113
Изобретение относится к литейному производству и может быть использовано при центробежном литье.
Цель изобретения - повышение долговечности и работоспособности изЛОЖНИПДз.
Поставленная цель достигается тем, что 13 изложнице, состоящей из металлической формы (кокиля) и жестко закрепленных на ней бандажах, кокиль и бандажи выполнены 1гз материалов с раз- величинами коэффициентов теплового расширения, причем величина коэффициента теплового расширения материала бандажа od, находится в следующем соотношении с величиной коэффициента теплового расширения материала кокиля а.
(Xi
hi
3,26-2,13 . -- .6,46+1,08 г- , (и hj 0.h
где h , и h - толщина бандажа и кокиля причем h, - наименьшая из этих величин, h2 наибольиияя .
Жесткая связь кокиля и бандажа между собой выполнена таким образом, что обеспечивает при комнатной температуре в месте связи наличие растягивающих напряжений в стенке формы, равных 0,0-0,3 от предела текучести материала кокиля.
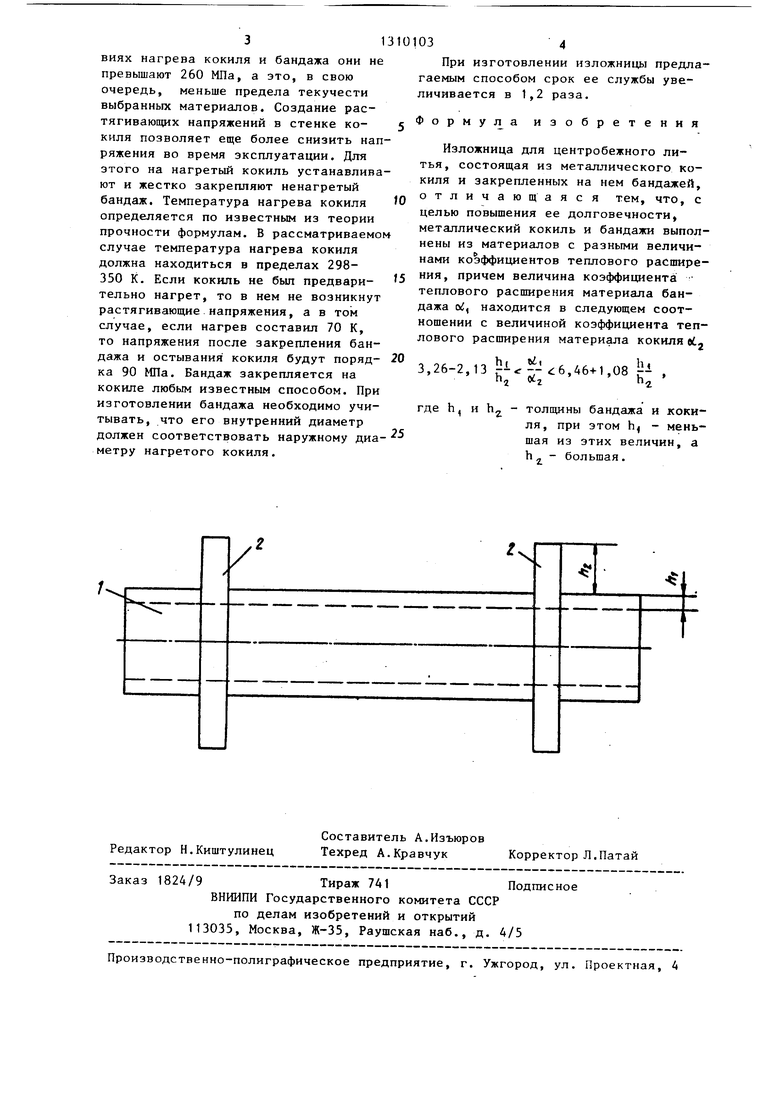
На чертеже показана предлагаемая изложница.
Изложница имеет металлический кокиль I и закрепленные на нем банда- жл 2 (количество бандажей может быть различным). Материал кокиля и бандажей выбирается так, чтобы выпо;1нялос соотношение (1), В случае, если об, о глиЧ бтся от предлагаемого, т напряжения в стенке кокиля или в стенке бандажа, возникающие за счет теплового расширения в процессе литья, превышают предел текучести материала формы, что приводит к ее короблению и быстрому выходу из строя. В соотношении (1,) h( всегда меньше h потому, что необходимо учитывать только максимальные напряжения, которые возникают н более тонком из двух сечений. Так, например, если толщина стенки кокиля меньше высоты бандажа, то в кокиле возникают более высокие напряже1П1я и расчеты по выбору материалов необходимо проводить, используя их. Определение в формуле (1) величин h, и Ь„ не к определенным частям изложницы (форме или бандажу)
10103
5
0
5
0
5
0
5
0
5
а наложение условия h i h придает формуле (1) универсальность. Формула (О позволяет учитывать напряжения, возникающие в стенках кокиля и бандажей при наиболее неблагоприятном их нагреве, т.е. максимально высоком нагреве кокиля и минимальном нагреве бандажей.
Бандажи жестко связаны с кокилем таким образом, что в стенке кокиля при комнатной температуре испытывают растягивающие напряжения, равные 0,0-0,3 от величины предела текучести материала кокиля. Эти напряжения создаются путем установки и закрепления бандажа на предварительно нагретом кокиле. Наличие растягивающих напряжений необходимо для частичной компенсации сжимающих напряжений,возникающих в стенке кокиля при нагревании ее в процессе литья. Увеличение растягивающих напряжений больше 0,3 от предела текучести материала кокиля нежелательно, так как при этом они превышают усталостную прочность материала, что приводит к быстрому выходу ее из строя.
Пример. Для производства толстостенных трубных заготовок диаметром 350 мм необходимо изготовить изложницу. Исходя из требований прочности и надежности, кокиль выполняется из стали 25 с толщиной стенки 50 мм. В соответствии с конструкцией центробежной машины толщина бандажа не должна превышать 50 мм. Величина нагрева бандажа на основании опыта спрейерного охлаждения изложницы в процессе литья принимается 343 К,т.е. на 50 К выше комнатной температуры. Коэффициент линейного расширения стали 25 . равен 12-10 . Таким образом, h I 50 мм, h 50 мм.Согласно формуле (1) отношение , / 0. должно находиться в пределах 1,13- 7,54. Сталь 25, из которой выполнен кокиль, имеет коэффициент линейного расширения 1240 , поэтому коэффициент линейного расширения бандажа должен быть в пределах (16-90) х10 град . Этому условию удовлетворяет выпускаемая промышленностью сталь 08Х18Н10Т, имеющая коэффициент линейного расширения, равный 18 -10 град . Расчет напряжений, возникающих в стенке такой изложницы в процессе литья, показывает, что даже при самых неблагоприятных уело31
ВИЯХ нагрева кокиля и бандажа они не превышают 260 МПа, а это, в свою очередь, меньше предела текучести выбранных материалов. Создание растягивающих напряжений в стенке ко- киля позволяет еще более снизить напряжения во время эксплуатации. Для этого на нагретый кокиль устанавливают и жестко закрепляют ненагретый бандаж. Температура нагрева кокиля определяется по известным из теории прочности формулам. В рассматриваемо случае температура нагрева кокиля должна находиться в пределах 298- 350 К. Если кокиль не был предварительно нагрет, то в нем не возникнут растягивающие.напряжения, а в том случае, если нагрев составил 70 К, то напряжения после закрепления бандажа и остывания кокиля будут порядка 90 МПа. Бандаж закрепляется на кокиле любым известным способом. При изготовлении бандажа необходимо учитывать, что его внутренний диаметр должен соответствовать наружному диа метру нагретого кокиля.
,
/
Редактор Н.Киштулинец
Составитель А.Изъюров Техред А.Кравчук
Заказ 1824/9Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
1034
При изготовлении изложницы предлагаемым способом срок ее службы увеличивается в 1,2 раза.
Формул а изобретения
Изложница для центробежного литья, состоящая из металлического кокиля и закрепленных на нем бандажей, отличающаяся тем, что, с целью повышения ее долговечности, металлический кокиль и бандажи выполнены из материалов с разными величинами коэффициентов теплового расшире- ния, причем величина коэффициента теплового расширения материала бандажа oi5, находится в следующем соотношении с величиной коэффициента теплового расширения материала кокиля edj
5 О
20
25
i.
3,26-2,13 ,46+1,08 Р ,
Пя Ot-JП/5
где h. и h,
толщины бандажа и кокиля, при этом h| - меньшая из этих величин, а h 2 - большая .
Корректор Л.Патай
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ И ВКЛАДЫШ ДЛЯ КОКИЛЯ | 2006 |
|
RU2412779C2 |
| Способ изготовления кристаллизаторов для машин непрерывного литья | 1976 |
|
SU558749A1 |
| Изложница для центробежного литья труб | 1990 |
|
SU1734936A1 |
| КОМПОЗИТНЫЙ ФУНКЦИОНАЛЬНЫЙ МАТЕРИАЛ | 2008 |
|
RU2381903C2 |
| ПРОТИВОПРИГАРНОЕ И ТЕПЛОИЗОЛЯЦИОННОЕ ПОКРЫТИЕ ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2011 |
|
RU2453391C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ С РАЗЛИЧНЫМИ КОЭФФИЦИЕНТАМИ ТЕПЛОВОГО РАСШИРЕНИЯ | 1997 |
|
RU2123622C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2111084C1 |
| Изложница для слитков | 1977 |
|
SU689778A1 |
Изобретение позволяет повысить долговечность и работоспособность изложниц за счет выполнения кокиля и бандажа из разных.материалов, у которых отношение коэффициентов теплового расширения ot, и с. соответственно находится в следующем соотношении с толщинами бандажа и кокиля h и h. (h ( - наименьшая из этих величин, а h - наибольшая):(3,26- 2,13) h,/h2(.i,(6,46-1,08)h,/h2, причем жесткая связь бандажа с кокилем выполнена таким образом, что обеспечивает при комнатной температуре в зоне их соединения наличие растягивающих напряжений в стенки кокиля, равных 0,0-0,3 от предела текучести материала кокиля. Этим дости- Q гается уменьшение термических напряжений в процессе эксплуатации изложницы. 1 ил. 1 S (Л
| Иванов В.Г | |||
| и др | |||
| Стальные формы для центробежного литья | |||
| М., 1964, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
