(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья | 1980 |
|
SU904881A1 |
| Машина для центробежного литья | 1978 |
|
SU749554A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU738757A1 |
| Двухслойный прокатный валок | 1991 |
|
SU1780890A1 |
| Форма для центробежного литья раструбных труб | 1981 |
|
SU986584A1 |
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2753927C1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
Изобретение относится к литейному производству и используется при центробежном литье чугунных труб, на наружной поверхности которых на равном расстоянии друг от друга выполнены продольные и поперечные пазы. Продольные пазы имеют переменную глубину, при этом глубина паза последовательно уменьшается от одного конца изложницы к другому и в каждом поперечном сечении определяется выражением: Si К д 0,0011ь где Si - глубина паза в рассматриваемом i-м сечении, мм; д - толщина стенки корпуса, мм; d - расстояние от торца корпуса, где глубина паза максимальна до рассматриваемого i-ro поперечного сечения, мм; К - числовой коэффициент, равный 0,4-0,6. Количество выполненных продольных и поперечных пазов составляет 2-4 и 5-7 соответственно. 1 ил.
Изобретение относится к литейному производству и может быть использовано при центробежном литье чугунных и стальных труб.
Известна изложница для центробежного литья труб, выполненная в виде стального цилиндра.
Недостатком этой изложницы является низкая эксплуатационная стойкость. Это обусловлено тем, что в стенке изложницы возникают высокие знакопеременные осевые и тангенциальные термические напряжения, что вызывает быстрое растрескивание ее рабочей поверхности вследствие усталости металла.
Целью изобретения является повышение эксплуатационной стойкости изложницы за счет снижения осевых и тангенциальных напряжений.
Сущность изобретения заключается в том, что на наружной поверхности цилиндрического корпуса изложницы выполнены равномерно расположенные продольные и поперечные пазы, количество которых 2-4 и 5-7 соответственно, причем глубина продольных пазов последовательно уменьшается от одного конца к другому по следующей зависимости;
Si (0,4-0,6) д-0,0011,, где Si - глубина паза в рассматриваемом сечении, мм;
д - толщина стенки корпуса изложницы, мм;
li - расстояние от торца изложницы, где глубина паза максимальна, до рассматриваемого сечения, мм.
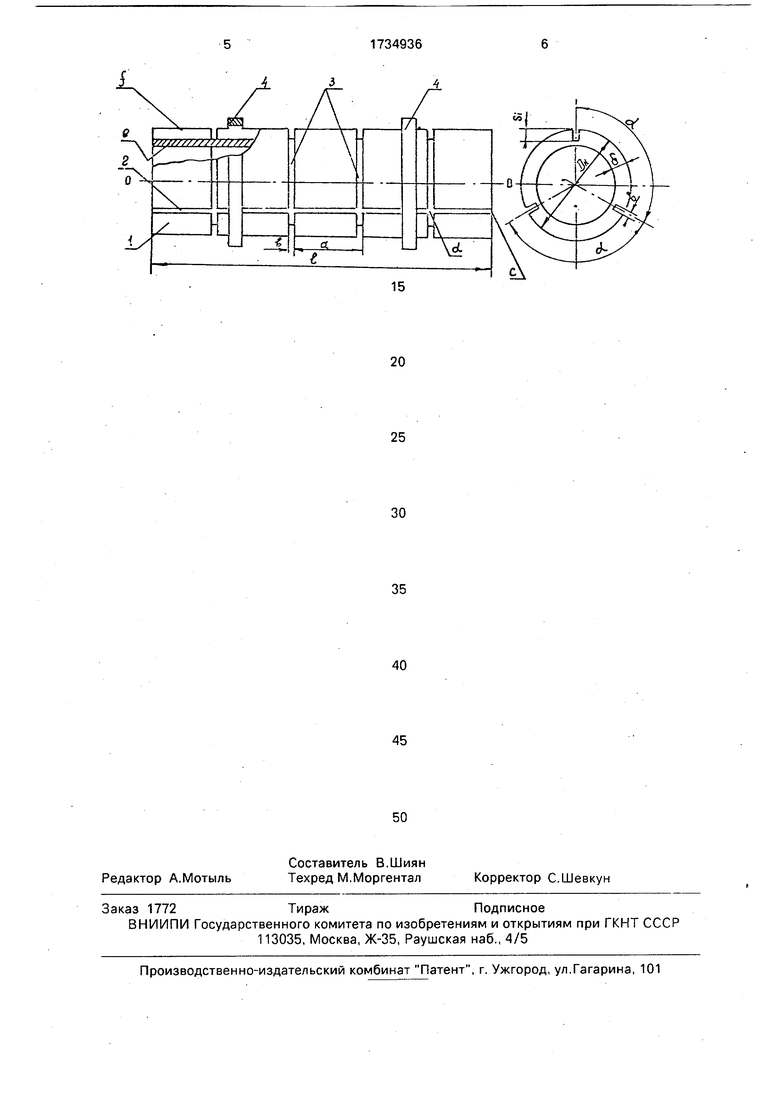
На чертеже изображена предлагаемая изложница для центробежного литья труб
vi
00 N
ю
со о
Изложница состоит из корпуса 1 с выполненными на его наружной поверхности f продольными 2 и поперечными 3 пазами (пазы одного вида расположены на равном расстоянии друг от друга, а именно: поперечные 3 на расстоянии а, продольные 2 на расстоянии а). Продольные пазы 2 имеют свободный выход на торцах изложницы в местах С, а поперечные пазы 3 выполнены по периметру изложницы. Глубина Si поперечных пазов 3 должна быть равна глубине Si продольных пазов 2 в местах их пересечения. При этом глубина продольного паза изменяется в зависимости от места расположения ее на изложнице по формуле Sj К 6 - 0,001 i. Максимальная же глубина Si пазов на торце изложницы (со стороны заливки металла, т.е. начальная) составляет 0,4-0,6 толщины стенки корпуса д и определяется коэффициентом К.
Ширина пазов не лимитируется. Пазы могут быть прямоугольного или трапецеидального сечения с плавным переходом от боковых поверхностей к донной поверхности.
Сборку изложницы производят следующим образом.
На корпусе 1 изложницы с выполненными на расстоянии а л а пазами 2 и 3 расчетной глубины Sj имеются посадочные пояса (не показаны) под бандажи 4. На холодный корпус 1 изложницы свободно насаживаются бандажи 4, предварительно нагретые до 180-230° С, и фиксируются на посадочных поясах. После охлаждения до комнатной температуры обеспечивается надежное сцепление бандажей 4 с корпусом 1 по прессовой посадке. Собранная изложница устанавливается на опорные ролики (не показано) центробежной труболитейной машины. С одного конца в изложницу устанавливается поддон со стержнем для образования раструба при литье чугунных труб, а с другого конца - запорный стакан для формирования торца трубы. После этого изложница готова к работе.
При литье чугунных раструбных труб, , когда изложница перемещается относительно заливочного желоба, масса металла, приходящаяся на единицу площади формы, в раструбной части в несколько раз больше, чем в ствольной части. Для выравнивания температурных напряжений на участках
формы с разной тепловой нагрузкой пазы выполнены переменной глубины с максимальным ее значением со стороны раструба и с минимальным на противоположном конце.
При литье безраструбных (цилиндрических) труб заливка производится через неподвижную заливочную воронку с носком без относительного продольного перемещения изложницы. В этом случае струя металла попадает на сравнительно короткий участок формы с одной ее стороны, и под действием центробежных сил металл растекается по всей форме. В месте падения
струи металла форма разогревается в наибольшей степени. По мере продвижения потока металла к противоположному концу изложницы температура его снижается и разогрев изложниц ослабевает. Для выравнивания термических напряжений по длине формы и в этом случае пазы имеют максимальную глубину в том конце изложницы, откуда начинается заливка.
Выполненные на корпусе 1 продольные
2 и поперечные 3 пазы при указанных параметрах их нанесения снижают уровень термических напряжений до значений ниже предела текучести.
По сравнению с известной изложницей
в виде цилиндра без пазов происходит увеличение эксплуатационной стойкости предложенной изложницы в 1,95-2,05 раза (или с 1420 отливок до 2780-2930).
Формула изобретения
Изложница для центробежного литья труб, содержащая корпус в виде цилиндра, отличающаяся тем, что, с целью повышения эксплуатационной стойкости за счет снижения осевых и тангенциальных напряжений, на наружной поверхности корпуса выполнены равномерно расположенные продольные и поперечные пазы, количество которых 2-4 и 5-7 соответственно, причем глубина продольных пазов последовательно уменьшается от одного конца к другому по зависимости
Si (0,4-0,6) (5-0,001 h. где Si - глубина паза в рассматриваемом сечении, мм;
д - толщина стенки корпуса, мм;
li - расстояние от торца корпуса, где глубина паза максимальна, до рассматриваемого сечения, мм.
&
| Юдин С.Б | |||
| и др | |||
| Центробежное литье | |||
| - М.: Машиностроение, 1972, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
