Изобретение относится к области упаковки и может быть использовано при автоматизации процессов упаковки в пищевой, химической, химико- фармацевтической и других отраслях.
Известно устройство для укладки банок с прокладками в тару, содержащее накопитель для банок, расположен- ный под ним магазин для группирова- зня банок и кассету для прокладок, у тановленную подвижно для захода в магазин и состоящую из вертикальных параллельных пластин
Недостаток указанного устройства отсутствие возможности укладки упа- ковочного листа.
Известна машина для упаковки сгруп-и пированных в блоки мелких упаковЪк, имеющая питающий конвейер, комплекте- вочный столик, магазин с листовыми заготовками и средства для поштучного отбора листовых заготовок, толкатель
Данная машина характеризуется от- сутствием возможности укладки упаковочного листа
Наиболее близким к изобретению является устройство для упаковки групп предметов в пленку, содержащее меха- ним группирования, толкатель, обандероливающий механизм и механизм подачи упаковочного листа, смонтированный на корпусе над механизмом группирования и выполненный в виде неподвиж- ной кассеты с упаковочными листами, периодически взаимодействующими с присоской на штоке пневмоцилиндра, смонтированного на механизме перемещения от кассеты в зону группирования пред- метов.
Однако известное устройство характеризуется плохим качеством упаковки.
Цель изобретения - повышение качества упаковывания
Указанная цель достигается тем, чт механизм подачи упаковочного листа дополнительно включает нагреватель и смонтированный на корпусе упругий упо
5
0
j
0 5 0
5
для взаимодействия с нагревателем Нагреватель укреплен на штоке пневмоцилиндра рядом с вакуумной присоской
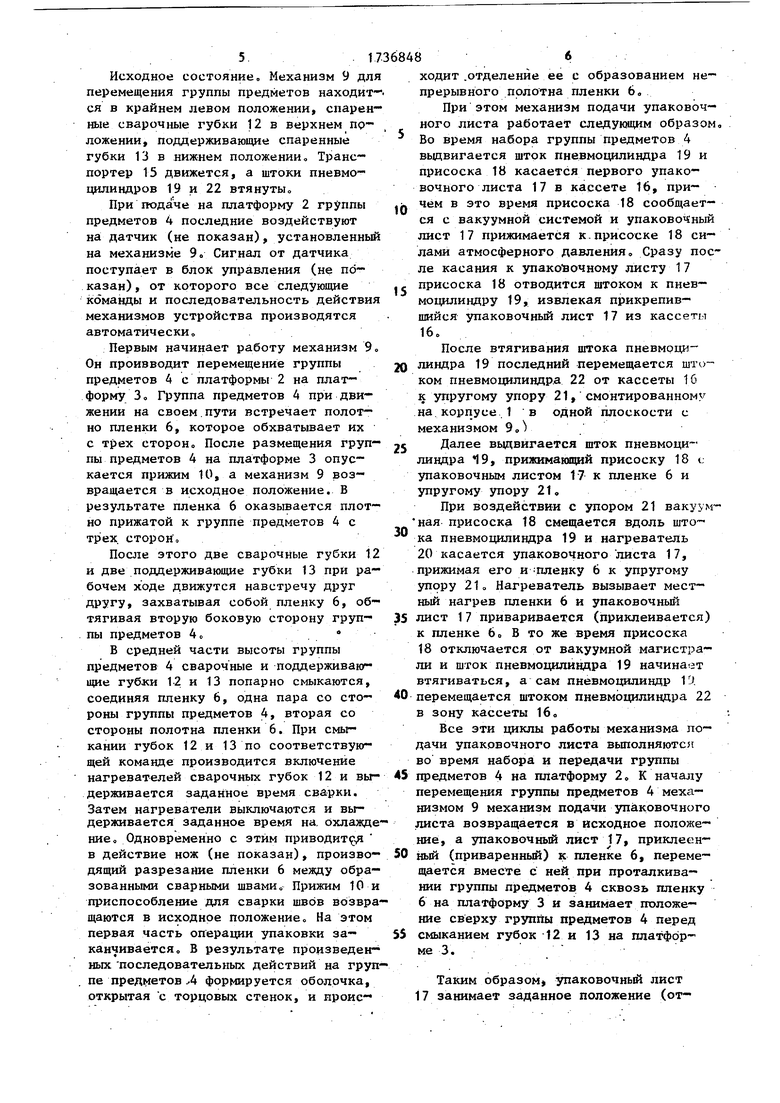
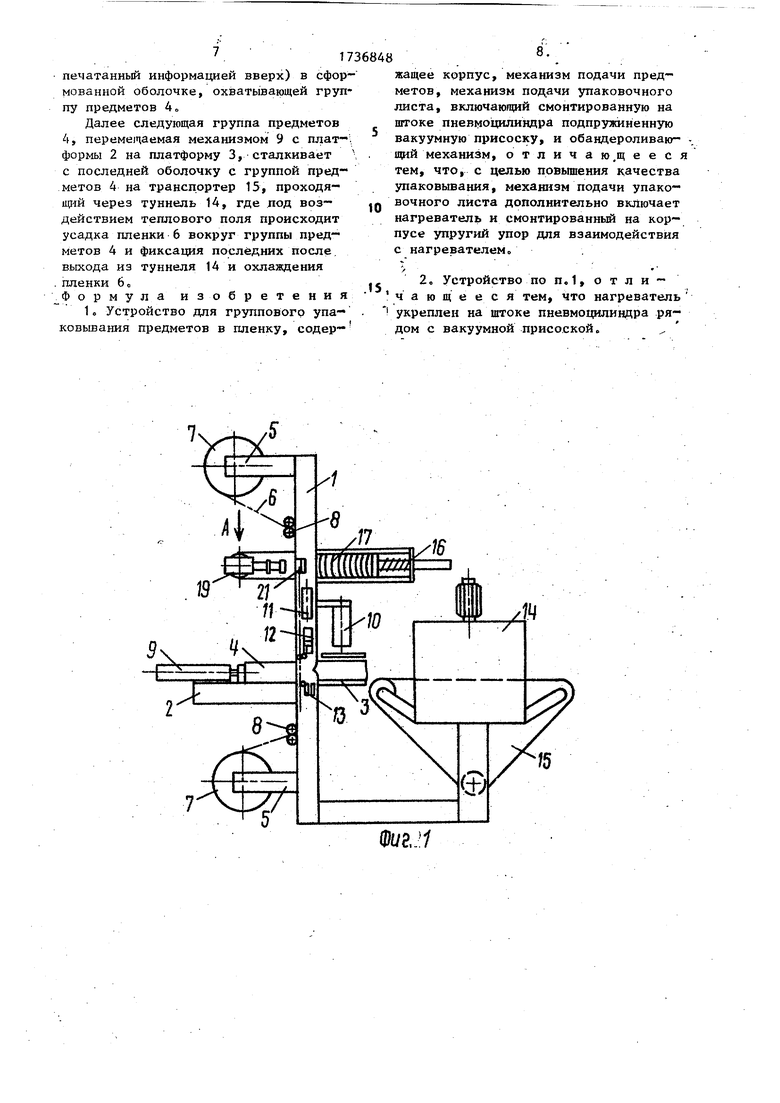
На фиг о 1 изображено устройство для группового упаковывания предметов в пленку, вид сбоку; на фиг.2 - то же вид сверху; на фиг 3-вид А на фиг„1
Устройство для группового упаковывания предметов в пленку содержит корпус 1, на котором смонтированы две платформы 2 и 3 для группы предметов 4, приспособление 5 для поддержания пленки 6 в вертикальном положении между платформами 2 и 3, состоящее из рулонодержателей 7 и системы роликов 8, механизм 9 для перемещения группы предметов 4 с платформы 2, прижим 10, приспособление для сварки пленки, состоящее из привода 11, спаренных сварочных губок 12 с установленным между ними разрезным ножом (не показан) и поддерживающих губок 13, кинематически связанных с губками 12,
На корпусе 1 установлены также термоусадочный туннель 14 и транспортер 15, проходящий сквозь туннель 14, а также механизм подачи упаковочного листа, выполненный в виде неподвижной кассеты 16 с упаковочными листами 17, смонтированной на корпусе 1 и периодически взаимодействующей с вакуумной присос- Кой 18 на штоке пневмоцилиндра 19,
. сообщающейся периодически с вакуумной магистралью (йе показана), На штоке пневмоцилиндра 19 смонтирован также нагреватель 20, периодически взаимодействующий через упаковочный лист 17 и пленку 6 с упругим упором 21, смонтированным на корпусе 1„ Пневмощшиндр 19 установлен на штоке пневмоцилиндра 22, перемещающего первый от кассеты 16 до упругого упора 21
Устройство для группового упаковывания предметов в пленку работает следующим образом.
Исходное состояние. Механизм 9 для перемещения группы предметов находит-, ся в крайнем левом положении, спаренные сварочные губки 12 в верхнем положении, поддерживающие спаренные губки 13 в нижнем положении. Транспортер 15 движется, а штоки пневмо- цилиндров 19 и 22 втянуты.
При подаче на платформу 2 группы предметов 4 последние воздействуют на датчик (не показан), установленный на механизме 9 Сигнал от датчика поступает в блок управления (не показан) , от которого все следующие команды и последовательность действия механизмов устройства производятся автоматически„
Первым начинает работу механизм 9. Он производит перемещение группы предметов 4 с платформы 2 на платформу 3, Группа предметов 4 при движении на своем пути встречает полотно пленки 6, которое обхватывает их с трех сторон После размещения группы предметов 4 на платформе 3 опускается прижим 10, а механизм 9 возвращается в исходное положение. В результате пленка 6 оказывается плотно прижатой к группе предметов 4 с трех сторон
После этого две сварочные губки 12 и две поддерживающие губки 13 при рабочем ходе движутся навстречу друг другу, захватывая собой пленку 6, обтягивая вторую боковую сторону группы предметов 4„
В средней части высоты группы предметов 4 сварочные и поддерживающие губки 12 и 13 попарно смыкаются, соединяя пленку 6, одна пара со стороны группы предметов 4, вторая со стороны полотна пленки 6. При смыкании губок 12 и 13 по соответствующей команде производится включение
10
15
ходит .отделение ее с образованием не прерывного полотна пленки 6.
При этом механизм подачи упаковоч ного листа работает следующим образо Во время набора группы предметов 4 выдвигается шток пневмоцилиндра 19 и присоска 18 касается первого упаковочного листа 17 в кассете 16, причем в это время присоска 18 сообщается с вакуумной системой и упаковочный лист 17 прижимается к присоске 18 силами атмосферного давления. Сразу по ле касания к упаковочному листу 17 присоска 18 отводится штоком к пнев- моцилиндру 19, извлекая прикрепившийся упаковочный лист 17 из кассетп 16,
После втягивания штока пневмоци20 линдра 19 последний перемещается штоком пневмоцилиндра 22 от кассеты 16 к упругому упору 21, смонтированном на корпусе 1 в одной плоскости с механизмом 9,
Далее выдвигается шток пневмоци- линдра 19, прижимающий присоску 18 i упаковочным листом 17 к пленке 6 и упругому упору 21 о
При воздействии с упором 21 вакуум ная присоска 18 смещается вдоль што-- ка пневмоцилиндра 19 и нагреватель 20 касается упаковочного листа 17, прижимая его и пленку 6 к упругому упору 21„ Нагреватель вызывает местный нагрев пленки 6 и упаковочный
35 лист 17 приваривается (приклеивается) к пленке 6„ В то же время присоска 18 отключается от вакуумной магистрали и шгок пневмоцилиндра 19 начинает втягиваться, а сам пневмоцилиндр 1)
40 перемещается штоком пневмоцилиндра 22 в зону кассеты 16,
Все эти циклы работы механизма ло- дачи упаковочного листа выполняют во время набора и передачи группы
25
30
нагревателей сварочных губок 12 и вы- 45 предметов 4 на платформу 2, К началу
0
5
ходит .отделение ее с образованием непрерывного полотна пленки 6.
При этом механизм подачи упаковочного листа работает следующим образом. Во время набора группы предметов 4 выдвигается шток пневмоцилиндра 19 и присоска 18 касается первого упаковочного листа 17 в кассете 16, причем в это время присоска 18 сообщается с вакуумной системой и упаковочный лист 17 прижимается к присоске 18 силами атмосферного давления. Сразу после касания к упаковочному листу 17 присоска 18 отводится штоком к пнев- моцилиндру 19, извлекая прикрепившийся упаковочный лист 17 из кассетп 16,
После втягивания штока пневмоци0 линдра 19 последний перемещается штоком пневмоцилиндра 22 от кассеты 16 к упругому упору 21, смонтированном на корпусе 1 в одной плоскости с механизмом 9,
Далее выдвигается шток пневмоци- линдра 19, прижимающий присоску 18 i упаковочным листом 17 к пленке 6 и упругому упору 21 о
При воздействии с упором 21 вакуумная присоска 18 смещается вдоль што-- ка пневмоцилиндра 19 и нагреватель 20 касается упаковочного листа 17, прижимая его и пленку 6 к упругому упору 21„ Нагреватель вызывает местный нагрев пленки 6 и упаковочный
5 лист 17 приваривается (приклеивается) к пленке 6„ В то же время присоска 18 отключается от вакуумной магистрали и шгок пневмоцилиндра 19 начинает втягиваться, а сам пневмоцилиндр 1)
0 перемещается штоком пневмоцилиндра 22 в зону кассеты 16,
Все эти циклы работы механизма ло- дачи упаковочного листа выполняют во время набора и передачи группы
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания групп штучных предметов в термоусадочную пленку | 1990 |
|
SU1703558A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для упаковывания групп неустойчивых штучных предметов в термоусадочную пленку | 1986 |
|
SU1439038A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО УПАКОВЫВАНИЯ БУТЫЛОК | 1998 |
|
RU2143385C1 |
| Агрегат для упаковывания групп штучных предметов в пленочную оболочку | 1991 |
|
SU1831457A3 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
Область использования; изобретение относится к области упаковки и может быть использовано при авто- матизации процессов упаковки в пищевой, химической, химико-фармацевтической и других отраслях пррмыш- ленностио Сущность изобретения: устройство для группового упаковывания предметов в пленку содержит смонтированные в корпусе 1 механизм группирования, толкатель, обандероливающий механизм и механизм подачи упаковочного листа, выполненный в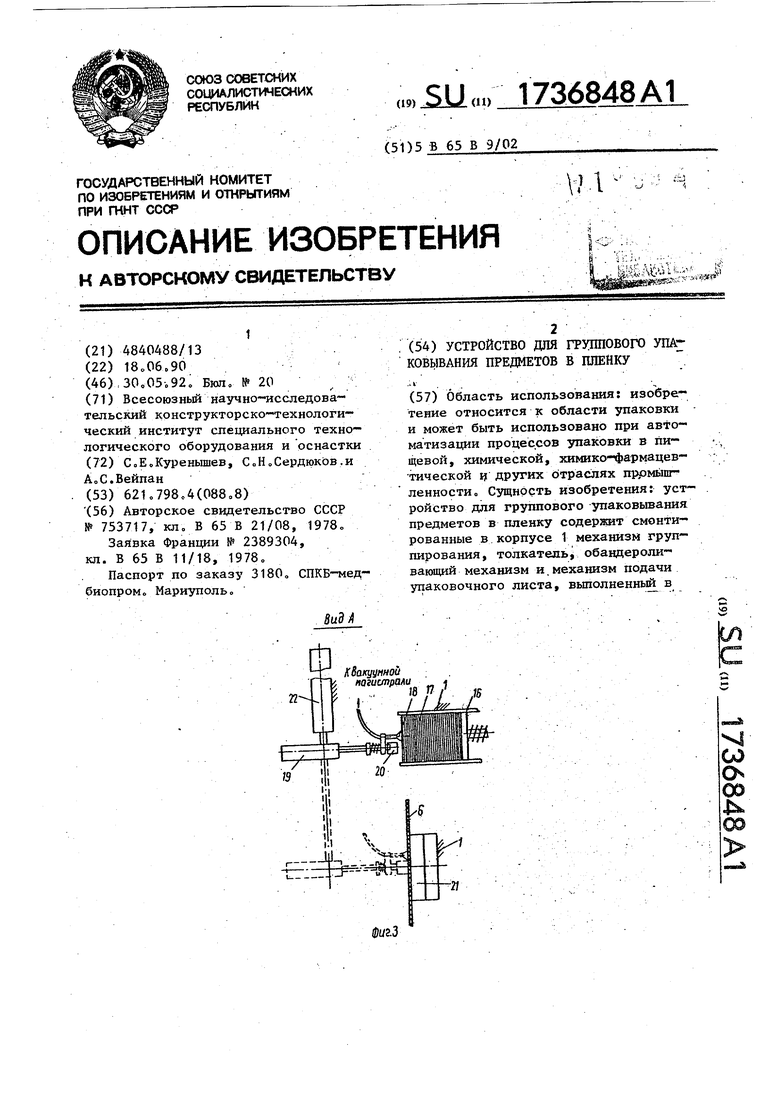
держивается заданное время сварки.
Затем нагреватели выключаются и выдерживается заданное время на охлаждение. Одновременно с этим приводится
перемещения группы предметов 4 механизмом 9 механизм подачи упаковочного листа возвращается в исходное положение, а упаковочный лист 17, приклеен-
в действие нож (не показан), произво- 50 ный (приваренный) к пленке 6, перемедящий разрезание пленки 6 между образованными сварными швами. Прижим 10 и приспособление для сварки швов возвращаются в исходное положение. На этом первая часть операции упаковки за- 55 канчивается, В результате произведенных последовательных действий на группе предметов Л формируется оболочка, открытая с торцовых стенок, и проис-
щается вместе с ней при проталкивании группы предметов 4 сквозь пленку 6 на платформу 3 и занимает положение сверху группы предметов 4 перед смыканием губок 12 и 13 на платформе 3.
Таким образом, упаковочный лист 17 занимает заданное положение (отперемещения группы предметов 4 механизмом 9 механизм подачи упаковочного листа возвращается в исходное положение, а упаковочный лист 17, приклеен-
ный (приваренный) к пленке 6, перемещается вместе с ней при проталкивании группы предметов 4 сквозь пленку 6 на платформу 3 и занимает положение сверху группы предметов 4 перед смыканием губок 12 и 13 на платформе 3.
Таким образом, упаковочный лист 17 занимает заданное положение (от117
печатанный информацией вверх) в сформованной оболочке, охватывающей группу предметов 4«
Далее следующая группа предметов 4, перемещаемая механизмом 9 с плат- формы 2 на платформу 3, сталкивает с последней оболочку с группой пред- метов 4 на транспортер 15, проходящий через туннель 14, где под воздействием теплового поля происходит усадка пленки 6 вокруг группы предметов 4 и фиксация последних после выхода из туннеля 14 и охлаждения
пленки Ь„
Формула изобретения
7
0
5,
жащее корпус, механизм подачи предметов, механизм подачи упаковочного листа, включающий смонтированную на штоке пневмоцилиндра подпружиненную вакуумную присоску, и обандероливаю- -. щий механизм, отличающееся тем, что, с целью повышения качества упаковывания, механизм подачи упаковочного листа дополнительно включает нагреватель и смонтированный на корпусе упругий упор для взаимодействия с нагревателем.
/
2 Устройство поп.1, отличающееся тем, что нагреватель укреплен на штоке пневмоцилиндра рядом с вакуумной присоской.
4
15
ФигЛ
5/1 i V,
20 11 W 3 te.2
I
;
R /н
| Устройство для укладки банок с прокладками в тару | 1978 |
|
SU753717A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Вид Л | |||
