Изобретение относится к комбинированной режуще-деформирующей обработке наружных цилиндрических поверхностей.
Целью изобретения является повышение качества поточной обработки за счет отрыва друг от друга торцов обрабатываемых деталей.
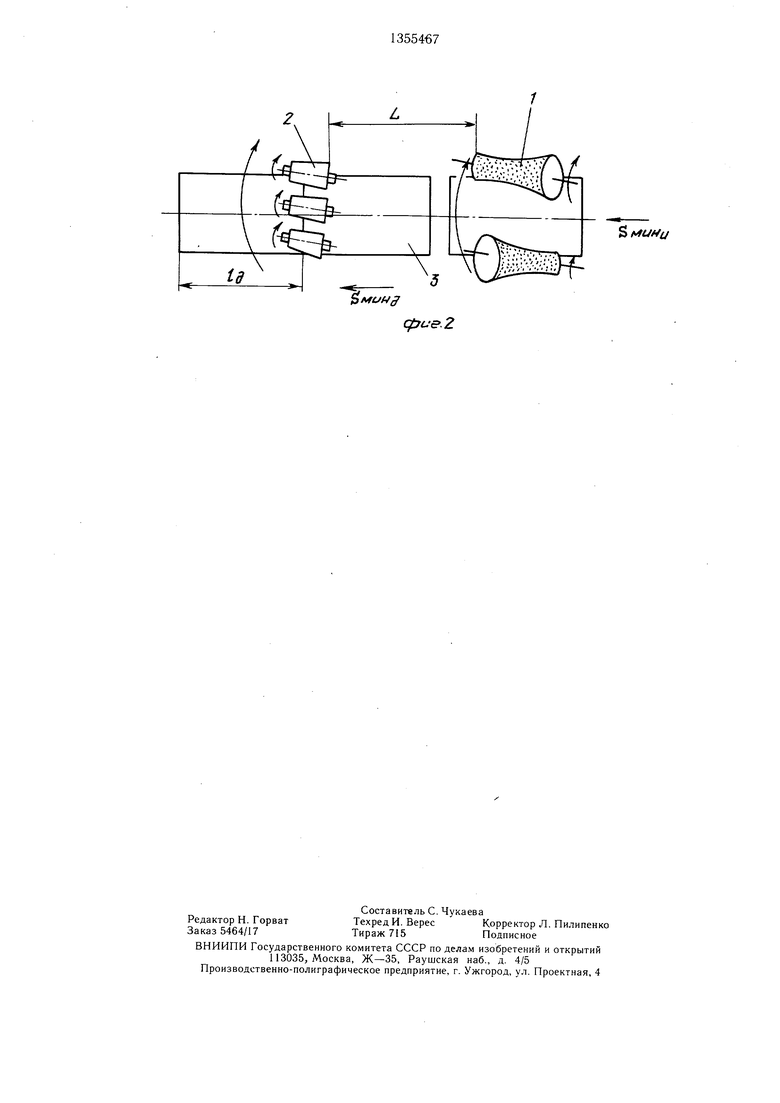
На фиг. 1 изображена схема осуществления способа обработки с принудительной подачей при обработке иглофрезами; на фиг. 2 - схема осуществления способа обработки с самоподачей при обработке иглофрезами.
Способ заключается в том, что игло- фрезы 1 и деформирующие элементы 2 устанавливают на расстоянии L, больщем длины IQ детали 3. Иглофрезам 1 сообщают вращение вокруг своей оси и планетарное движение вокруг детали 3 (фиг 1). При обработке с самоподачей иглофрезы 1 вращаются вокруг своей оси и приводят во вращение деталь 3. Деформирующим элементам 2 сообщают планетарное движение вокруг детали 3. За счет контакта деформирующих элементов 2 с деталью 3 им сообщается вращение вокруг своей оси. Деформирующие элементы 2 устанавливают под углом к оси детали 3.
Деталь 3 подается в зону иглофрез 1 с помощью подающего устройства (не показано) с минутной подачей 5мин„ (фиг. I). При самоподаче (фиг. 2) иглофрезы 1 выполняют гиперболоидной формы и их оси устанавливают под углом к оси детали 3 и под углом друг к другу. После обработки иглофрезами 1 детали потоком двигаются с той же подачей 5тн„ до захвата ее деформирующими элементами 2, которые в результате установки их под углом к оси детали 3 производят самоподачу детали 3 с минутной подачей Змин. Так. как минутная подача при обкатывании деформирующими элементами 2 Змннд больще в 1,01 -1,2 раза минутной подачи при обработке иглофрезами 1 5мин„, то обеспечивается отрыв детали 3, обрабатываемой деформирующими элементами 2, от детали, обрабатываемой иглофрезами 1, чем исключается влияние колебаний минутных подач на качество и надежность обработки.
Пример. Производят обработку детали диаметром 16 мм и длиной 200 мм. Для обработки применяются две цилиндрические иглофрезы диаметром 150 мм и щириной
0 рабочей части 40 мм. В качестве деформирующих элементов используются три ролика, установленных з сепараторе под углом 1°30 к оси детали. Ролики опираются на нажимной конус. Расстояние между иглофрезами и роликами 220 мм. Минут ная подача детали при обработке иглофрезами 1,6 м/мин, при обработке деформирующими элементами - 1,8 м/мин.
Использование предложенного технического рещения позволяет повысить качестQ во обработки и надежность осуществления способа за счет исключения взаимного влияния колебаний минутных подач совмещенных процессов иглофрезерования и обкатки.
25
Формула изобретения
5
Способ комбинированной обработки, при котором осуществляют срезание припуска иглофрезами и последующее поверхностное пластическое деформирование прямоли- 0 нейно пере.мещающейся детали деформирующими элементами, отличающийся тем, что, с целью повыщения качества поточной обработки за счет друг от друга торцов обрабатываемых деталей, обработку последних пластическим деформированием осуществляют после окончания процесса резания со скоростью перемещения обрабатываемой детали, равной 1,01 -1,2 скорости перемещения детали в процессе резания.
минд
.Z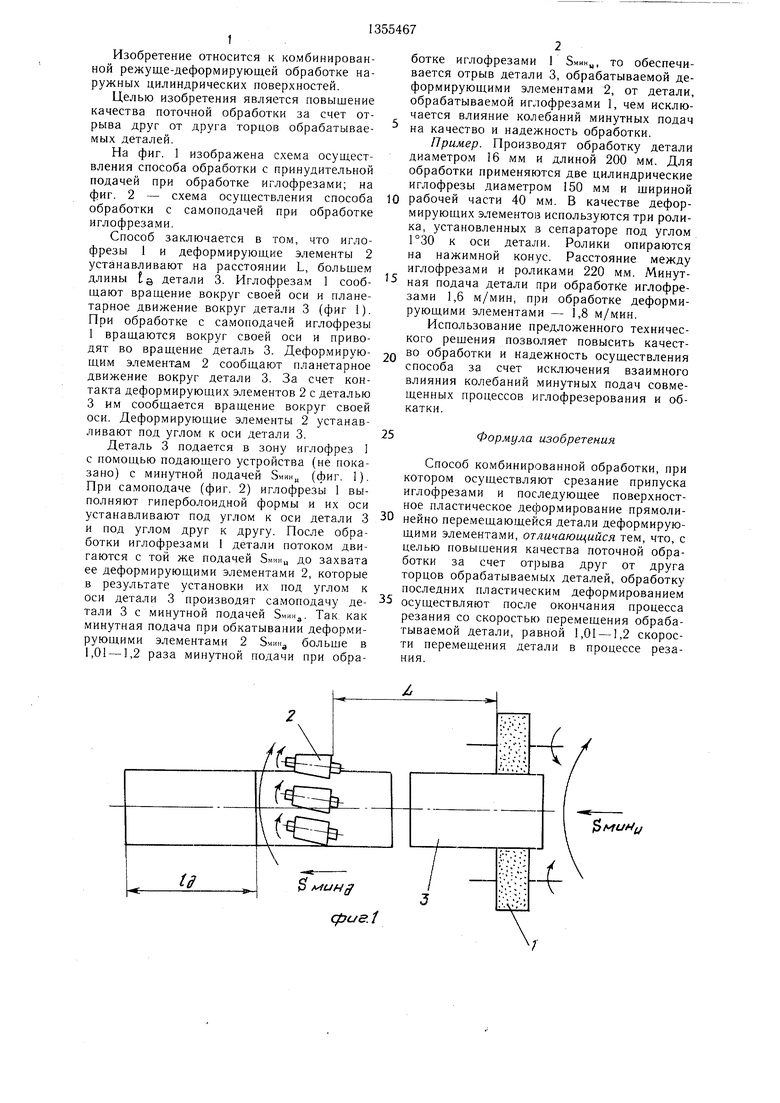
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| Способ совмещенной обработки иглофрезерованием и обкаткой | 1985 |
|
SU1310182A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2128574C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ ГАЛТЕЛЕЙ КОЛЕНЧАТЫХ ВАЛОВ | 1968 |
|
SU210690A1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| Устройство для обкатывания наружных сферических поверхностей | 1972 |
|
SU462708A2 |
Изобретение относится к комбинированной режуще-деформирующей обработке и может быть использовано при обработке иглофрезами цилиндрических деталей. Цель изобретения - повыщение качества обработки и надежности за счет исключения взаимного влияния колебаний минутных подач совмещенных процессов обработки. Детали сообщают движение подачи и обрабатывают иглофрезами, а затем обкатывают деформирующими элементами с самоподачей. При этом иглофрезы и деформирующие элементы устанавливают на расстоянии, большем длины детали. Минутную подачу цри обкатывании деформирующими элементами принимают больще в 1,0-1,2 раза минутной подачи при обработке иглофрезами. Способ позволяет осуществлять поточную обработку за счет отрыва друг от друга торцов обрабатываемых деталей. 2 ил. со ел сд 4 о: i
| Устройство для совмещенной обработки резанием и обкаткой | 1984 |
|
SU1206071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
