енные делительньш механизм (/ДМ), механизм 7 формообразования фаски .и устройство для охлаждения. ДМ и механизм формообразования фаски размещены между лотком-накопителем 4 и цилиндром-толкателем 8. ДМ выполнен в виде двух толкателей, жестко связанных между собой и осуществляющих поштучную подачу заготовок с помощью отсекателя на полку 23, в зону формообразования фаски. Механизм формообразования посредством пуансона 30
1
Изобретение относится к обработке металлов давлением, а именно для изготовления стержневых деталей с головками из штучных заготовок.
Цель изобретения - расширение технологических возможностей путем использования заготовок, полученных рубкой на пресс-ножницах.
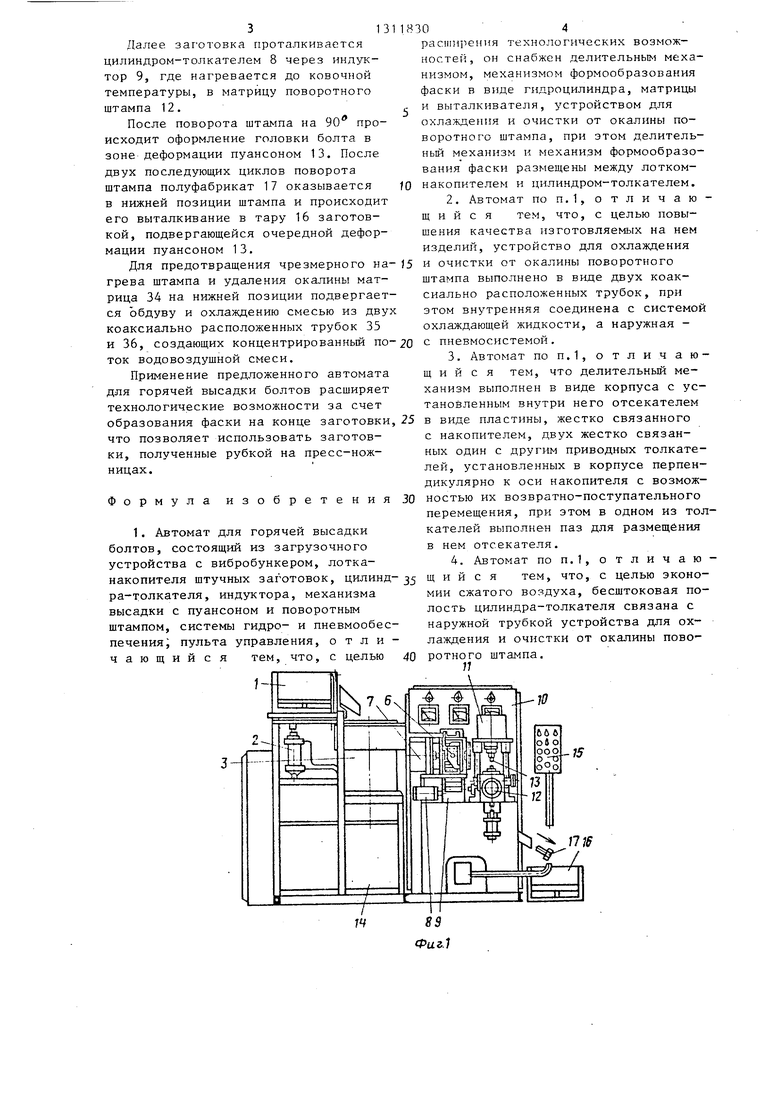
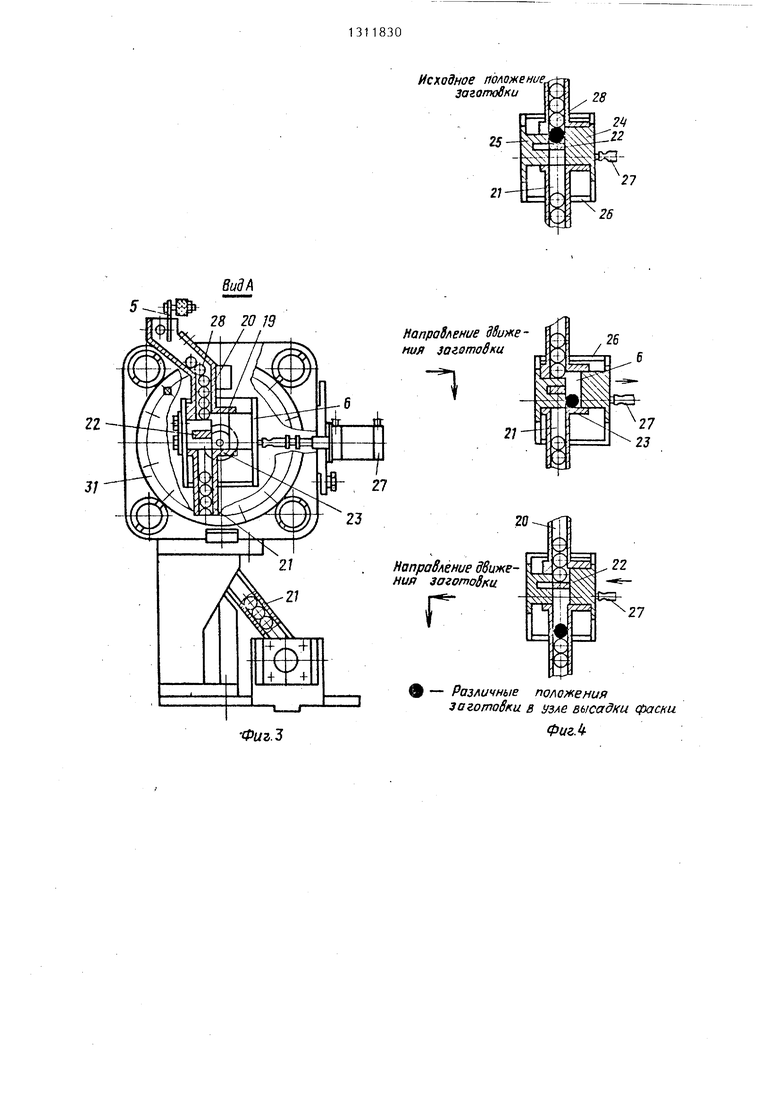
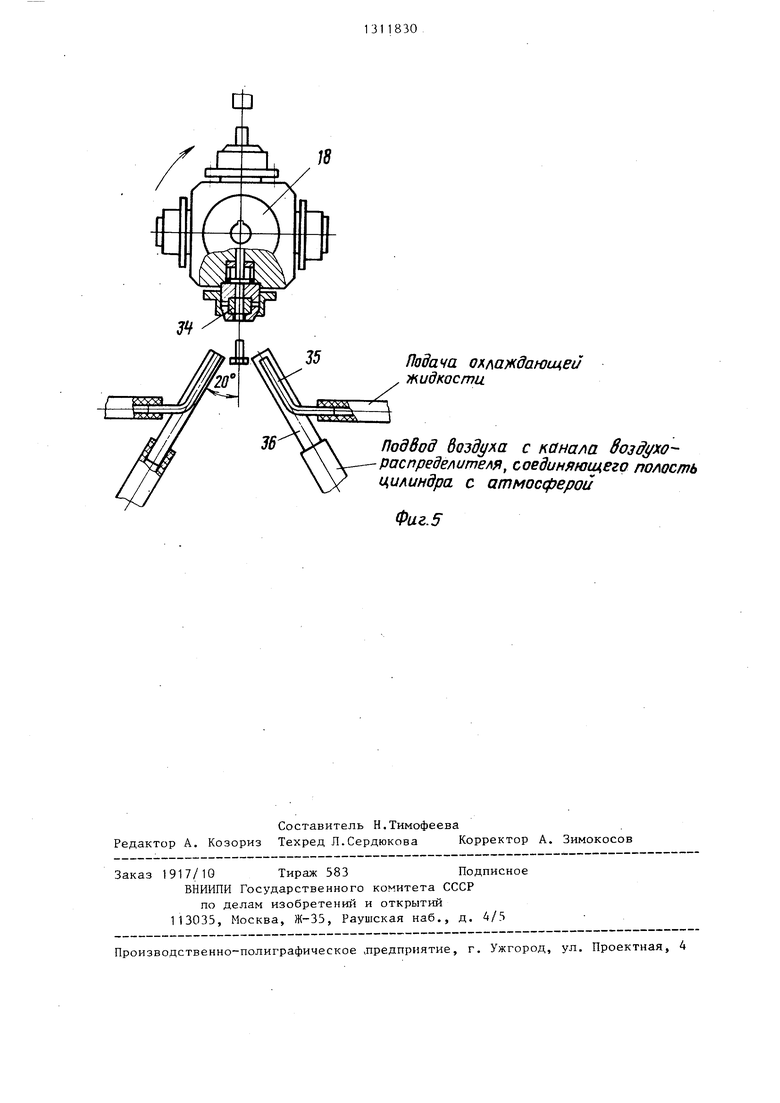
На фиг. 1 представлен автомат, общий вид; на фиг. 2 - механизм формообразования фаски; на. фиг. 3 - вид А на фиг. 2 (распределительное устройство); на фиг. 4 - этапы работы распределительного устройства; на фиг. 5 - устройство для охлаждения штампа.
Автомат для горячей высадки болтов из штучных рубленых заготовок содержит загрузоч ное устройство 1 с гидроприводом 2 его опрокидывания, вибробункер 3, лоток-накопитель 4 с отсекателем 5 штучных заготовок, делительный механизм 6, механизм 7 формообразования фаски, цилиндр-толкатель 8, индуктор 9 с нагревательной станцией 10, механизм 11 высадки, состоящий из поворотного штампа 12 и пуансона 13, систему 14 гидро- и пневмообеспечения, пульт 15 управления, тару 16 для готового полуфабриката 17 и устройство 18 дхш охлаждения.
Делительньш механизм 6 состоит из корпуса 19, жестко связанного с входной 20 и выходной 21 частями лотка штучных заготовок, отсекателя 22, установленного внутри корпуса, полки 23 двух толкателей 24 и 25, жестко свяи конической матрицы 29 осуществляет оформление фаски на конце заготовки 28. Заготовка с высаженной фаской выталкивается выталкивателем 32 и ДМ, сталкивается с полки 23 на позицию подачи в индуктор 9. Цилиндр-толкатель 8 проталкивает заготовку через индуктор, где она нагревается до ковочной температуры, в матрицу поворотного штампа 12. На позиции высадки осуществляется оформление головки болта. 3 з.п. ф-лы, 5 ил.
5
0
5
0
5
занных рамой 26 и имеющих привод 27. Толкатели 24 и 25 для переноса заготовок 28 из входной части лотка в выходную имеют возможность взаимодействия соответственно с полкой 23 и отсекателем 22.
Механизм формообразования фаски содержит матрицу 29 с коническим отверстием, пуансон 30 с приводом 31, выталкиватель 32 из матрицы, жестко связанный с приводным пуансоном посредством рамы 33.
Устройство для охлаждения и очистки от окалины матрицы 34 поворотного штампа 12 состоит из двух коаксиаль- но расположенных трубок 35 и 36, соединенных соответственно с системой охлаждающей жидкости и пневмосистемой.
Автомат работает следующим образом.
Заготовки, полученные рубкой, из загрузочного устройства 1 поступают в вибробункер 3, откуда по лотку-накопителю 4 через отсекатель 5 последовательно поступают во входную часть 20 делительного механизма 6. При возвратно-поступательном перемещении толкателей 24 и 25 под воздействием привода 27 заготовки 28 последовательно поштучно перемещаются с отсекателя 22 на полку 23, где пуансон 30 от действия привода 31 осуществляет оформление фаски в матрице 29. Заготовка с высаженной фаской выталкивается из матрицы выталкивателем 32 и толкателем 24 сталкивается с полки 23 в выходную часть 21 лотка щтучных заготовок.
313Далее заготовка проталкивается цилиндром-толкателем 8 через индуктор 9, где нагревается до ковочной температуры, в матрицу поворотного штампа 12.
После поворота штампа на 90 происходит оформление головки болта в зоне деформации пуансоном 13. После двух последующих циклов поворота штампа полуфабрикат 17 оказывается в нижней позиции штампа и происходит его выталкивание в тару 16 заготовкой, подвергающейся очередной деформации пуансоном 13.
18304
расширения технологических возможностей, он снабжен делительным механизмом, механизмом формообразования фаски в виде гидроцилиндра, матрицы
г и выталкивателя, устройством для охлаждения и очистки от окалины поворотного штампа, при этом делитель- ньй механизм и механизм формообразования фаски размещены между лотком- 10 накопителем и цилиндром-толкателем.
2. Автомат поп.1,отличаю щ и и с я тем, что, с целью повышения качества изготовляемых на нем
изделии, устройство для охлаждения Для предотвращения чрезмерного на- )5 и очистки от окалины поворотного грева штампа и удаления окалины мат- штампа выполнено в виде двух коак- рица 34 на нижней позиции подвергает- сиально расположенных трубок, при ся обдуву и охлаждению смесью из двух этом внутренняя соединена с системой коаксиально расположенных трубок 35 охлаждающей жидкости, а наружная - и 36, создающих концентрированный по-20 с пневмосистемой. ток водовоздушной смеси.
Применение предложенного автомата для горячей высадки болтов расширяет технологические возможности за счет
3. Автомат поп.1,отличаю- щ и и с я тем, что делительный механизм выполнен в виде корпуса с установленным внутри него отсекателем
образования фаски на конце заготовки,25 в виде пластины, жестко связанного что позволяет использовать заготовки, полученные рубкой на пресс-ножницах.
Формула изобретения 30
1. Автомат для горячей высадки болтов, состоящий из загрузочного устройства с вибробункером, лоткас накопителем, двух жестко связанных один с другим приводных толкателей, установленных в корпусе перпендикулярно к оси накопителя с возможностью их возвратно-поступательного перемещения, при этом в одном из толкателей выполнен паз для размещения в нем отсекателя.
4. Автомат по п.1, о тличаю- накопителя штучных заготовок, цилинд-35 Щ и и с я тем, что, с целью эконо04
расширения технологических возможностей, он снабжен делительным механизмом, механизмом формообразования фаски в виде гидроцилиндра, матрицы
и выталкивателя, устройством для охлаждения и очистки от окалины поворотного штампа, при этом делитель- ньй механизм и механизм формообразования фаски размещены между лотком- накопителем и цилиндром-толкателем.
2. Автомат поп.1,отличаю- щ и и с я тем, что, с целью повышения качества изготовляемых на нем
изделии, устройство для охлаждения и очистки от окалины поворотного штампа выполнено в виде двух коак- сиально расположенных трубок, при этом внутренняя соединена с системой охлаждающей жидкости, а наружная - с пневмосистемой.
3. Автомат поп.1,отличаю- щ и и с я тем, что делительный механизм выполнен в виде корпуса с установленным внутри него отсекателем
ра-толкателя, индуктора, механизма высадки с пуансоном и поворотным штампом, системы гидро- и пневмообес- печения; пульта управления, отличающийся тем, что, с целью
Jмии сжатого воздуха, бесштоковая полость цилиндра-толкателя связана с наружной трубкой устройства для охлаждения и очистки от окалины поворотного штампа. Л
Ю
15
Исходное положение Заготовки
f
28
25
2i .12
i
21
26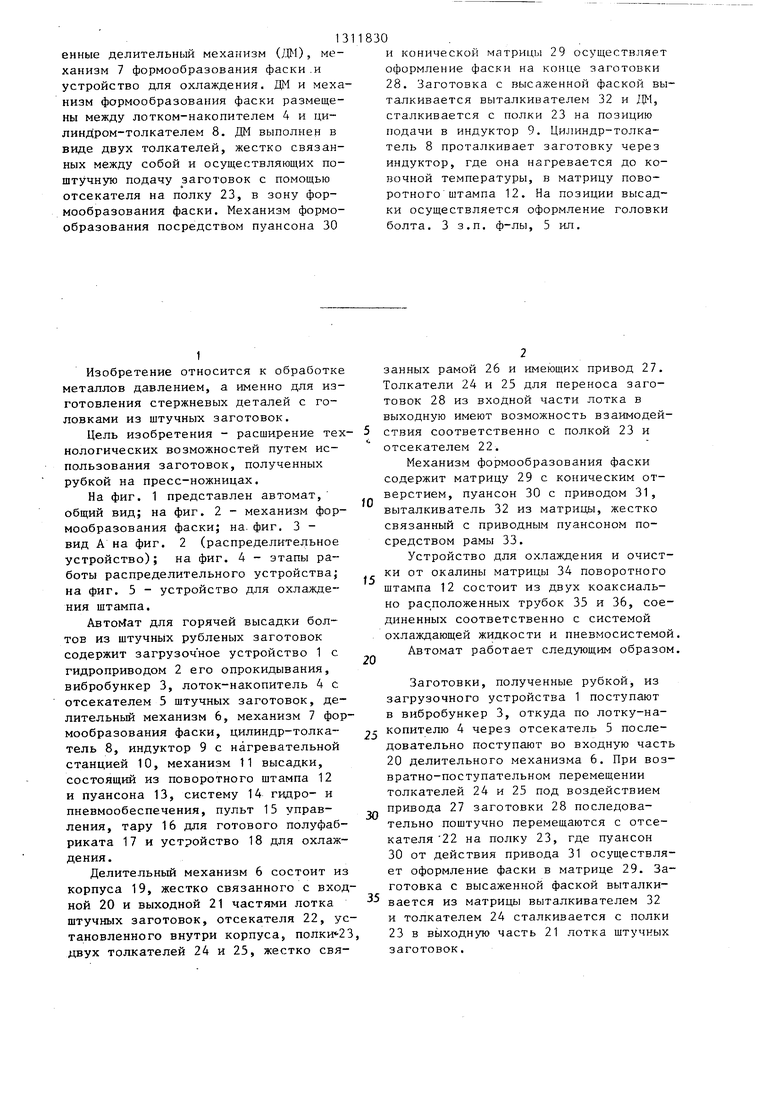
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ГОЛОВОК ТРАКОВЫХ ПАЛЬЦЕВ | 2001 |
|
RU2213639C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
Изобретение касается обработки металлов давлением и позволяет использовать для горячей высадки болтов заготовки, полученные рубкой. Цель изобретения состоит в расширении технологических возможностей за счет оформления фаски на конце заготовки. Автомат содержит дополнительно встро{--, 8 / ТТ (Л со 00 оо шиг.г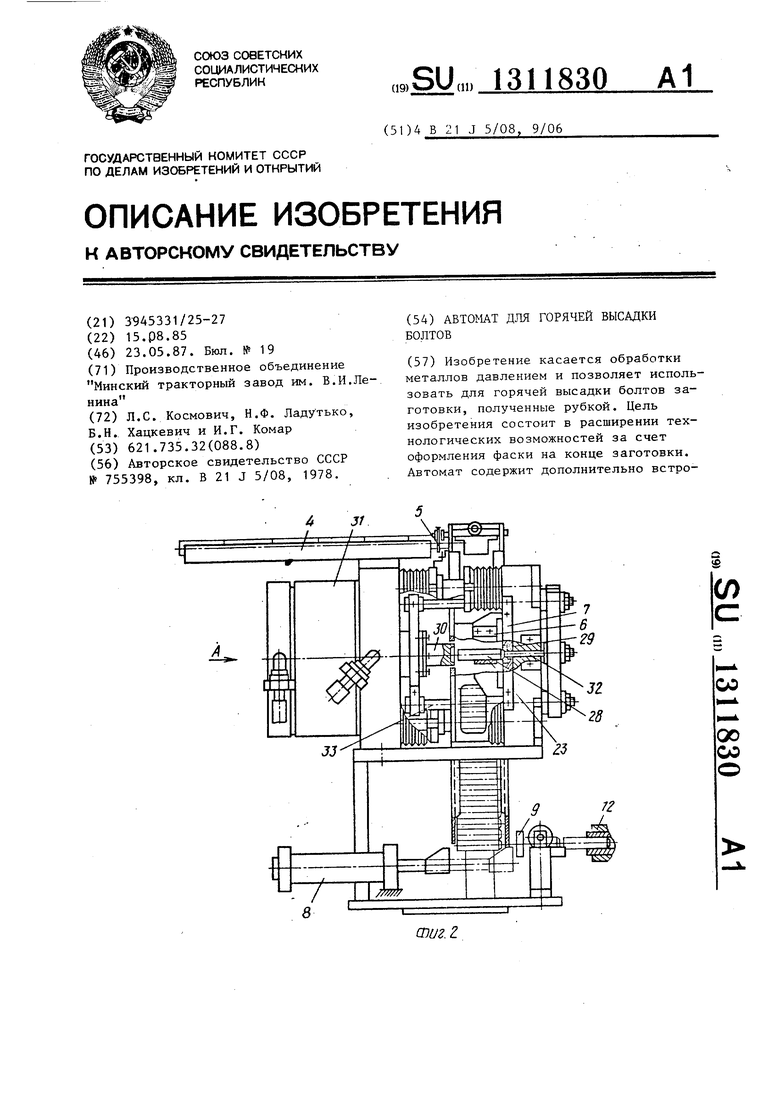
Фи2.3
Направление дЗиже- пил заг.вгг1о8ки
1
20
Направление движения заготодки
Г
27
Различные положения заготовки в узле высадки фаски
ФигЛ
18
Подача охлаждающей жидкости
Подвод 6озд{/ха с канала Bosdi/xo- распределителе, соединяющего полость цилиндра с атмосферой
Фиг. 5
| Авторское свидетельство СССР № 755398, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
