Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности.
Целью изобретения является улучшение качества за счет исключения защемления проводников.
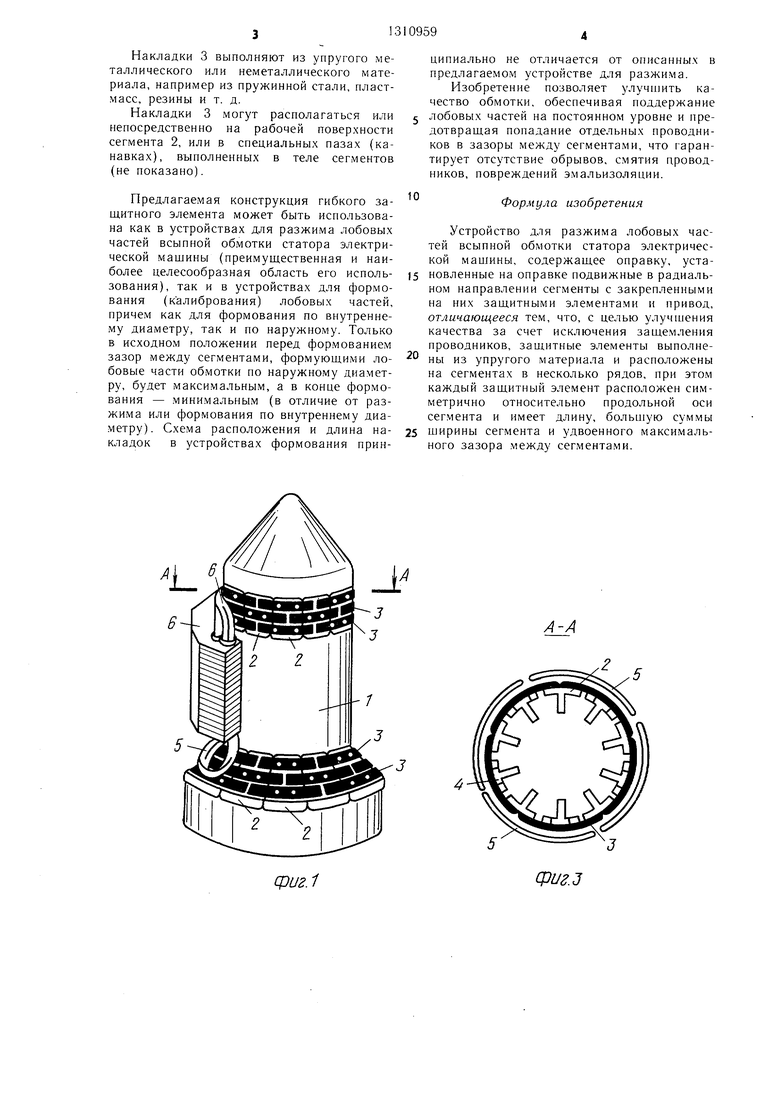
На фиг. 1 изображено предложенное устройство, исходное положение (до разжима лобовых частей обмотки); на фиг. 2 - завершающая стадия разжима; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5, 6 и 7 - сегменты с защитными элементами на завершающей, стадии разжима при различном количестве рядов.
Устройство содержит оправку 1 с жесткими формующими сегментами 2, расположенными по окружности оправки 1. На сегментах 2 расположен защитный гибкий элемент, представляющий собой размешенные на каждом из сегментов 2 по его длине ряды накладок 3 из упругого материала. Каждая из накладок 3 установлена на соответствующем формующем сегменте 2 симметрично его продольной оси и закреп10
к окончанию разжима, лобовая часть всегда опирается на одну или более накладок, находящихся в зоне оставшихся 2/3 длины зазора.
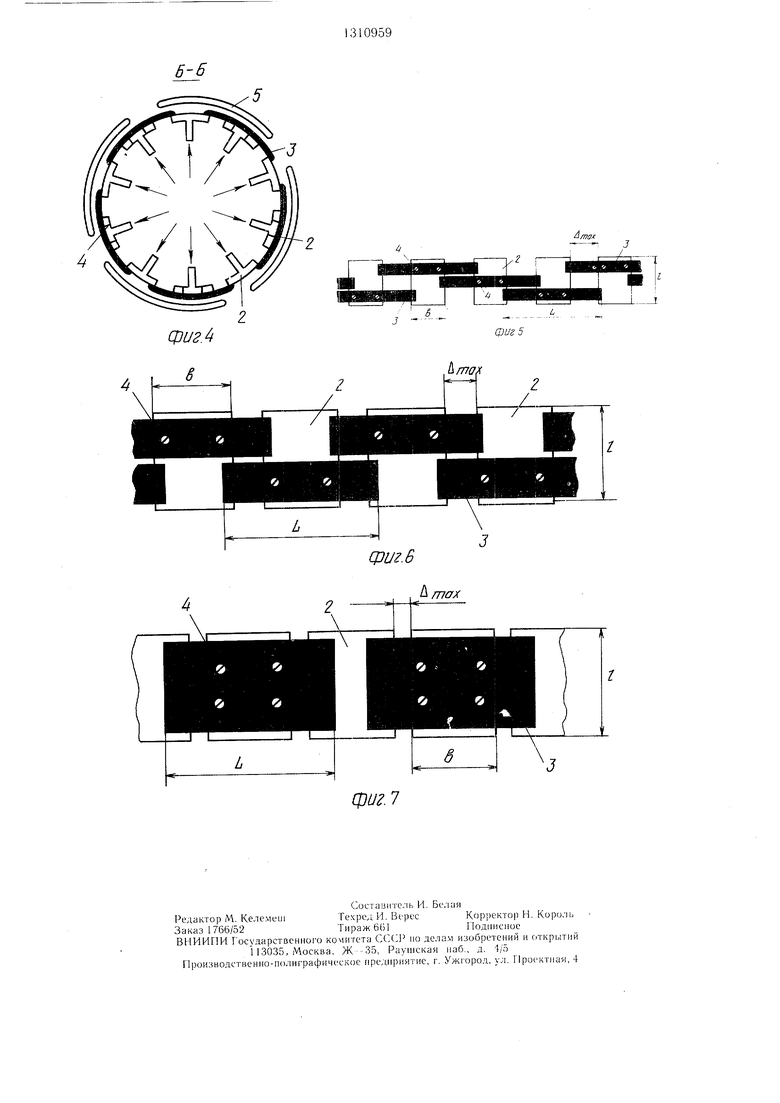
Таким образом, при величине зазора, примерно равной ширине сегмента, необходимо выбирать не .менее трех рядов накладок, поскольку в этом случае зазор всегда перекрывается на 2/3 своей длины (фиг. 5). В случае если зазор равен при.мерно половине ширины сегмента, необходимо брать не менее двух рядов накладок, поскольку зазор всегда перекрыт накладками из двух рядов (фиг. 6). Когда же зазоры между сегментами невелики, что соответствует малым )5 ходам сегментов (формовка), возможно использование и одного ряда накладок, каждая из которых полностью перекрывает зазор между сегментами (фиг. 7).
Устройство работает следуюши.м образом .
Статор 6 надевают на оправку 1 таким образом, что лобовые части 5 уложенного в статор яруса обмотки оказываются рас- положеннь.ми на поверхности накладок 3, при этом сегменты 2 сведены (исходное по20
лена на нем одним из известных способов, 25 ложение перед разжимом), т. е. зазор межнапример винтами 4 (фиг. 5, 6 и 7). Накладки 3, лежащие в смежных рядах, закреплены на смежных сегментах 2 и с.меще- ны по окружности оправки 1 одна относительно другой в исходном положении устду ними .мини.мальныи (в предельно.м случае этот зазор равен нулю) (фиг. 1 и 3). Затем сегменты 2 перемещают от центра оправки в радиальном направлении, нри этом сегменты 2 с размеп 1,ениыми на них накладройства (т. е. при минимально.м зазоре меж- 30 ками. 3 воздействуют на лобовые части 5
35
ду смежными сегментами 2) на ширину формующего сегмента 2.
Длина L каждой из накладок 3, по крайней мере, не менее ширины в формируюндего сегмента 2 с положительным двухсторонним допуском не менее 2 мм с каждой стороны плюс удвоенный максимальный зазор ЛМАКС. между смежными сегментами 2 (фиг. 5, 6 и 7). Ввиду того, что сегменты, разжимающие выводные лобовые части 5 обмотки статора 6, могут иметь переменную 40 по своей длине 2 ширину е, то длина L накладок, лежащих в разных рядах, выбирается, исходя из ширины сегмента в месте закрепления накладки.
Выбор количества рядов накладок определяется размера.ми сегментов, величиной максимального зазора между сегментами и свойствами материала, из которого изготовлены сами накладки (упругими и прочностными характеристиками).
разжимая их (или отжимая от продольной оси статора) и открывая тем самым торцы пазов, предназначенных для укладки очередного яруса обмотки (фиг. 2 и 4). В процессе разжима зазор между смежными сегментами 2 возрастает от минимального в исходном положении до максимального в конце разжима. В процессе разжима накладки 3, закрепленные на каждо.м из сег.ментов 2, перемещаются вместе с сегментами, одновременно раздвигаясь. При этом оба конца каждой из накладок перемещаются по поверхпости сегментов, смежных с тем сегментом, на котором накладка закреплена, упруго прижимаясь к этой поверхности и перекрывая зазоры между сегментами.
Чем больше стенень разжима, тем больше радиальное перемещение сег.ментов 2 и, следовательно, больше величина максимального зазора ймакс между смежными сегментами. В свою очередь, чем больше за- 5Q зорймАкс, тем больше должна быть длина L накладки 3. Так, если величина максимального зазора ЛиАкс .меньше половины ширины фор.муюшего сег.мента 2, то длина L накладки 3 может быть равна удвоенной ширине сегмента 2, т. е. L 2 в. Если же величина
45
Необходимым условием является то, что накладки должны перекрывать не менее 2/3 длины зазора между сегментами, поскольку лобовая часть в процессе разжима смещается относительно своего первоначальЧем больше стенень разжима, тем больше радиальное перемещение сег.ментов 2 и, следовательно, больше величина максимального зазора ймакс между смежными сегментами. В свою очередь, чем больше за- 5Q зорймАкс, тем больше должна быть длина L накладки 3. Так, если величина максимального зазора ЛиАкс .меньше половины ширины фор.муюшего сег.мента 2, то длина L накладки 3 может быть равна удвоенной ширине сегмента 2, т. е. L 2 в. Если же величина
ного положения вдоль длины зазора не бо- 55 АМАКС нриближается к ширине в формующелее, чем на 1/3.
Действительно, если это условие выпол- нено, то, сместившись на 1/3 своей длины
го сегмента 2, то длина L накладки 3 должна быть не менее утроенной ширины сегмента 2.
к окончанию разжима, лобовая часть всегда опирается на одну или более накладок, находящихся в зоне оставшихся 2/3 длины зазора.
Таким образом, при величине зазора, примерно равной ширине сегмента, необходимо выбирать не .менее трех рядов накладок, поскольку в этом случае зазор всегда перекрывается на 2/3 своей длины (фиг. 5). В случае если зазор равен при.мерно половине ширины сегмента, необходимо брать не менее двух рядов накладок, поскольку зазор всегда перекрыт накладками из двух рядов (фиг. 6). Когда же зазоры между сегментами невелики, что соответствует малым ходам сегментов (формовка), возможно использование и одного ряда накладок, каждая из которых полностью перекрывает зазор между сегментами (фиг. 7).
Устройство работает следуюши.м образом .
Статор 6 надевают на оправку 1 таким образом, что лобовые части 5 уложенного в статор яруса обмотки оказываются рас- положеннь.ми на поверхности накладок 3, при этом сегменты 2 сведены (исходное по
ду ними .мини.мальныи (в предельно.м случае этот зазор равен нулю) (фиг. 1 и 3). Затем сегменты 2 перемещают от центра оправки в радиальном направлении, нри этом сегменты 2 с размеп 1,ениыми на них наклад
0
разжимая их (или отжимая от продольной оси статора) и открывая тем самым торцы пазов, предназначенных для укладки очередного яруса обмотки (фиг. 2 и 4). В процессе разжима зазор между смежными сегментами 2 возрастает от минимального в исходном положении до максимального в конце разжима. В процессе разжима накладки 3, закрепленные на каждо.м из сег.ментов 2, перемещаются вместе с сегментами, одновременно раздвигаясь. При этом оба конца каждой из накладок перемещаются по поверхпости сегментов, смежных с тем сегментом, на котором накладка закреплена, упруго прижимаясь к этой поверхности и перекрывая зазоры между сегментами.
Чем больше стенень разжима, тем больше радиальное перемещение сег.ментов 2 и, следовательно, больше величина максимального зазора ймакс между смежными сегментами. В свою очередь, чем больше за- Q зорймАкс, тем больше должна быть длина L накладки 3. Так, если величина максимального зазора ЛиАкс .меньше половины ширины фор.муюшего сег.мента 2, то длина L накладки 3 может быть равна удвоенной ширине сегмента 2, т. е. L 2 в. Если же величина
5
го сегмента 2, то длина L накладки 3 должна быть не менее утроенной ширины сегмента 2.
Накладки 3 выполняют из упругого металлического или неметаллического материала, например из пружинной стали, пластмасс, резины и т. д.
Накладки 3 могут располагаться или непосредственно на рабочей поверхности сегмента 2, или в специальных пазах (канавках), выполненных в теле сегментов (не показано).
Предлагаемая конструкция гибкого защитного элемента может быть использована как в устройствах для разжима лобовых частей всыпной обмотки статора электрической машины (преимущественная и наиболее целесообразная область его использования), так и в устройствах для формования (калибрования) лобовых частей, причем как для формования по внутреннему диаметру, так и по наружному. Только в исходном положении перед формованием зазор между сегментами, формующими лобовые части обмотки по наружному диаметру, будет максимальным, а в конце формования - минимальным (в отличие от разжима или формования по внутреннему диаметру). Схема расположения и длина накладок в устройствах формования прин
ципиально не отличается от описанных в предлагаемом устройстве для разжима.
Изобретение позволяет улучшить качество обмотки, обеспечивая поддержание лобовых частей на постоянном уровне и пре- дотврашая попадание отдельных проводников в зазоры между сегментами, что гарантирует отсутствие обрывов, смятия проводников, повреждений эмальизоляции.
Формула изобретения
Устройство для разжима лобовых частей всыпной обмотки статора электрической машины, содержащее оправку, уста- новленные на оправке подвижные в радиальном направлении сегменты с закрепленными на них защитными элементами и привод, отличающееся тем, что, с целью улуч1пения качества за счет исключения зандемления проводников, защитные элементы выполнены из упругого материала и расположены на сегментах в несколько рядов, при этом каждьЕЙ защитный элемент расположен симметрично относительно продо,дьной оси сегмента и имеет длину, большую суммы ширины сегмента и удвоенного максимального зазора между сегментами.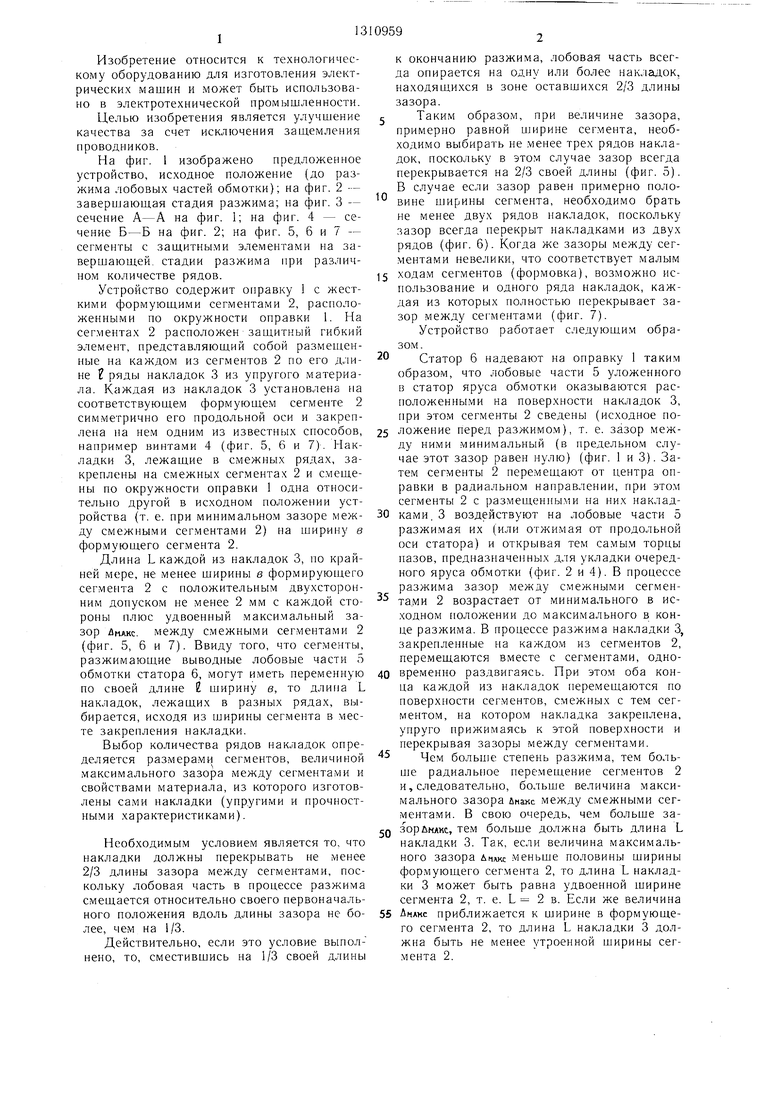
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Устройство для опрессовки лобовых частей обмоток электрических машин | 1986 |
|
SU1494143A1 |
| ВЫСОКОСКОРОСТНОЙ МНОГОФАЗНЫЙ СИНХРОННЫЙ ГЕНЕРАТОР | 2015 |
|
RU2599056C1 |
| КАТУШКА МАГНИТНОЙ СИСТЕМЫ СТАТОРА ЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2296408C1 |
| Электрическая машина переменного тока | 1982 |
|
SU1075354A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ЛОБОВОЙ ЧАСТИ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU288709A1 |
| КАТУШКА МАГНИТНОЙ СИСТЕМЫ СТАТОРА ЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2306655C1 |
| Устройство для формования лобовых частей обмотки | 1985 |
|
SU1339779A1 |
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической нромьпиленности. Целью изобретения является улучшение качества за счет исключения защемления проводников. Устройство содержит оирав- ку 1, установленные на онравке 1юдве1иен- ные в радиальном нанравленин сегменты 2, на которых закреплены с помощью, например, винтов 4 занщтные элементы 3 из упругого материала. Защитные элементы 3 расположепы в несколько рядов с 1ерекры- тием зазоров между сегментами 2 при их максимальном раздвижении. 7 ил. CQ СО со О1 со фиг. 2
сриг.1
А-Л
J
J
фиг 5
срш.6
3
глох
фиг. 7
| Те.хнология производства асинхронны.х двигателей/Под ред | |||
| В | |||
| Г | |||
| Костромина | |||
| М.: Энергоиздат, 1981, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ЛОБОВОЙ ЧАСТИ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU288709A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
