Изобретение относится к трубопрокатному производству и может быть использовано в качестве деформирующего инструмента при производстве бесшовных и сварных труб на станах холодной периодической прокатки труб. Известен технологический инструмент для холодной периодической прокатки тру содержащим пилигримовые валки, гребень ручья которых вьтолнен гиперболическим, и оправку с уменьшающимся попереч ным сечением и с криволинейной образую щей ее рабочей поверхности, образованно вогнутым и выпуклым гиперболическими участками ll. Наличие вьтуклого гиперболического участка на оправке нарушает принцип соответствия профилей образующих гребня ручья и оправки и при обратном ходе клети вызывает появление пиковых усилий, что приводит к снижек-по качества поверхности и точности прокатьгоанкя труб. ,2 Наиболее близким техническим решением к предложенному является технологический инструмент стана : солодной периодической прокатки труб, содержащий пилигримовые валки, гребень ручья которых выполнен по параболе, и оправку уменьшающегося поперечного сечения с криволинейной образующей в виде параболы, порядок которой на единицу меньше параболы гребня ручья 2|. Недостатками данного инструмента являются наличие геометрических рассогласований между профилями образующей оправки и образующей гребня ручья, неравномерность деформации по длине очага и повышение нагрузок на детали клети при прокатке труднодеформируемых и толстостенных труб,, а также ннакое качество и точность при прокатке тонкостенных труб, что исключает возможность применения данной калибровки на труднодеформируе 1ых марках сталей. Кроме того, данное сочетание об- . разующнхся приводит к наличию пережима
до окончания обжимной зоны, что небл гоприятно отражается на стойкости инструмента, точности и качества прокатываемых труб.
Целью изобретения является повышение качества к точности геометрических размеров труб.
Цепь достигается тем, что в техноиогаческом инструменте, содержащем пнлигримовые валки, гребень ручья которых вьшолнен.г с криволинейной образующей, и оправку уменьшающегося поперечного сечения с криволинейной образукнцей ее рабочей поверхности, кршзолинейные образующая гребня ручья и образующая рабочей поверхности оправ Ш определены между собой как эволюта и эвольвента, параметры которых вьфажен уравнением
гд.е R и 5 - радиус кр1юизны и длина
дуги эвольвенты (образующая оправки или гребня ручья). R и 5 - радиус кривизны и длина
дуги эволюты (образующа ручья или оправки). Совместное -применение образующих гребня ручья и образующей оправки, выбранных одна по отнощению к другой как эволюта к своей эвольвенте, обеспечит повыщенное качество поверхности и точности геометрии прокатываемых труб. На чертеже представлен технологический инструмент при перемещении валков.
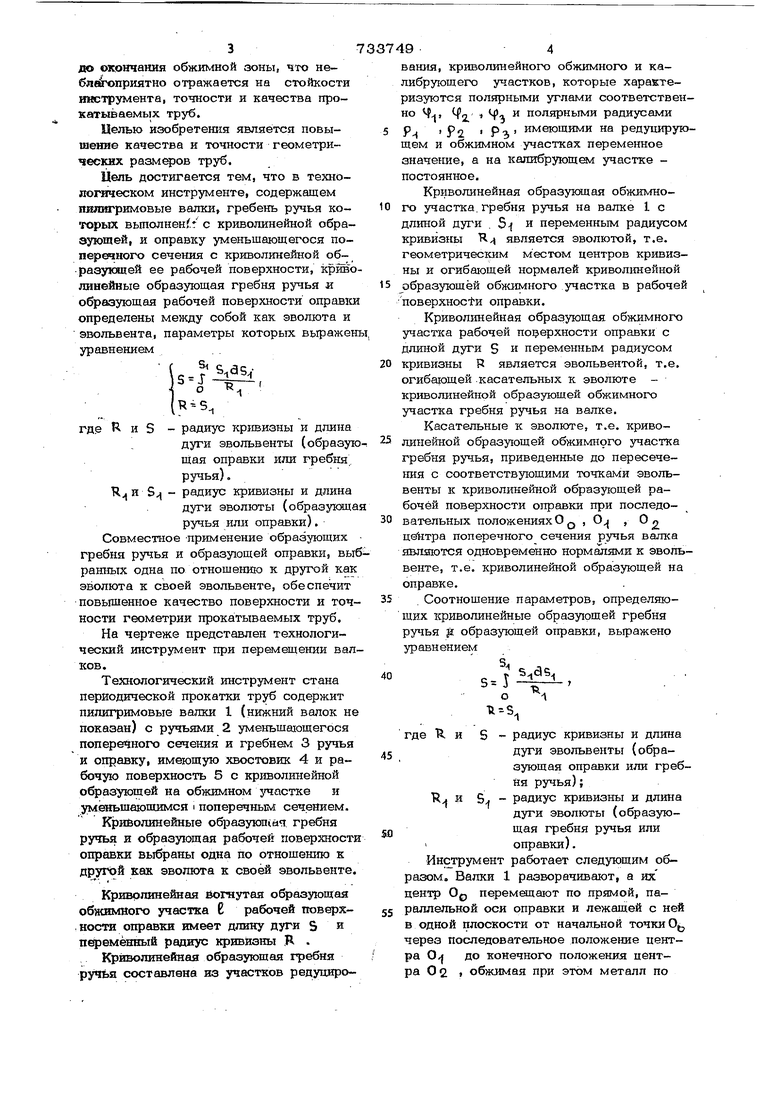
Технологический инструмент стана периодической прокатки труб содержит пилигримовые валки 1 (нижний валок не показан) с ручьями 2 уменьшающегося поперечного сечения и гребнем 3 ручья и оправку, имеющую хвостовик 4 и рабочую поверхность 5 с криволинейной образующей на обжимном j iacTKe и уменьшающимся i поперечным сечением.
Криволинейные образуюп ыт гребня ручья и образующая рабочей поверхности оправки выбраны одна по отнощению к другой как эволюта к своей эвольвенте.
Криволинейная йогнутая образующая обжимного участка 6 рабочей тговерх.ности оправки имеет длину дуги S и переменный радиус крщ5йаны ,R .
Криволинейная образующая гребняручья составлена из участков редуцирования, криволинейного обжимного и калибрующего участков, которые характеризуются полярными углами соответственно Р, Cf,.,, , Ц) и полярными радиусами
р, . р2: PJ, имеющими на редуцирующем и обжимном участках переменное значение, а на калибрующая участке постоянное.
Криволинейная образующая обжимного участка.гребня ручья на валке 1 с длиной дуги ,5 и переменным радиусом кривизны Н является эволютой, т.е. геометричес1шм местом центров кривизны и огибающей нормалей кривол1шейной
збразующёй обжимного участка в рабочей noBepxHoctH оправки.
Криволинейная образующая обжимного участка рабочей поверхности оправки с длиной дуги S и переменным радиусом
кривизны R является эвольвентой, т.е. огибающей .касательных к эволюте криволинейной образующей обжимного участка гребня ручья на валке.
Касательные к эволюте, т.е. криволинейной образующей обжимного участка гребня ручья, приведенные до пересечеШ1Я с соответствующими точками эвольвенты к криволинейной образующей рабочей поверхности оправки при последонательных положениях О Q , О 2 цейтра поперечного сечения ручья валка являются одновременно нормалями к эвольвенте, т.е. криволинейной образующей на оправке.
Соотношение параметров, определяющих криволинейные образующей гребня ручья зг образующей оправки, вьфажено уравнением
s/fb
,
где Ti. и
S - радиус кривизны и длина дуги эвольвенты (образующая оправки или гребня ручья);
R и
5. - радиус кривизны и длшга дуги эволюты (образующая гребня ручья или оправки).
Инструмент работает следующим образом. Валки 1 разворачивают, а их центр 00 перемацают по прямой, параллельной оси оправки и лежащей с ней в одной плоскости от начальной точки О через последовательное положение центра О до конечного положения центра О 2 обжимая при этом металл по диаметру на участке редутщрования (угол . ) ) по диаметру и на обжимном участке (угол ) по диаметру и толщине стенки. При перемещении центра из точки 0 через точки 0-f и О каждая точка образукшей, например, обжимного участка гребня ручья движется с угловой ско ростью WJ{ , направленной по касательной и образующей к этой точке. Направление скорости образующей гребн совпадает с нормалью кс(ответствующей т ke образующей оправки и соответствует на правлению нормальных сил при прямом и обратном ходах клети. Отсутствие рассогласований между направлениями скоростей точек гребня ручья и направлениями действия сил обжатия в определенных сечениях позволяет повысить эффективность процесса деформации за счет увеличения доли работы формоизменения и осуществления четкой между силовыми и скоростными параметрами процесса прокатки. Поскольку эвольвенты являются параллельными и эквидистантными кривыми, у одной эволюты может быть бесчисленное множество эвольвент. Если образующая греб ня вьшолнена по эволюте, а образующая обжимного участка оправки по ее эвольэенте, то, меняя лищь размеры оправки, можно прокатывать трубы с различным внутренним диаметром и толщиной стенки с разными обжатиями по стенке, без смены калибров, что сократит вспомогательное время простоев стана, затрачиваемое на перевалку. Если образукяцая гребня ручья выполнена по кривой, которая принята за эволюту, а параметры образующей обжимного криволинейного участка оправки найдены из соотнрщения между эволютой и ее эвольвентой независимо от формы и уравнения кривой - образующей гребня ручья, то в любом сзчешш очага деформации соблюдается заданная величина нормальных сил - нормальных на.пр.яжаний, т.е. заданный режим частных обжатий стенки, без рассогласований. Пластическая деформация протекает с заданными величинами и приращениями в соответствии с заданными режимами. Это позволяет избежать появления различных трецин, рисок и других дефектов на трубах. В случае, когда эволютой является криволинейная образующая оправки, а ее эвольвентой - образугошая гребня ручья 7 9,6 абота трения на оправке без отклонеий (рассогласований) соответствует аданному режиму, а величины нормальных напряжений по длине обрааукяцей гребня также соответствуют заданным. В ряде случаев вообще не имеет знаения образующую оправки или ручья принимать за эвольвенту или эволюту, то возможно, если уравнение эволюты и эвольвенты совпадают, наприм эволютой циклоиды является также циклоида i эвольвентой циклоиды - шпслоида, то же самое справедливо и для логарифмической спирали. Эволюта кривой легко определима, если кривая задана натуральным-уравнением).(1) Управление эволюты для кривойЬ(5) 1 -R При этом кривая R ( . S ) является эвольвентой по отнощению к своей эво- люте, уравнение которой имеет вид R . Для заданной кривой (S) уравнение эвольвенты имеет вид , %} S1dS ь - р о л Если кривая, эволюту или эвольвенту которой необходимо определить, задана уравнением (1) в декартовой системе координат, то ее параметры, например длина дуги, определяются из уравнения X.. (v)d о Радиус кривизны кривой, выраженной {гравнениемС 1) определяется из выраЖбпШЯ)V где i) - координаты точек кривой. В случае, когда кривая, эволюту и эвольвенту которой следует определить, задана уравнение в полярной системе координат,; то длина дуги опреде-. ляется из уравнения -1М0
7
где S - длина дуги кривой;
р - полярный радиус кривой} Ч - полярняй кривой.
7337498
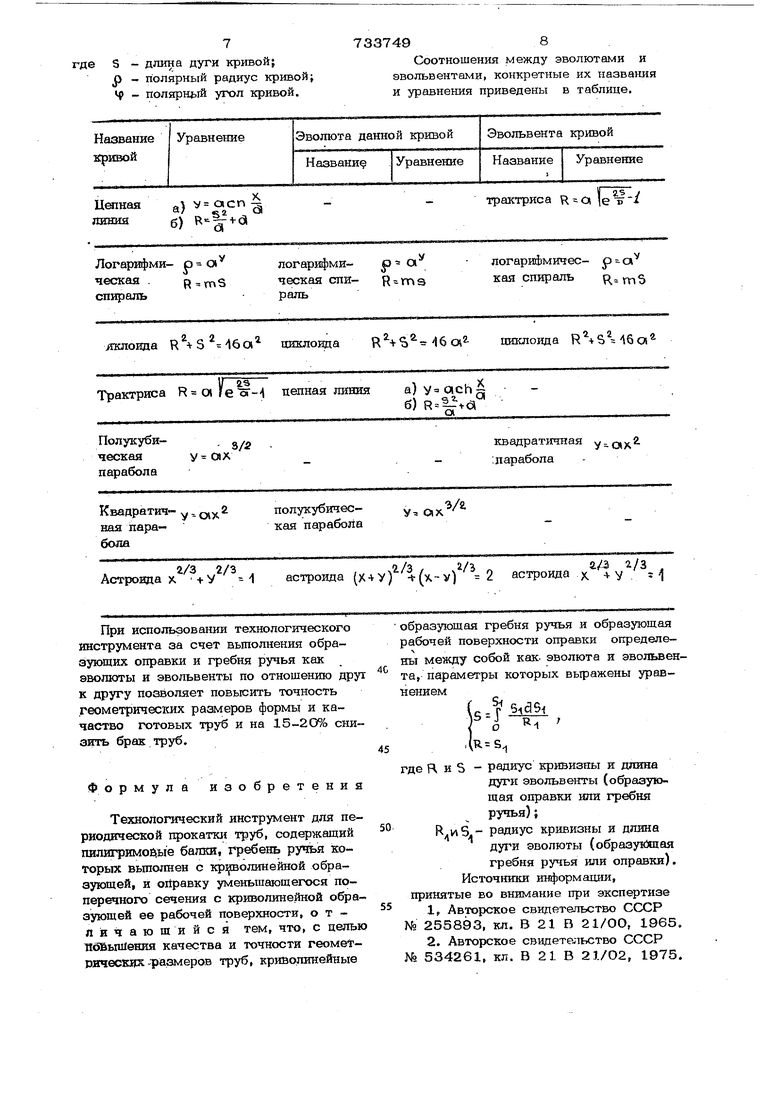
Соотношения между эволютами и эвольвентами, конкретные их назва1шя и уравнения приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Деформирующий инструмент пилигримового стана | 1987 |
|
SU1477489A1 |
| Инструмент для периодической деформации труб | 1987 |
|
SU1437119A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Технологический инструмент стана холодной прокатки труб | 1975 |
|
SU534261A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |

1101ная gj v асп пиния , дклоида -160 циклоида
Трактриса R afeor-1 цепная линия a)y.ach
Квадратич-y.Qjy 2полукубичес-у,: QX.
ная пара-кая парабола
бола 2/3 2/3 Астроида X ч-У 1 астроида
При использовании технологического инструмента за счет вьшолнения образующих оправки и гребня ручья как эволюты и эвольвенты по отношению друг к другу позволяет повысить точность геометркчес1сях размеров формы и качаство готовых труб и на 15-2О% снизить брак труб.
Формула изобретения
Технологический инструмент для периодической прокатки труб, содержащий пилигримоЁ(ые баякИ| гребень ручья которых вьгоолнен с кр олинейной образующей, и оправку уменьшающегося поперечного сечения с кривол1гаейной образующей ее рабочей поверхности, о т пинающийся тем, что, с целью Повышения качества и точности reoMetрическйх-размеров труб, криволинейные
трактриса R :а е
б) R .(S
образующая гребня ручья и образующая рабочей поверхности оправки определены между собой как- эволюта и эвольвента, параметры которых вьфажены уравнением
Sf S --1 о . ;
где R и S - радиус кривизны и длина дуги эвольвенты (образующая оправки или гребня ручья); R.nS - радиус кривизны и длина
ду1-и эволюты (образунЗщая гребня ручья или оправки). Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 255893, кл. В 21 В 21/ОО, 1965,
№ 534261, кл. В 21 В 2J./02, 1975. 16 цикловда R+s 6oi 2./32/iU/3 2/3 (X-vy) ч-(х-у) 2 астроида х -v V
