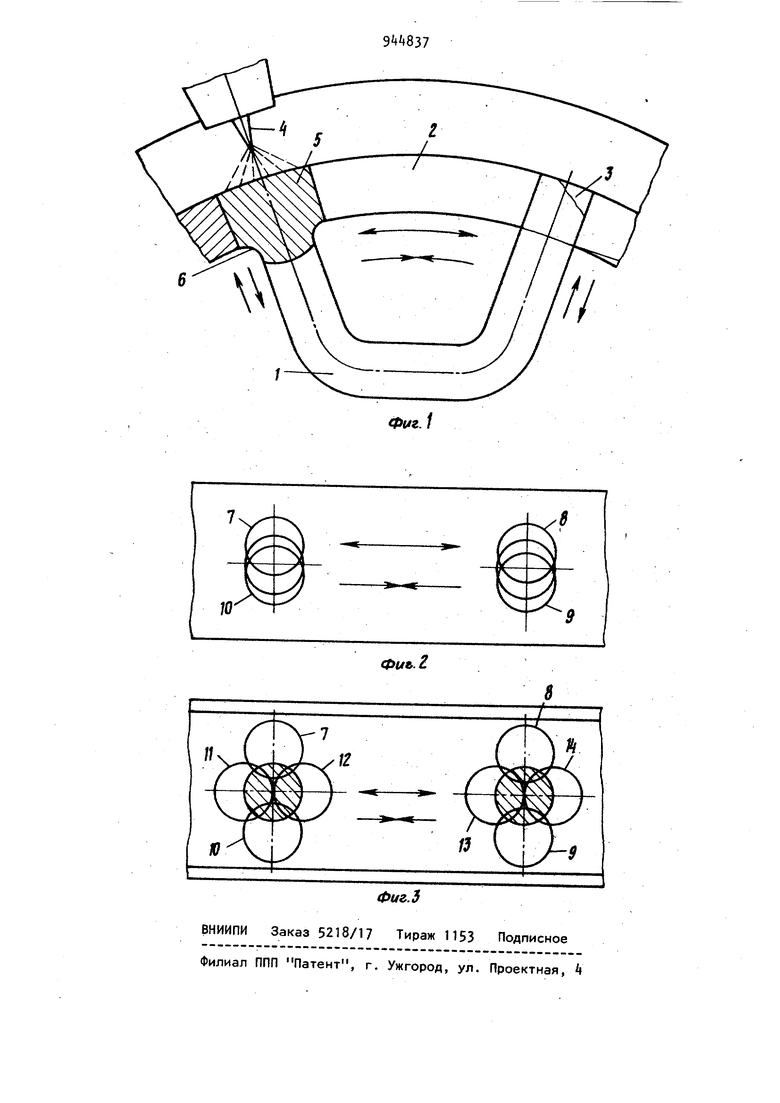
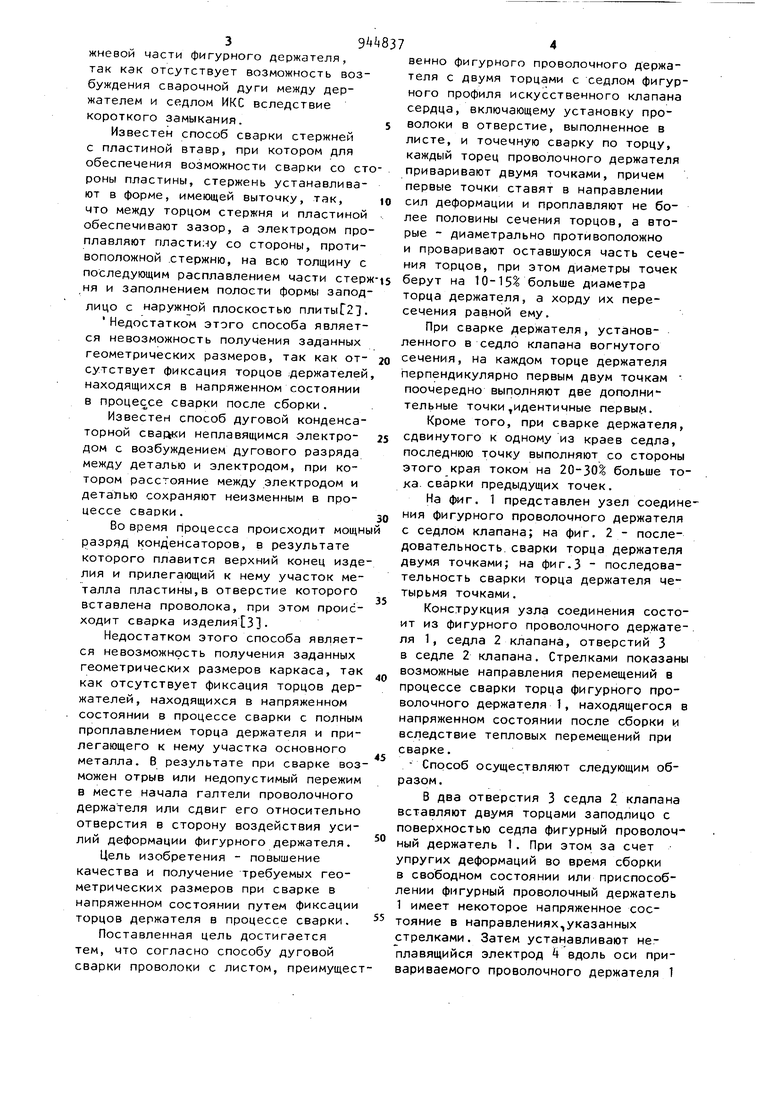
Изобретение относится к способам сварки плавлением торцов проволоки с листом, преимущественно фигурного проволочного держателя с седлом искусственного клапана сердца (ИКС) и может быть применено в любой отрасли народного хозяйства, где необходима сварка фигурных проволочных изделий диаметром до 3 мм с листом толщиной до 3 мм. Искуственный клапан сердца сс стоит из седла, держателей и запирающего элемента. Седло клапана с держа телем образуют каркас, в котором кре пится запирающий элемент, обеспечива ющий нормальную работу ИКС. Для того чтобы режим работы строго выдерживал ся, каркас ИКС должен иметь определенную геометрию.Фигурные держатели ИКС выполняются из проволоки, которая после сборки и в процессе сварки находится в напряженном состоянии, что.усложняет процесс сварки этих держателей с седлом клапана. Однако получение качественного сварного соединения с гарантированной геометрией держателя, находящегося в напря- : женном состоянии с седлом клапана, г. возможно путем обеспечения фиксации его в процессе сварки в самой сварочной ванне. Известен способ дуговой сварки втавр стержней с плоскими элементами проката, при котором возбуждают сварочную дугу, создавая ванну расплавленного металла, затем производят осадку стержня в ванну и выдержку его без тока до полной кристаллизации , при этом для улучшения качества сварного соединения стержней,его оплавленный конец устанавливают относительно дна ванны с зазором, соответствующим диаметру стержня и свариваемым материалам, а обратную сторону плоского элемента подвергают принудительному охлаждению tl 1. Однакр данный способ невозможно осуществить при приварке второй стер3Эжнееой части фигурного держателя, так как отсутствует возможность возбуждения сварочной дуги между держателем и седлом ИКС вследствие короткого замыкания. Известен способ сварки стержней с пластиной втавр, при котором для обеспечения возможности сварки со сто роны пластины, стержень устанавливают в форме, имеющей выточку, так, что между торцом стержня и пластиной обеспечивают зазор, а электродом проплавляют пластину со стороны, противоположной .стержню, на всю толщину с последующим расплавлением части стерж ня и заполнением полости формы заподлицо с наружной плоскостью плитыГ27. Недостатком этого способа является невозможность получения заданных геометрических размеров, так как отсутствует фиксация торцов держателей находящихся в напряженном состоянии в процессе сварки после сборки. Известен способ дуговой конденсаторной неплавящимся электродом с возбуждением дугового разряда между деталью и электродом, при котором расстояние между электродом и деталью сохраняют неизменным в процессе сварки. Во время Процесса происходит мощн разряд конденсаторов, в результате которого плавится верхний конец изде лия и прилегающий к нему участок металла пластины,в отверстие которого вставлена проволока, при этом происходит сварка изделияХЗ. Недостатком этого способа является невозможность получения заданных геометрических размеров каркаса, так как отсутствует фиксация торцов держателей, находящихся в напряженном состоянии в процессе сварки с полным проплавлением торца держателя и прилегающего к нему участка основного металла. В результате при сварке воз можен отрыв или недопустимый пережим в месте начала галтели проволочного держателя или сдвиг его относительно отверстия в сторону воздействия усилий деформации фигурного держателя. Цель изобретения - повышение качества и получение требуемых геометрических размеров при сварке в напряженном состоянии путем фиксации торцов держателя в процессе сварки. Поставленная цель достигается тем, что согласно способу дуговой сварки проволоки с листом, преимущес венно фигурного проволочного держателя с двумя торцами с седлом фигурного профиля искусственного клапана сердца, включающему установку проволоки в отверстие, выполненное в листе, и точечную сварку по торцу, каждый торец проволочного держателя приваривают двумя точками, причем первые точки ставят в направлении сил деформации и проплавляют не более половины сечения торцов, а вторые - диаметрально противоположно и проваривают оставшуюся часть сечения торцов, при этом диаметры точек берут на 10-15 больше диаметра торца держателя, а хорду их пересечения равной ему. При сварке держателя, установенного в седло клапана вогнутого сечения, на каждом торце держателя перпендикулярно первым двум точкам поочередно выполняют две дополни тельные точки идентичные первым. Кроме того, при сварке держателя, сдвинутого к одному из краев седла, последнюю точку выполняют со стороны этого края током на 20-30 больше тока, сварки предыдущих точек. На фиг. 1 представлен узел соединения фигурного проволочного держателя с седлом клапана; на фиг. 2 - последовательность, сварки торца держателя двумя точками; на фиг.З последовательность сварки торца держателя четырьмя точками. Конструкция узла соединения состоит из фигурного проволочного держате-. ля 1, седла 2 клапана, отверстий 3 в седле 2 клапана. Стрелками показаны возможные направления перемещений в процессе сварки торца фигурного проволочного держателя 1, находящегося в напряженном состоянии после сборки и вследствие тепловых перемещений при сварке. Способ осуществляют следующим образом. В два отверстия 3 седла 2 клапана вставляют двумя торцами заподлицо с поверхностью седла фигурный проволочный держатель 1. При этом за счет упругих деформаций во время сборки в свободном состоянии или приспособлении фигурный проволочный держатель 1 имеет некоторое напряженное состояние в направлениях,указанных стрелками. Затем устанавливают неплавящийся электрод 4 вдоль оси привариваемого проволочного держателя 1 или под углом к ней до iS и приваривают сварочной дугой шов 5 с образованием галтели 6. Сварку каждого торца ведут точками в последовательности 7,8,9 и 10 (фиг.2). В случае сварки фигурного проволочного держателя 1 с седлом 2 клапана вогнутого сечения, для получения требуемой геометрии шва при сварке в направлении, перпендикулярном первым двум точкам 7,10 и 8, 9iдополнительно выполняют две точки 11,12 и 13,1, иде тичные первым (фиг.З). Пример. Способ осуществляют аргонодуго,вой сваркой неплавящимся электродом торцовых соединений фигур ного проволочного держателя с листом и седлом искусственного клапана серд ца вогнутого сечения. Толщина листа и седла клапана в месте сварки 0,7 м .диаметр проволочного держателя 1,0 мм. Материал свариваемых деталей нержавеющая сталь 12Х18Н10Т и кобальтовый сплав легированный танталом или молибденом. Сварку каждого торца проволочного держателя с листом осуществляют по схеме, показанной на фиг. 3 двумя точками на режимах: сварочный ток 12 А, длительность сварки - 5 с, дли на дуги - 0,35 мм, расход газа 5 л/мин. Сварку торцов проволочного держдтеля с седлом клапана вогнутого сечения осуществляют по схеме, показан ной на фиг. k четььеьмя точками на ре жимах: сварочный тек - 10 А, длитель ность сварки - 3 с, длина дуги 0,35 мм, расход газа - 5 л/мин. При смещении торцов фигурного держателя к одному из краев седла, последними сваривают точки на токах 13 А при тех же остальных параметрах режимов сварки. . Способ позволяет получать качественные сварные соединения фигурного проволочного держателя с листом и седлом ИКС вогнутого сечения и обеспечивает заданные геометрические раз меры изделия. Формула изобретения 1.Способ дуговой сварки проволоки с листом, преимущественно фигурного проволочного держателя с двумя торцами с седлом фигурного профиля искусственного клапана сердца,включающий установку проволоки в отверстие, выполненное в листе, и точечную сварку по торцу,о тличающийся тем, что,с целью повышения качества и получения требуемых геометрических размеров при сварке в напряженном состоянии путем фиксации торцов держателя в процессе сварки, каждый торец проволочного держателя приваривают двумя точками, причем первые точки ставят в направлении сил деформации и проплавляют не более половины сечения торцов, а вторые - диаметрально противоположно и проваривают оставшуюся часть сечения торцов, при этом диаметры точек берут на 10-15% больше диаметра торца держателя, а хорду их пересечения равной ему. 2.Способ поп.1,отличающ с я тем, что при сварке держателя, установленного в седло клапана вогнутого сечения, на каждом торце держателя перпендикулярно первым двум точкам поочередно выполняют две дополнительные точки идентичные первым. 3. Способ по п.2, отличающий с я тем, что при сварке держателя, сдвинутого к одному из краев седла, последнюю точку выполняют со стороны этого края током на 20-30 больше тока сварки предыдущих точек. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ff 219032, кл. В. 23 К 9/22, 23.02.67. 2.Авторское свидетельство СССР № 2310 5, кп. В 23 К 28/00, 07..65. 3.Авторское свидетельство СССР № 179599, кл.В 23 К 9/02, 15.0.63 (прототип).
Фиг. 1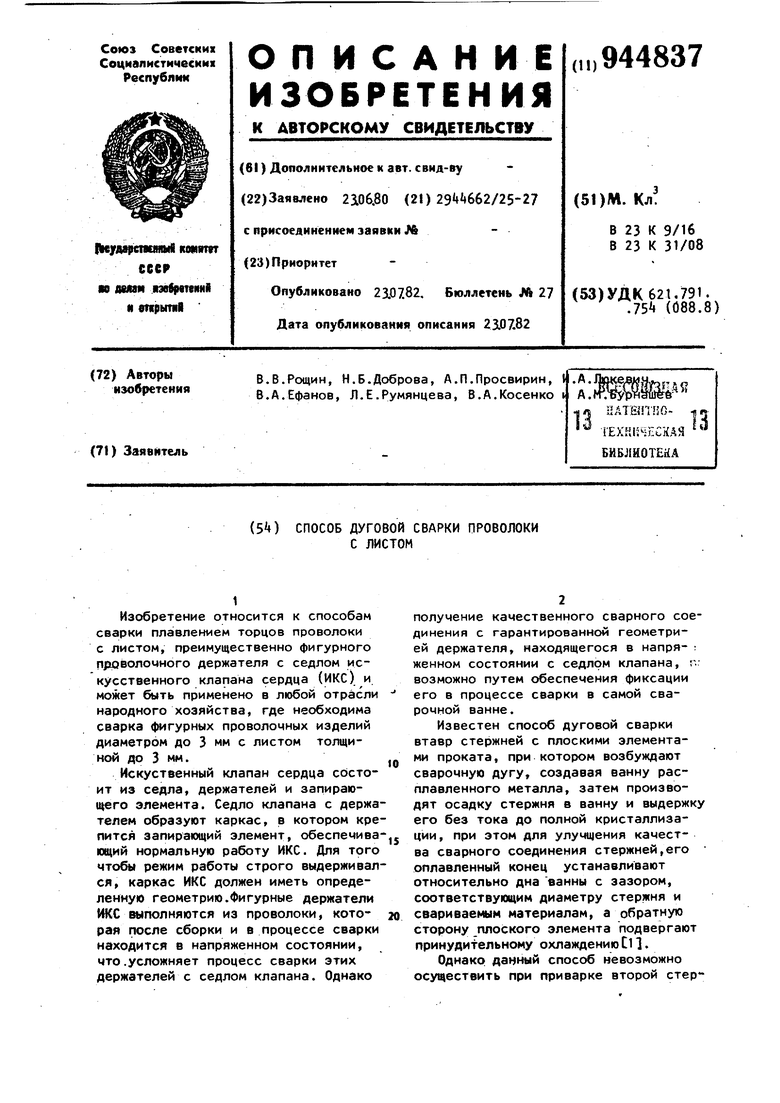
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод | 1980 |
|
SU889351A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Пистолет для точечной дуговой сварки | 1977 |
|
SU727366A1 |
| Способ дуговой сварки неплавящимся электродом | 1971 |
|
SU559790A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ автоматической приварки проволочных выводов и устройство для его осуществления | 1986 |
|
SU1532248A1 |
| Устройство для сборки и сварки плавлением тонкостенных заготовок | 1980 |
|
SU927471A1 |