t 1
Изобретение относится к литейному производству, в частности к способам изготовления форм при литье по выплавляемым моделям.
Цель изобретения - повышение проч ности и термостойкости форм при заливке металлом.
Сущность способа заключается в следующем.
На блок моделей нанесен слой суспензии, состоящей ип связующего и ог неупорного наполнителя, и обсыпают зернистым огнеупором. Промежуточные слои обсыпают гранулированным шлаком ферросплавного производства, пос ледний слой суспензии - вновь зернис тым огнеупором.
Способ реализуется следующим образом.
На выплавляемые модели для испыта пня прочностных свойств по методике НИИАвтопрома и модели образцов для испытания на термостойкость наносили четыре слоя покрытия.
Для первого и второго слоев использовали суспензию на основе гид- ролизованного раствора этилсиликата состава, %:
Этилсиликат-40 36,41
Спирт этиловый
синтетический 58,59
Вода4,85
Кислота соляная
техническая0,15
Для третьего и четвертого слоев в качестве связующего приняли жидкое стекло плогностью 1,23- КГ кг/м
Наполнитель суспензий для всех слоев - квард молотый пылевидны.
Вязкость суспензий по ВЗ-4 по слоям: 1-105 с; 2-58 с; 3-35 с; 4-35 с.
В качестве обсыпочного материала облицовочного и опорных слоев использовали кварцевый песок. При обсыпке промежуточных слоев применяли гранулированный шлак рафинированного феррохрома, грану;и1рованный шлак ферро- силикокальция, гранулированный шлак безуглеродистого феррохрома.
Составы штаков приведены в табл. 1
Каждый слой покрытия сушили в течение 3 ч. Четвертый ело; оболочки упрочняли в течение 60 с в растворе алюмохлорида.
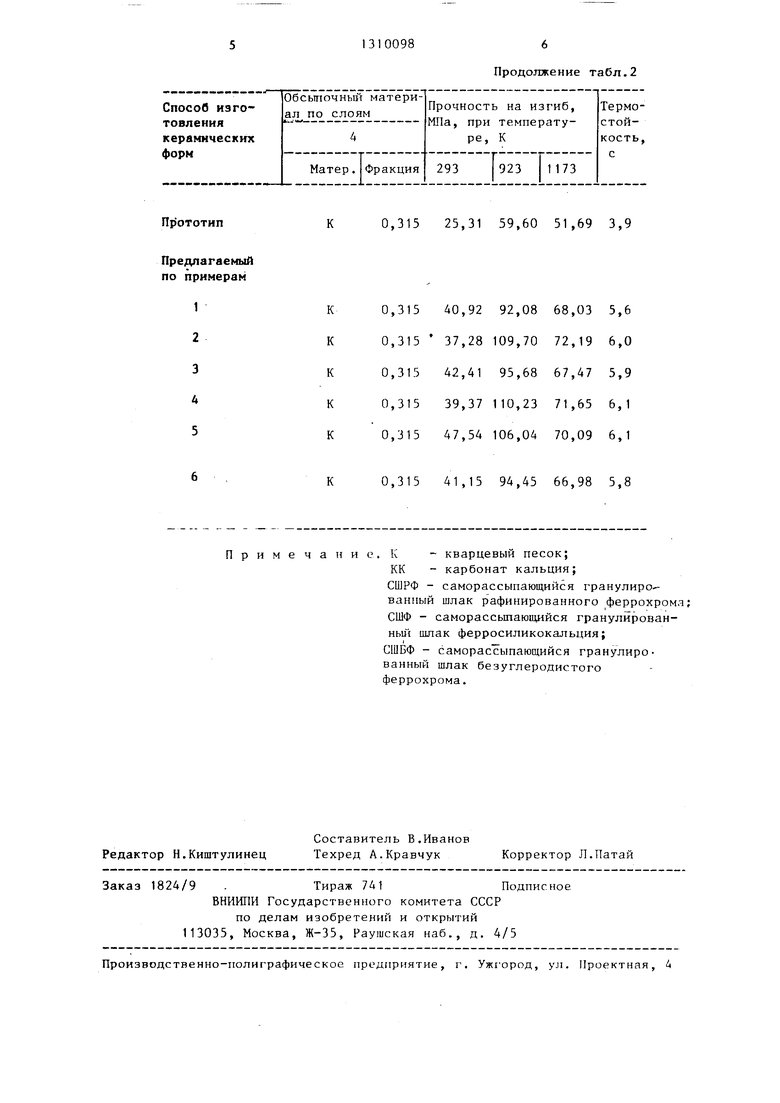
В табл.2 приведены результаты испытаний .
Анализ табл.2 показал, что в npeji- лага емом спосоГн, соглас но примерам
100982
1-6, прочность форм повышается при Т 923 К на 54,50-84,95%, при 1173 К на 29,58-39,66% при олновременном увеличении термостойкости на 43,595 56,41%.
Формы, изготовленные пэ предлагаемому способу, нагревают до температуры прокаливания 900-1000 с, прокаливают в течение 4 ч, при этом шпак, О используемый как обсыпочный материал промежуточных слоев, не изменяется. Полиморфное превращение происходит только при охлаждении щлака до температуры 600-700 С, при этом/3-CaSiO
15
30
20
25
переходит в J-CajSiO и гранулы шлака рассыпаются в порошок. Данное свойство шлака связано с его химическим составом, в частности с изменением свойств двухкальциевого силиката при нагреве и охлаждении. Для шлака,имеюСаОщего отношение -т--с 2, произвольное
Ь 1(J 2.
самоизмельчение при охлаждении вследствие полиморфных превращений двухкальциевого силиката является характерным свойством.
Перед заливкой металлом форма име- ет по сечению три зонь): облицовочную и опорную - опорно-жесткие, промежуточную - податливую, где происходит релаксация максимальных напряжений, возникающих при заливке металла в форму. Изготовление оболочковой формы для литья по выплавляемым мо35 делям с такой структурой ведет к повышению прочности и термостойкости при заливке металлом.
Реализация изобретения позволяет снизить брак отливок по растрескива40 нию форм, трудоемкость очистки отливок от керамики и cc 6tстоимость отлива. Формула изобретения
Способ изготовления форм при литье по выплавляем111м моделям, включающий послойное нанес:ение суспензии на модель, обсыпку первого слоя зернистым огнеупором, пос 1едую1цих слоев
сг зернистым материалг)м, деструктурирую- цимся при нагреве, о г л и ч а ю - Щ и и с я тем, что, с цсльн) повышения ггрочности и термсстойкосгти форм при заливке металлом, ii качестве де55
структурирующегося материала для промежуточных слоев форм1,г используют гра- нyJп poRaнны l шлак ферросп-чапного производства, СКЛОННЫ к силикатному распаду.
Прототип
0,315 КК : 0,315 КК
Предлагаемый по примерам
Таблица 1
Таблица 2
0,315
Способ изготовлениякepa mчecxиx форм
Прототип
Предлагаемый по примерам
Примечание
Редактор Н.Киштулинец
Составитель В.Иванов Техред А.Кравчук
Заказ 1824/9 .Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Продолжение табл.2
0,315 25,31 59,60 51,69 3,9
. К - кварцевый песок;
КК - карбонат кальция;
СШРФ - саморассыпающийся гранулиро-ваипый шлак рафинированного феррохрома;
СШФ - саморассыпающийся гранулированньй шлак ферросиликокальция; СШБФ - саморас сыпающийся гранулированный шлак безуглеродистого феррохрома.
Корректор ЛЛТатай

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной оболочковой формы по выплавляемым моделям | 1982 |
|
SU1136883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ДЛЯ ОТЛИВОК С УЗКИМИ РАЗВИТЫМИ ВНУТРЕННИМИ ПОЛОСТЯМИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2277452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2375144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314891C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
Изобретение относится к области литейного производства, в частности к способам изготовления форм при литье по выплавленным моделям. Цель изобретения - повышение прочности и термостойкости форм при заливке металлом. Это достигается тем, что на блок моделей наносят послойные покрытия, обсыпаемые различными материалами. Первый и последний слои обсыпают зернистым огнеупором, промежуточные слои - гранулированным шлаком ферросплавного производства.Промежуточные слои после прокаливания формы и охлаждения их до 600-700 С перед заливкой металла деструктури- руются из-за перехода / -Ca2Si04 шлака BJf-Ca SiO с рассыпанием гранул шлака в порошок. Форма перед заливкой имеет три зоны: облицовочную и опорную - опорно-жесткие и промежуточную - податливую. 2 табл. § (Л со сх
| Совершенствование технологических процессов в литейном производстве | |||
| Сборник Ярославль, 1983, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Способ получения литья в оболочковых формах по выплавляемым моделям | 1981 |
|
SU1002084A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
