1131
Изобретение относится к обработке металлов давлением и может быть использовано для ротационного волоче- , ния-прокатки сплошных и полых тел вращения в клети с опорными кольцами.
Целью изобретения является увеличение степени деформации заготовки.
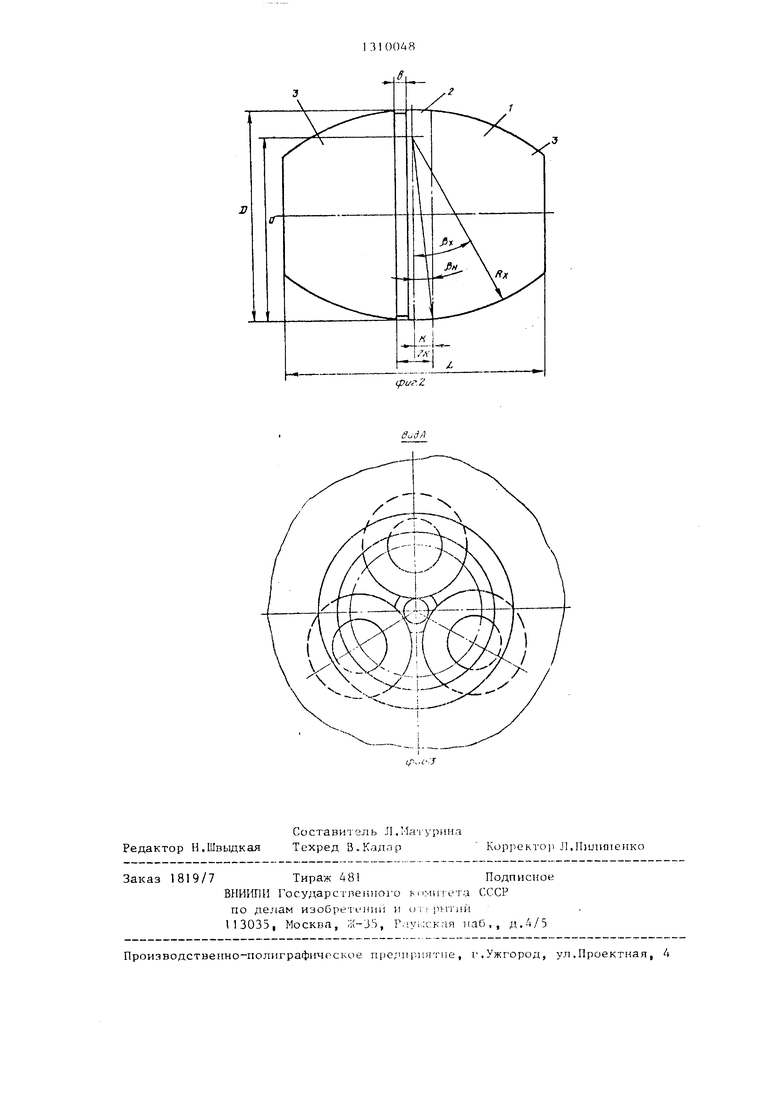
На фиг.1 изображен ролик, установленный в клети; на фиг. 2 - отдельный ролик; на фиг. 3 - вид А на фиг,1 ,
Ролик имеет обжимной 1, калибровочный 2, опорные 3 участки и кольцевую канавку 4. Образующие обжимного и опорных участков представляют собой экспоненциальную кривую, определенную зависимостью
R, К„ ехр (j3, ,)tgy,
где R, rt - координаты точек профиля ролика в системе координат с полюсом в точке А (пересечения вертикальной оси ролика с прямой, соединяющей точки, контактирующие с опорными кольцами); RH, BH координаты точки сопряжения образующих обжимного и калибрующего участков; - угол трения.
Кольцевая канавка имеет ширину, определяемую соотношением
b 2а tgy.
где а - расстояние от полюса до бочки ролика.
Полагая, что калибровка ролика в соответствии с приведенной зависимостью обеспечивает его равновесие в очаге деформации при любых обжатиях, выделим в осевом сечении валка в окрестности произвольной точки В, принадлежащей профилю, участок протяженностью dx. Со стороны металла на валок в данной точке действует сила нормального давления б и сила трения с , связанные законом Кулона
е о tgji
Элементарный момент этих сил относительно точки А при равновесии ролика равен нулю, т.е.
dm (Ty-Gy)(x + k)dx + (6 +
+ С,)(а - y)dx О,(1)
82
где G , Gy ,
X 1 проекция сил С и Тг на осн х и
k - половина длины ка- либрующего участка;
а - расстояние от точки ролика до точки А; X и у - координаты точки
В в системе координат ХОУ, начало которой совпадает с точкой сопряжения . профиля обжимного участка ролика с калибрующим участком. Полагая, что
1, G tg у cos/3 ; Ту (S tgy sin/3; i5x 6sinp); 5i.6cos,
где - угол наклона касательной к профилю ролика в точке В, получаем
X + k (1 - tgytgj3)/(tg|J+ tgj) а - у.(2)
Так как tg (З , то из выражения (2) имеем следу)ощее дифферен
циальное уравнение:
(а - у) + (х - k) + (а - - y)tgy- (х + k) dx 0.(3)
Решение этого уравнения дает форму рационального профиля ролика.После интегрирования имеем
X + k
tgjfarctg In C(a - , Г, X + k ,
- y) (------- ) - ij .
(4)
Определим постоянную интегрирования С из условия X О, у О
45
ехр (tg у arctg ---)
(k .
j,-f/z + а )
Поставив значение С в выражение () получаем
X + k
ехр
tgjfC
arctg
- arctg
а - у
(5)
х + k) + (а - yf J /(k +аЪ.
Перейдем к полярным координатам с полюсом в точке А, обозначив
arctg Px ; arctg |,;
( R,; (X . k) .
7-142 + (a - y) J R .
Отсюда
R, R exp (/3,-/Вн) tg, (7) де Rj(, Ji, , Рздиус-вектор и О
полярный угол соответственно для произвольной точки профиля ролика и точ- -5 ки сопряжения профиля с калибрующим участком.
Уравнение (7) определяет рацио
нальный профиль ролика с точки зрения его равновесия при деформации, что весьма важно для стабильного ведения процесса, особенно в условиях больших обжатий за переход,
Рассмотрим равновесие роликов под действием сил, действующих на калибрующий участок со стороны металла. Очевидно, что суммарный момент этих сил относительно точки А должен рав-
нять ся нулю, т, е.
ь2 2 t,(k - с)а - Р -|- + Р -|- О,
(8)
где t.., Р - распределенные по длине
калибрующего участка соответственно сила трения и сила нормального давления;
k - половина длины калибрую- щего участка, примыкающая к обжимному участку; с - часть половины длины калибрующего участка, примыкающего к парному уча- стку, на которой реализуются силы со стороны металла.
Полагая в уравнении (8) С « Ptgjp, получаем
с + 2catgy- k + 2katgy 0. (9) Решая уравнение (9), получаем с, k - 2atgy ; с - k. (10)
В соответствии с вьфажением с, половина длины калибрующего участка, примыкающая к опорному участку валка для обеспечения его равновесия.
О
-5
20
25
JQ
JQ
50
1 иоде4
должна быть меньше k на величину b 2 atp/C, т.е. калибруюсций участок необходимо выполнять асигчметричным относительно вертикальной оси ролика на величину Ь, Однако такая асимметрия приводит к тому, что образующая опорного участка несколько отлична от образующей обжимного участка,так как изменяются начальные координаты RJ,, |3 согласно зависимости (7). Кроме того, асимметрия ролика ведет к асимметрии расположения опорных колец и всей клети. По технологическим соображениям изготовление асимметричными ролика и клети, особенно с учетом сложной формы образующей ролика, нецелесообразно. Рациональным в данном случае является вьтолнение симметричного относительно вертикальной оси ролика с абсолютно одинаковыми образующими обжимного и опорных участков, а асимметрию калибрующего участка обеспечивать уменьшением его длины на величину b 2atg у со стороны опорного участка, например выполнением кольцевой канавки шириной Ь, примыкающей к опорному участку. Тогда длина калибрующего участка, имеющего диаметр D, определяется сле- ДУЮ1ДИМ образом:
и 2k - b или f k + с. В случае с -k, получаем
K2 k+c,,k-k 0, что означает отсутствие калибрующего участка. Такое обстоятельство ведет к резкому ухудшению качества изделия, поскольку окончательное формирование его наружной поверхности происходит на калибрирующем участке. В силу этого условие с -k в дальнейшем не рассматривается.
Определим величину k из условия
е,о
r 2k-b 2k- s 2(k - atgj) 0,
отсюда
k atgy.
Практически kiAatgy, тогда
k natgy; 1 n iA. (11)
Чтобы воспользоваться полученными выражениями для расчета геометрии ролика, необходимо определить величину а, которая зависит от угла наклона образующей профиля опорного
35
55
кольца сб Обозначим через р„ полярный угол точки касания m профиля ролика с образующей кольца в цоляр- ной системе координат с полюсом в точке А. Из выражения (3), полагая
dy/dx tg (х. ;
( k)/(a - у) cgj-b ,
где XQ, УО - координаты точек в системе ХОУ, начало которой диаметрально противоположно началу системы координат ХОУ согласно выражению (1),
Г5
получаем: tgp (tgy+ tgoi)/(I - tgytgoi). (12)
Принимая в уравнении (7) R RO (D - 2yJ/coS|%,20
RH (D - y,)/cos,3,,,/3,i,,
после преобразования имеем
p
2--fj||-,«p(,,.-,vt,
При определении профиля ролика важно знать значение /3, , в пределах которого металл контактирует с поверхностью ролика, Обозначив этот угол 5 , из уравнения (5) с учетом
30
(6), полагая д 3, у ud/2, после преобразований имеем
exp(p,-,3jtgy
cos ,a
cos /Зкa
), (M
где л d - обжатие заготовки по диаметру .
Логарифмируя выражение (14) и раскладывая в ряд выражения типа п cosj 3 с удержанием первого члена разложения, получаем
2tg,i In г
и и
2tg5f - fit 0.
a
Решение этог о уравнения р. tgy+ (р„- tgj) 2 In -§-I-O.Ad
i;-i
Для повьппения стойкости роликов целесообразно опорные сечения роли1ПОА86
кон-сечения, контактирующие с опорными кольцами, исключать ия процесса деформирования, для чего должно вы- , полниться условие
А
W
,.«-,. о .(16)
;1з уравнения (13), полагая рк о , после преобразования с учетом знака неравенства выражения (16) имеем
ud 2а
-,) j3 cos й„
exp
((17)
0
0
5
0
5
0
5
Дчину L можно определить по следующей зависимости:
L N RpSinf,(18)
где N - коэффициент запаса, равньй
2,5 - 3,0. I
В процессе работы ролики опорными 3 участками ко }тактируют с опорными кольцами. Деформация заготовки, установленной в зажимах, осуи1ествля- ется в пределах обжиг-пюго 1 участка роликов при их планетарном обкатывании вокруг заготовки. Радиа-пьная подача роликов осущесгнлие-тся за счет перемещения опорных колец под действием сил Р. Наружный диаметр изделия око)1чательно формируется калибровоч- }ibn-) 2 участком, поспе чего, начиная с; ко.пьцево 1саиапки i, контакт металла с роликом П1.1екращается. В процессе дe( tx) па оГч-:1 .м}101 1 и к.злиб- рующий участки ро.иико ji.ei icTuyioT силы со стороны металча. При таком одностороннем (относи г елыю вертикальной Оси роликов) 111)и;1ожеиии нагрузок со стороны заг О 1он ;и на роликах действует опрокидынапщш момент, который увеличивается с JIOCTOM единич- Hoi i деформации. При малых оби атиях иирокидывающий момен г уравновешивается моментом с.и.и 1}1ення, возникающих на контакте роликов с опопными :ольцами, однако )) случае больших дег1юрмаций момен г а сш1 трения недостаточно и ро:(ик теряет устойчивость в клети. В таких ус:ловиях веде}П1е стабильного процесса невозможно.
Конструкция предложенного ролика обеспечивает его рав)ювесие при любых по величине обжатиях,
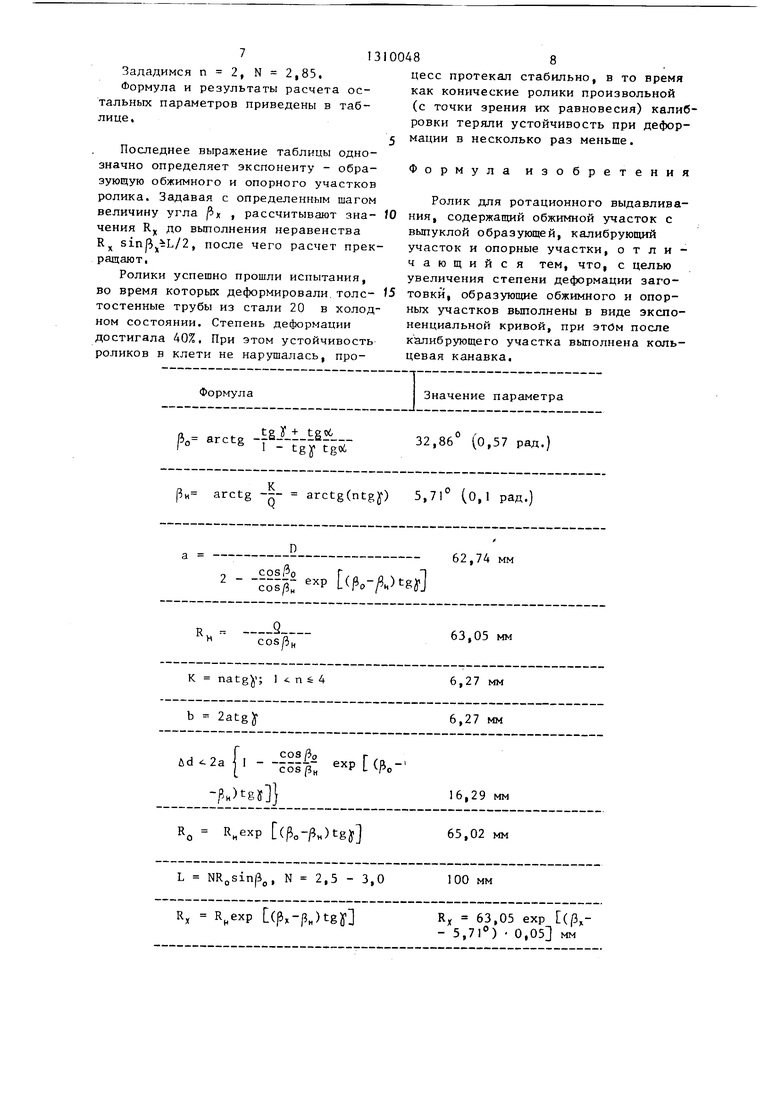
П р и м е р. Исходными параметрами для калибровки ролика являются D 80 мм; об ЗО ; tgy 0,05.
713100488
Зададимся n 2, N 2,85,цесс протекал стабильно, в то время
Формула и результаты расчета ос-как конические ролики произвольной
тальных параметров приведены в таб-(с точки зрения кх равновесия) калиблице.ровки теряли устойчивость при дефор5нации в несколько раз меньше. Последнее выражение таблицы однозначно определяет экспоненту - обра-Формула изобретения зующую обжимного и опорного участков
ролика. Задавая с определенным шагом Ролик для ротационного выдавливавеличину угла , рассчитывают зна- Wния, содержащий обжимной участок с
чения Ry до выполнения неравенствавыпуклой образующей, калибрующий
R j sin|ij L/2, после чего расчет прек-участок и опорные участки, о т л и ращают,чающийся тем, что, с целью
Ролики успешно прошли испытания,увеличения степени деформации заго- во время которых деформировали, толе- 5товкй, образующие обжимного и опор- тостенные трубы из стали 20 в холод-ных участков вьшолнены в виде экспо- ном состоянии. Степень деформацииненциальной кривой, при этОм после достигала 40%, При этом устойчивостькалибрующего участка выполнена коль- роликов в клети не нарушалась, про-цевая канавка.
ФормулаЗначение параметра
„ arctg -Р 4ГДЪ- ° р„ arctg - arctg(ntgy) 5,71° (0,1 рад.)
f
а 62,74 мм
(Ми)у и - --C-S/37
к 1 - n 6 46,27 мм
b ,27 мм
2 --|с-||; -p(-f.H),29 мм
RO Киехр ()tgJr 65,02 мм
...«.«..|.«.«.р,«. .- « «« «-- - « - L NRoSin(3g, N 2,5 - 3,0100 мм
R, R ехр (p.-pjtgy RX 63,05 ехр (р,- 5,71°) 0,05 мм
(риг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ВОЛОКА | 1991 |
|
RU2033874C1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Устройство для отрезки порции стекломассы | 1985 |
|
SU1368277A1 |
| Рабочее оборудование роторного экскаватора с центробежной разгрузкой | 1989 |
|
SU1684428A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ создания пространственно ориентированных сетей на архитектурных объектах | 1986 |
|
SU1456784A1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для ротационного выдавливания тел вращения в клети с опорными кольцами. Цель изобретения - увеличение степени деформации заготовки. Ролик для ротационного выдавливания имеет обжимной 1, калибровочный 2, опорные 3 участки и кольцевую канавку 4, Образующие обжимного и опорн1 гх участков выполнены иьшуклыми и представляет собой экспоненциальную кривую. 3 ил,, I табл. С (Л 00 w. /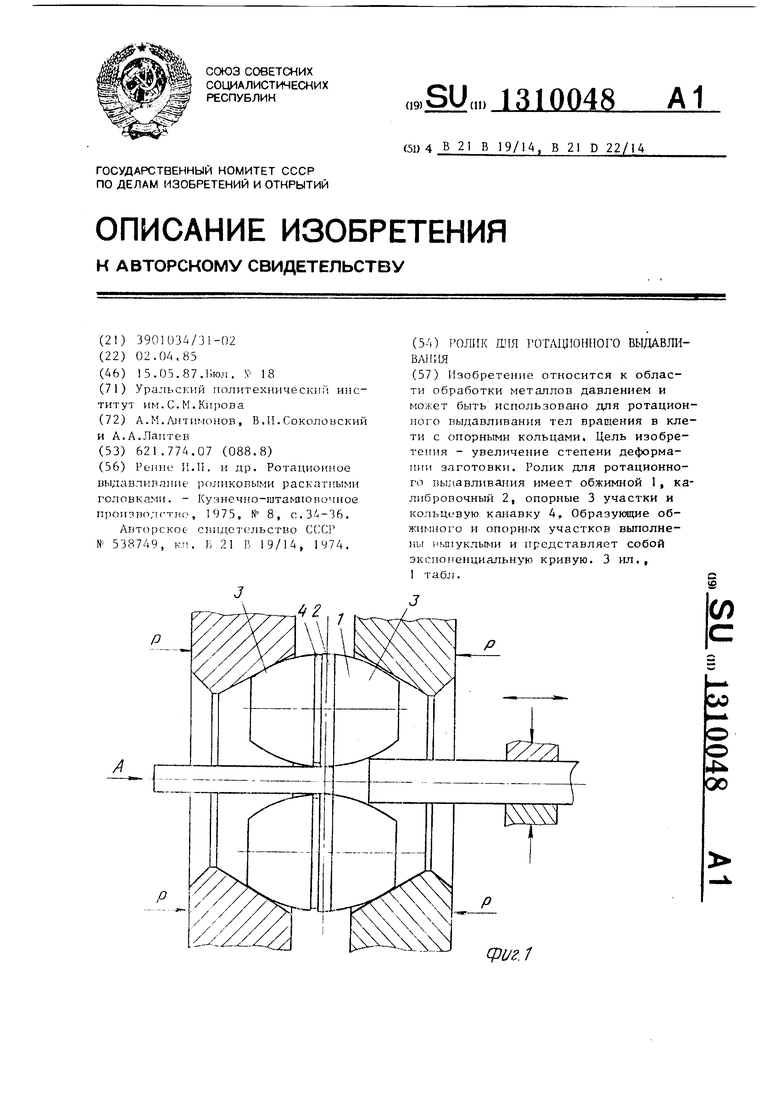
| Репио И.П | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
