Изобретение относится к сварке, может быть использовано дли заварки глубоких отверстий, при помощи которых удаляются глубоко залегающие дефекты сварного 1пва, или для сварки стыка пробковыми швами с помощью пенлавяшегоея электрода.
Целью изобретения является новьине- ние качества заварки глубоких отверетий путем увеличения активного сечения наконечника и обеспечения надежного кренле- ния электрода.
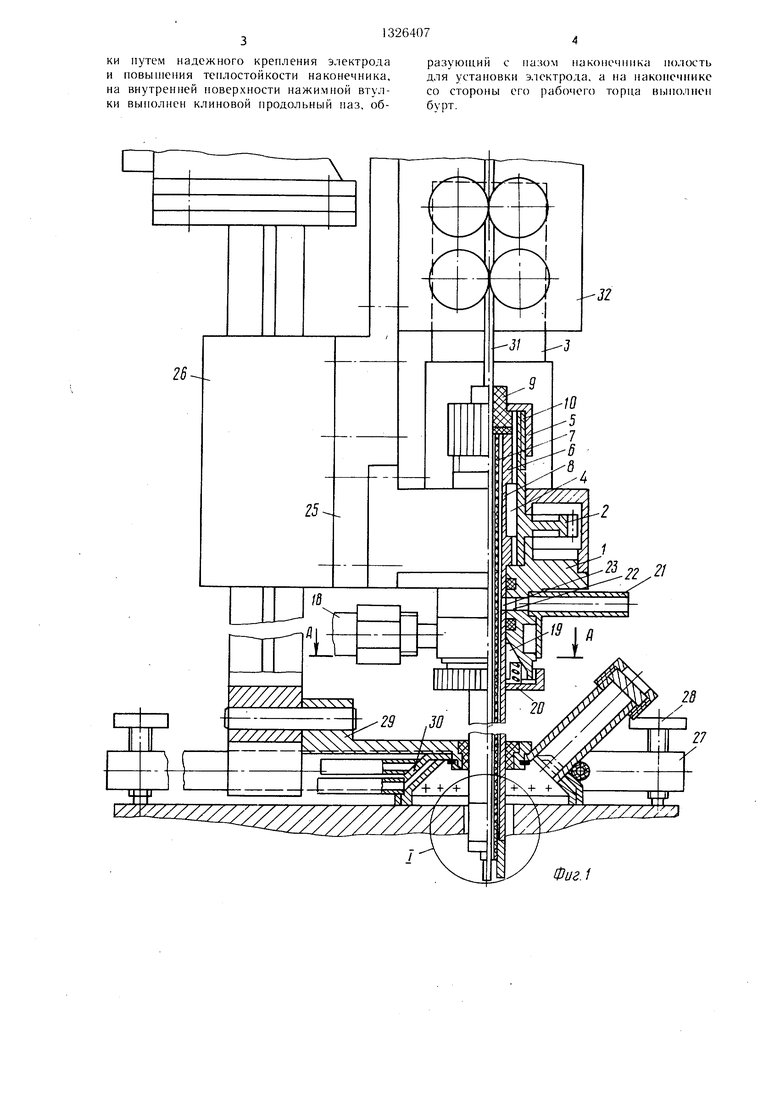
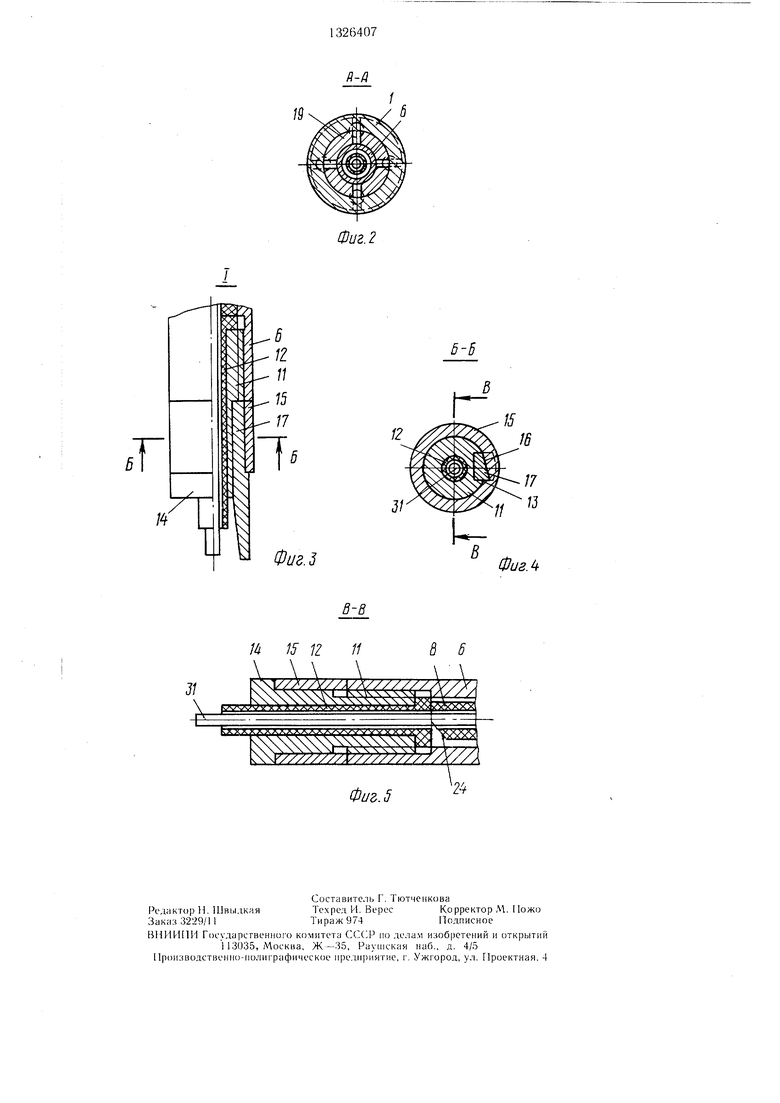
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг, 5 - сечение В-В на фиг. 4.
Устройство для заварки глубоких отверстий состоит из водоохлаждаемого корпуса
I,в KOTOpo.vi с.монтированы (нестерни 2, проводимые во враншние электронриводо.м 3. В шестерни 2 при но.мощи шпонки 4 и гайки 5 закреплена штанга 6, имеющая центральное отверстие 7, ocfiameHHoe керамическими трубка.ми 8 и эластичными втулками 9 и 10. В нижнюю част1 щтанги 6 ввинчен тугоплавкий молибденовый наконечник
II,оснащенный ступенчатой керамической трубкой 12 и и.меющий паз 13 и бурт 14, па который опирается нажимная втулка 15, на внутренней новерхности которой выполнен клиновой продольный наз 16, взаимодействующий с наклонной поверхностью электрода 17.
Сварочный ток подводится к щтанге 6 носредство.м водоохлаждае.мого токоподво- да 18, корпуса 1 и подпружиненных сухарей 19, поджимаемых гайкой 20.
Зап1итный газ подводится к отверстию штапги 6 посредством uiTvuepa 21, кольцевой проточки 22 корпуса 1, от11ерстия 23 штанги 6 и торцовых скосов 24 керамических трубок 8.
Корпус 1 крепится через изоляционную планку 25 к регулятору длины дуги 26, опи- рающе.муся па две 27, оснащенные регулировочными винтами 28. К направляющей регулятора 26 длины дуги посредством кронштейна 29 нодвеа)ен поворотный защитный колнак 30, им.еющий свои газовую и водяную системы.
Присадочная нроволока 31 в зону сварки подается редуктором 32, закреплепным на изоляционной планке 25.
Работа уетройства начинается с установки в наз 13 наконечника 11 электрода 17 (пластинчатый вольфрамовый электрод) и разворота нажимной втулки 15. Электрод 17 нак. юнпыми поверхпостями к,,чипов()го продольного паза 16 и электрода 17 надежно нрижимается к наконечнику I 1 (заклинивается), оставаясь надежно зажатым на протяже1{ии всего сварочного процесса за счет трения (угол наклона поверхностей не более 5°). Закренление электрода 17 посред5
ством наклонных новерхностей (за счет их относительного смещения) можно производить как при снятом наконечнике 11, так и при ввинченном в штапгу 6 наконечнике,
но в последнем случае с последующим до- воротом наконечника 11, чтобы надежно законтачить нажимную втулку 15 с торцами штанги 6 и бурта 14 наконечника 11. Зате.м закладывается присадочная .проволока 31 в ролики редуктора 32 и пропуе- кается через эластичные втулки 9 и 10 в керамические трубки 8 и 12. После этого наконечник I1 вводится в завариваемое отверстие с целью получения равномерного кольцевого зазора, который корректирует ся винтами 28 и перемещением устройства, новоротный защитный колпак 30 при этом спят. Закрепив устройство на поверхности изделия, наконечник 11 с электродом 17 выводятся из завариваемого отверстия.
0 Затем становится и разворачивается в удобное положепие защитный колпак 30, ось изоляционной втулки Н1)и этом совпадает с осью заваривае.мого отверстия, через которую повторно вводится наконечник 1 с электродом 17 до соприкосновения с дном отверстия электрода 17. Подаются охлаждающая вода, зан1,итный газ и сварочный ток, неплавящийся электрод 17, отрываясь от дна, возбуждает сварочную дугу. Как только дуга возбудилась, подается команда
0 на вращение наконечника 11 с электродом 17, наводится сварочная ванна.
После наведения 1К)Следней подается присадочная нроволока 31 и включают регулятор 26 длины дуги.
Защитный газ подается во зава5 риваемого отверстия через Н1туцер 21, кольцевую проточку 22, отверстие 23, торцовые скосы 24, кольцевой зазор между присадочной проволокой 31 и керамическими трубками 8 и 18. Зап1.итный газ выходит наружу . по кольцевому зазору заваривае.мого отверстия.
При заварке верхпей части отверстия зани1тный газ подается в колпак 30. Заварив верхнюю часть отверстия, отключаются присадочная проволока 31 и сварочный ток,
5 защитный газ подается до некоторого охлаждения меета сварки.
Устройство обеспечивает заварку отверстий глубиной 40 - до 120 мм и не требует проектирования и изготовления дополнительных приспособлений.
0
Формула изобретения
Устройство для заварки глубоких отверстий, содержаний резьбовой наконечник с 5 осевым отверстием для подачи присадочной проволоки и пазом для установки электрода и эксцентрично установленную на наконечнике пажимную вту.чку, отличающееся тем, что, с целью повышения качества сварки путем надежного крепления электрода и повыпюния теплостойкости наконечника, на внутренней поверхности нажимной втулки выполнен клиновой продольный паз, образующий с пазом пакопечпика полость для установки электрода, а па наконечнике со стороны его рабочего торца вьиюлпеп бурт.
П
J2
2i
Фиг.1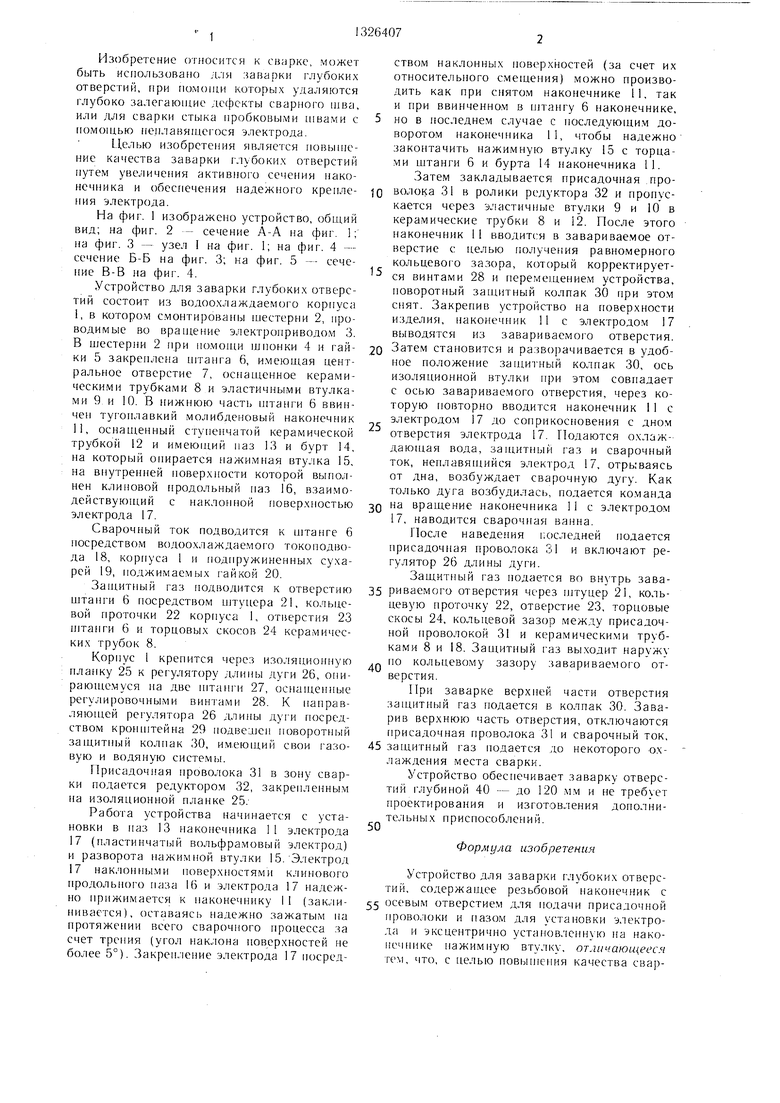
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заварки глубоких отверстий | 1983 |
|
SU1171248A1 |
| Способ заварки глухих отверстий малого диаметра и устройство для его осуществления | 1990 |
|
SU1810257A1 |
| Устройство для дуговой сварки | 1977 |
|
SU694313A1 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |
| Способ дуговой точечной сварки плавящимся электродом | 1976 |
|
SU740432A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
SU1831821A3 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
Изобретение относится к устройствам для сварки в среде защитных газов неплавящимся электродом и может быть использовано для заварки глубоких отверстий. Целью изобретения является повышение качества сварных соединений, выполняемых по образованным в деталях глубоким отверстиям, путем надежного крепления электрода и повышения теплостойкости наконечника. Устройство для заварки глубоких отверстий содержит наконечник с осевым отверстием для подачи присадочной проволоки и пазом для установки электрода. На наконечнике эксцентрично установлена нажимная втулка. На внутренней поверхности втулки выполнен продольный клиновой паз. Паз образует с пазом наконечника полость, в которой размещается неплавящий- ся электрод. Для обеспечения хорошей теплоотдачи электрод выполняют по форме полости. Для увеличения теплостойкости на наконечнике со стороны его рабочего торца выполняют бурт. Устройство позволяет производить заварку отверстий глубиной до 120 мм. 5 ил. е со О) 
Фиг.З
Б-5
ФигЛ
1й 15 12 11
8 5
Фиг. 5
| Устройство для заварки глубоких отверстий | 1983 |
|
SU1171248A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
