1131
Изобретение относится к упаковыванию предметов прямоугольной или круглой формы в термоусадочную пленку с последующей термоусадкой и охлаждением.
Целью изобретения является повышение качества упаковывания.
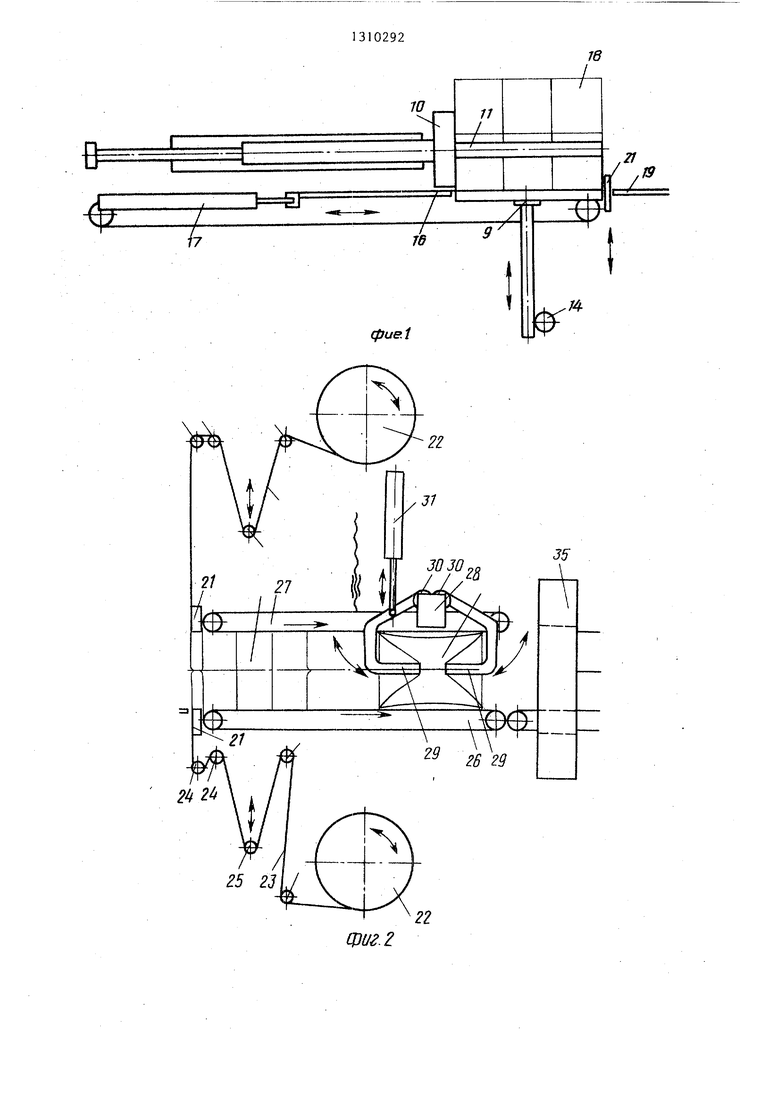
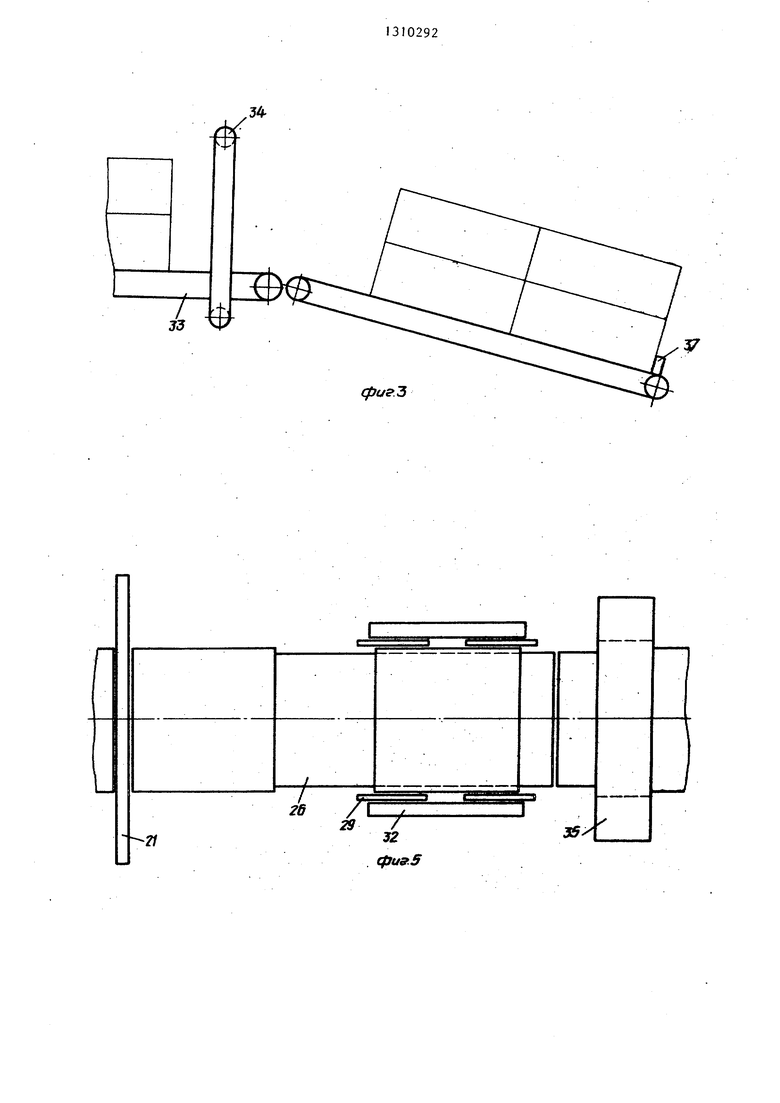
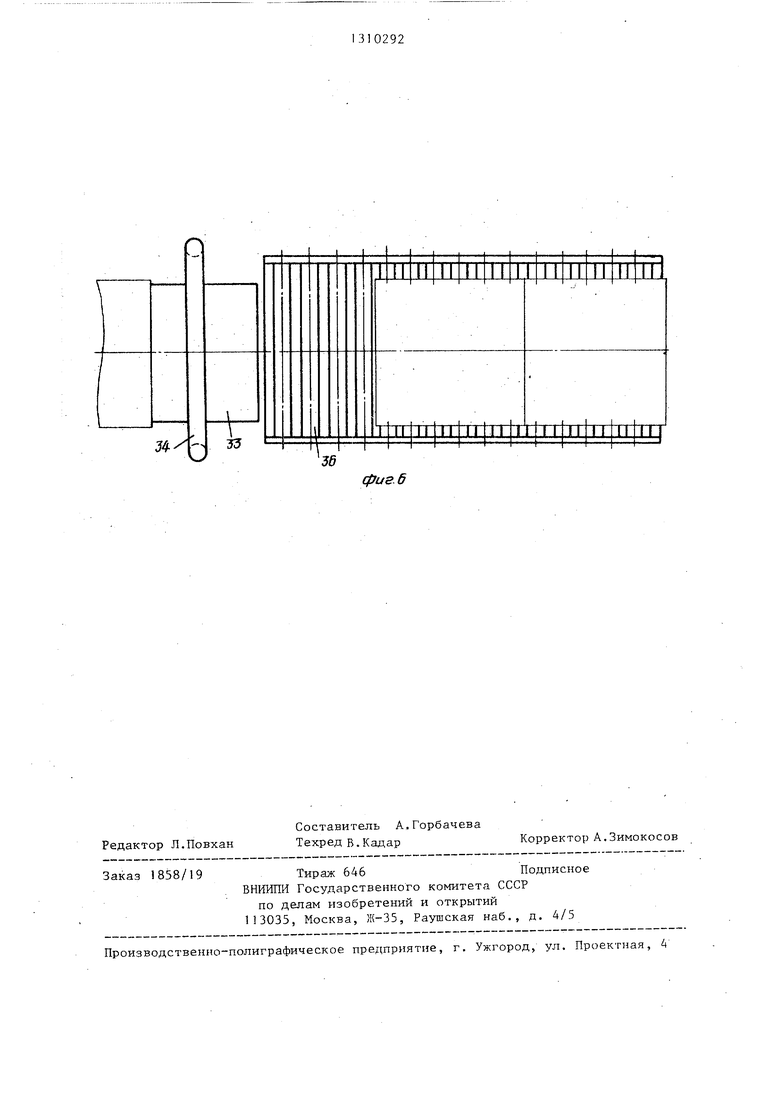
На фигЛ изображена установка для упаковывания группы предметов в термоусадочную пленку, вид сбоку на платформу для группирования предметов с толкателем группы предметов и штоками, служащими ограничителями; на фиг.2 - узел обандероливания, вид сбоку; на фиг.З - устройство для тер- моусадки и охлаждения, вид сбоку; на фиг.4 - то же, что на фиг.1, план; на фиг.5 - то же, что на фиг.2, план; на фиг.6 - то же, что на фиг.З, план.
Установка состоит из четырех основных блоков: устройства группирования и формования группы предметов, узла обандероливания, устройства термоусадки и охлаждения рольганга накопителя. 1
Устройство группирования и формования группы предметов состоит из подающего конвейера 1 с неподвижной боковой стенкой 2 и расположенной над лентой конвейера подвижной стенкой 3. В конце конвейера 1 расположен толкатель 4 с прикрепленным к нему отсека- телем 5. Он совершает возвратно-поступательное движение с помощью пневмопривода 6 для перемещения ряда предметов 7 прямоугольной или круглой формы по сигналу датчика 8, расположенного в конце конвейера 1, на платформу 9 для группирования предметов 7 в зону толкателя 10 группы предметов 7. На последнем размещены подпружиненные штоки 11, служащие ограничителями группы предметов 7 в момент перемещения направляющих 2, в которых они закреплены,, к узлу обандероливания. Штоки 1 перемещаются до упоров 13. Платформа 9 установлена с возможностью возвратно-поступательного перемещения в вертикальной плоскости с помощью привода 14 по сигналу датчика 15 и перекрывается при необходимости шибером 16 посредством пневмопривода 17. Группу предметов подают толкателем 10 с по- пневмопривода 18 через промежуточную площадку 19 и подвижную направляющую планку 20. Последняя
5
2922
имеет возможность совершать возвратно-поступательное движение.
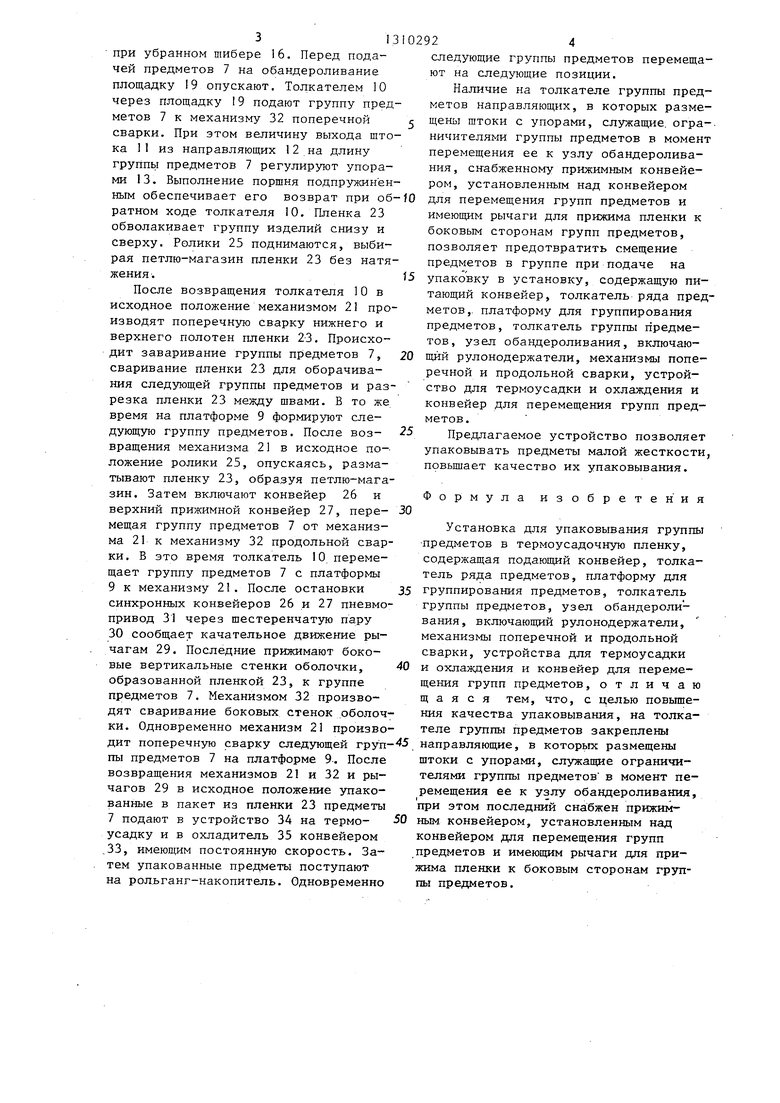
Узел обандероливания включает в себя механизм 21 поперечной сварки.
рулонодержатели 22 рулонов с терме- усадочной пленкой 23, направляющие ролики 24, служащие для выравнивания плецки 23, плавающие ролики 25, синхронно работающие от одного приво0 да (не показан), главный конвейер 26, служащий для перемещения групп предметов 7, и верхний прижимной конвейер 27, установленный над конвейером 26. Механизм 28 конвертообразования
5 узла обандероливания выполнен с Г- образными пластичными рычагами 29, совершающими колебательное движение через шестеренчатую пару 30 от пневмопривода 31 и служащими для прижима
0 пленки 23 к боковым сторонам группы предметов 7. Механизм 32 узла обандероливания обеспечивает боковую продольную сварку.
Устройство для термоусадки и охлаждения содержит конвейер 33 и закрепленное на нем термоусадочное устройство 34 с охладителем 35. Рольганг-накопитель включает рольганг 36 с упором 37..
30 При работе установки предметы 7 конвейером Г подают в зону толкателя 4. Когда ряд предметов 7 за счет своей инерции замыкает контакты датчика 8 конвейера I, пневмоиривод 6
35 толкателем 4 перемещает ряд предметов 7 на платформу 9. При этом отсе- катель отделяет группу предметов 7 от остальной массы. Затем толкатель 4 возвращается в исходное положение
40 для повторения цикла работы.
Для набора нескольких слоев предметов 7 платформу 9 после набора одного слоя предметов по сигналу датчи. ка 15 опускают на расстояние, равное сумме высоты слоя предметов 7 и толщины шибера 16, и на нем формируют следующий слой. После этого шибер 16 пневмоприводом 17 отодвигают и ранный спой опускают на слой, сформированный на платформе 9. Таким образом набирают необходимое количество слоев предметов 7. Затем платформа 9 приводом 14 поднимает предметы 7
f и подает их к узлу обандероливания. При упаковке предметов 7 в один слой формирование группы производят непосредственно на шибере 16 при опущенной платформе 9 или на последней
313
при убранном шибере 16. Перед подачей предметов 7 на обандероливание площадку 19 опускают. Толкателем 10 через площадку 19 подают группу предметов 7 к механизму 32 поперечной сварки. При этом величину выхода штока 11 из направляющих 12 на длину группы предметов 7 регулируют упорами 13. Выполнение поршня подпружиненным обеспечивает его возврат при обратном ходе толкателя 10. Пленка 23 обволакивает группу изделий снизу и сверху. Ролики 25 поднимаются, выбирая петлю-магазин пленки 23 без натяжения .
После возвращения толкателя 10 в исходное положение механизмом 21 производят поперечную сварку нижнего и верхнего полотен пленки 23. Происходит заваривание группы предметов 7, сваривание пленки 23 для оборачивания следующей группы предметов и разрезка пленки 23 между швами. В то же время на платформе 9 формируют следующую группу предметов. После возвращения механизма 21 в исходное по-- ложение ролики 25, опускаясь, разматывают пленку 23, образуя петлю-магазин. Затем включают конвейер 26 и верхний прижимной конвейер 27, перемещая группу предметов 7 от механизма 21 к механизму 32 продольной сварки. В это время толкатель 10 перемещает группу предметов 7 с платформы 9 к механизму 21. После остановки синхронных конвейеров 26 и 27 пневмопривод 31 через шестеренчатую пару 30 сообщает качательное движение рычагам 29. Последние прижимают боковые вертикальные стенки оболочки, образованной пленкой 23, к группе предметов 7. Механизмом 32 производят сваривание боковых стенок оболочки. Одновременно механизм 21 производит поперечную сварку следующей группы предметов 7 на платформе 9. После возвращения механизмов 21 и 32 к рычагов 29 в исходное положение упакованные в пакет из пленки 23 предметы 7 подают в устройство 34 на термоусадку и в охладитель 35 конвейером .33, имеющим постоянную скорость. Затем упакованные предметы поступают на рольганг-накопитель. Одновременно
24
следующие группы предметов перемещают на следующие позиции.
Наличие на толкателе группы предметов направляющих, в которых разме- щены штоки с упорами, служащие, огра-. ничителями группы предметов в момент перемещения ее к узлу обандеролива- ния, снабженному прижимным конвейером, установленным над конвейер.ом
для перемещения групп предметов и имеющим рычаги для прижима пленки к боковым сторонам групп предметов, позволяет предотвратить смещение предметов в группе при подаче на
упаковку в установку, содержащую питающий конвейер, толкатель ряда предметов,, платформу для группирования предметов, толкатель группы предметов, узел обандероливания, включающий рулонодержатели, механизмы поперечной и продольной сварки, устройство для термоусадки и охлаждения и конвейер для перемещения групп предметов.
Предлагаемое устройство позволяет упаковывать предметы малой жесткости, повьшает качество их упаковывания.
Формула изобретения
30
Установка для упаковывания группы -предметов в термоусадочную пленку, содержащая подающий конвейер, толкатель ряда предметов, платформу для
группирования предметов, толкатель группы предметов, узел обандероливания, включающий рулонодержатели, механизмы поперечной и продольной сварки, устройства для термоусадки
и охлаждения и конвейер для перемещения групп предметов, отличаю щ а я с я тем, что, с целью повьше- ния качества упаковывания, на толкателе группы предметов закреплены
направляющие, в которых размещены штоки с упорами, служащие ограничителями группы предметов в момент перемещения ее к узлу обандероливания, при этом последний снабжен прижимным конвейером, установленным над конвейером для перемещения групп предметов и имеющим рычаги для приима пленки к боковым сторонам группы предметов.
242
25 23
фиг. г
Cpus. S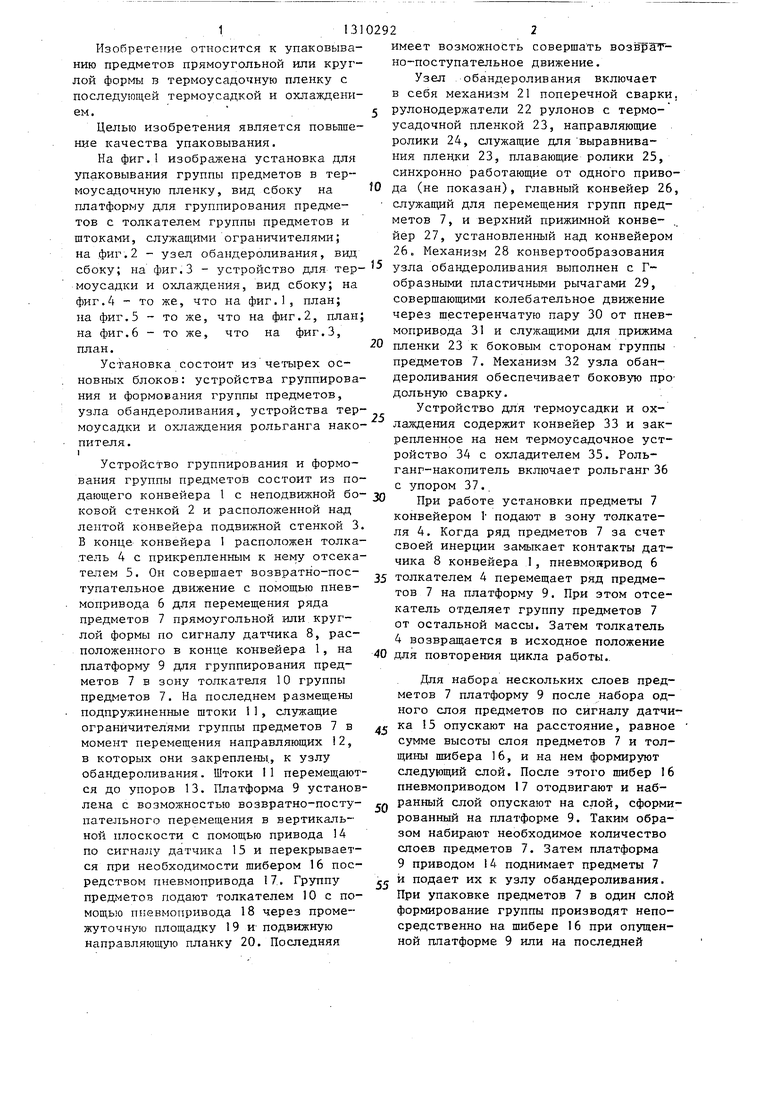
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания бесподдонного штабеля штучных предметов | 1987 |
|
SU1409522A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для групповой упаковки предметов в пленочную оболочку | 1990 |
|
SU1757960A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов и устройство для его осуществления | 1986 |
|
SU1423452A1 |
| СПОСОБ БЕСПОДДОННОГО УПАКОВЫВАНИЯ ПРЕДМЕТОВ | 1991 |
|
RU2067544C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО УПАКОВЫВАНИЯ БУТЫЛОК | 1998 |
|
RU2143385C1 |
| Устройство для упаковывания изделий в пленку | 1986 |
|
SU1369990A1 |
Изобретение относится к области упаковывания предметов круглой или прямоугольной формы и направлено на повьшение качества упаковывания. Толкатель 4 перемещает ряд предметов 7 с подающего конвейера 1 на платформу для группирования. Толкатель 10 подает группу предметов 7 к узлу обанде- роливания. На другом толкателе 10 закреплены направляющие 12, в которых размещены штоки 11с упорами 13 для ограничения группы предметов 7 в момент перемещения ее к узлу обан- дероливания. Конвейер с верхним при- - жимным конвейером перемещает группы предметов 7 между механизмами продольной и поперечной сварки. Рычаги конвейера прижимают пленку к боковым сторонам группы предметов 7. Затем предметы 7 поступают в устройство для термоусадки и охлаждения. 6 ил. с (Л гз э X) фие.
-i
/ I / 2 /
52 фи9
-21
/ /
52 фи9.5
3t5
Редактор Л.Повхан
Составитель А.Горбачева Техред В.Кадар
Заказ 1858/19
Тираж 646Подписное
ВНГОШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Х{-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 6
Корректор А.Зимокосов
| Устройство для растаривания мешков с сыпучим материалом | 1980 |
|
SU973423A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
