Изобретение относится к обработке металлов давлением, а именно к автоматизации процессов горячей штамповки, и может быть использовано на машиностроительных предприятиях с многономенклатурным мелкосерий-. ным характером производства для получения цилиндрических поковок с головками.
Цель изобретения - повышение производительности .
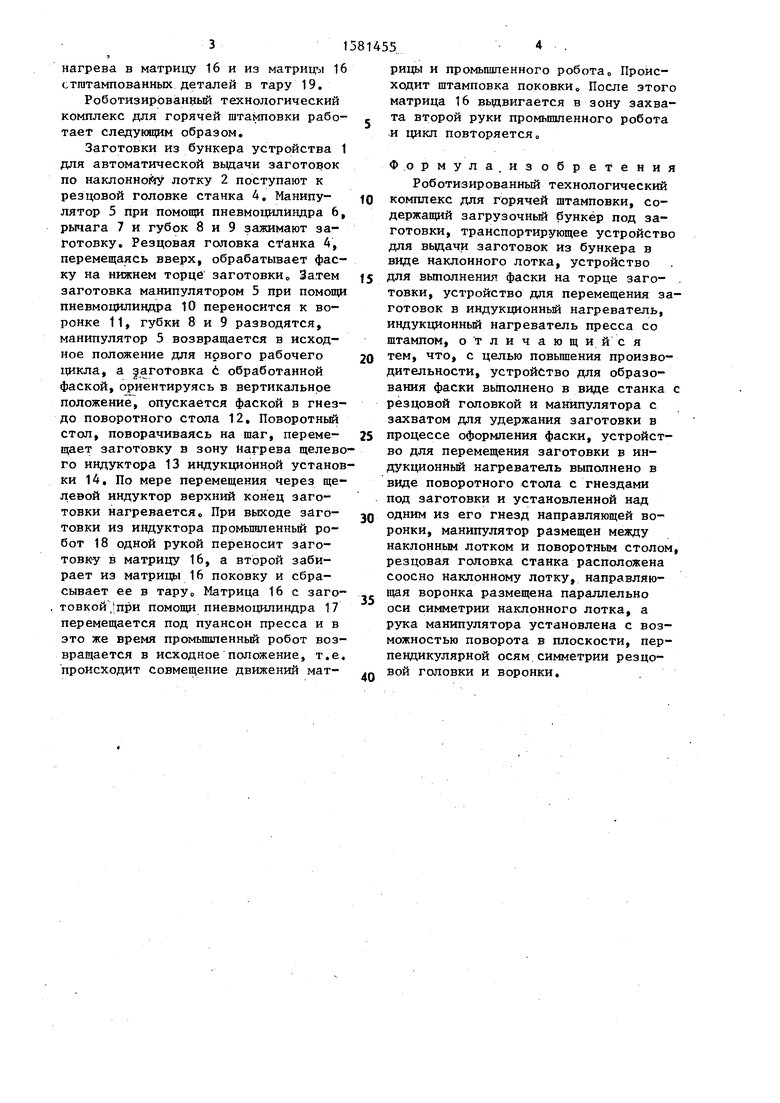
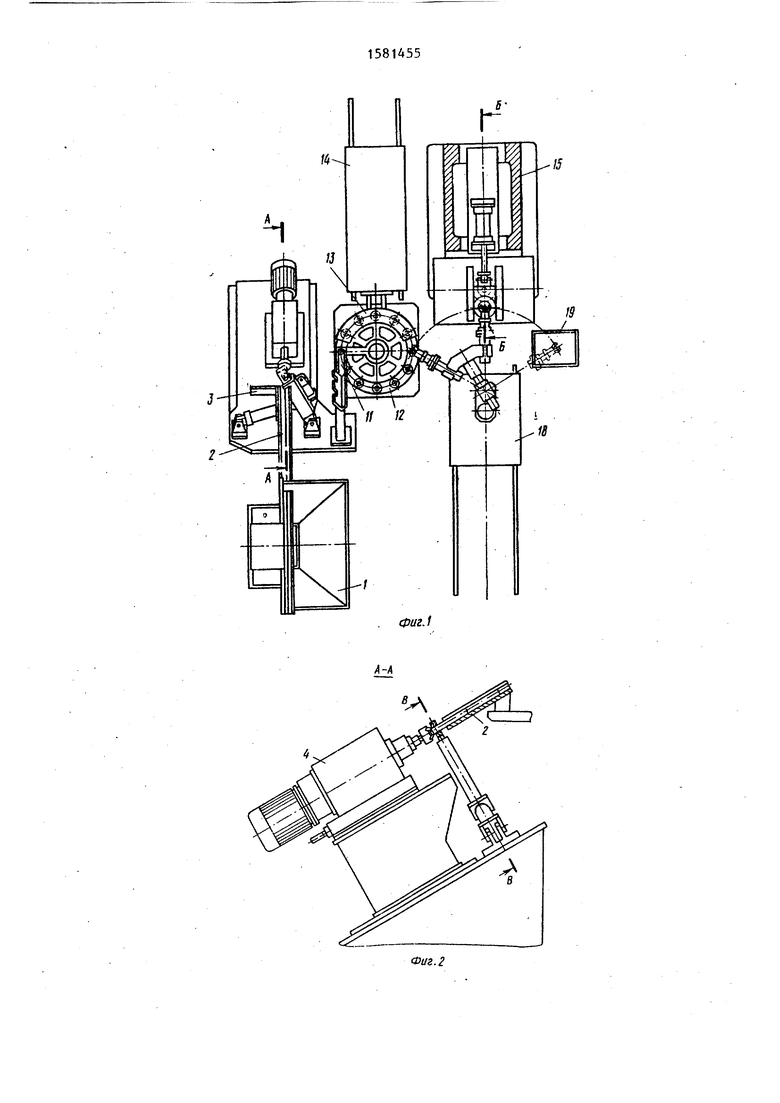
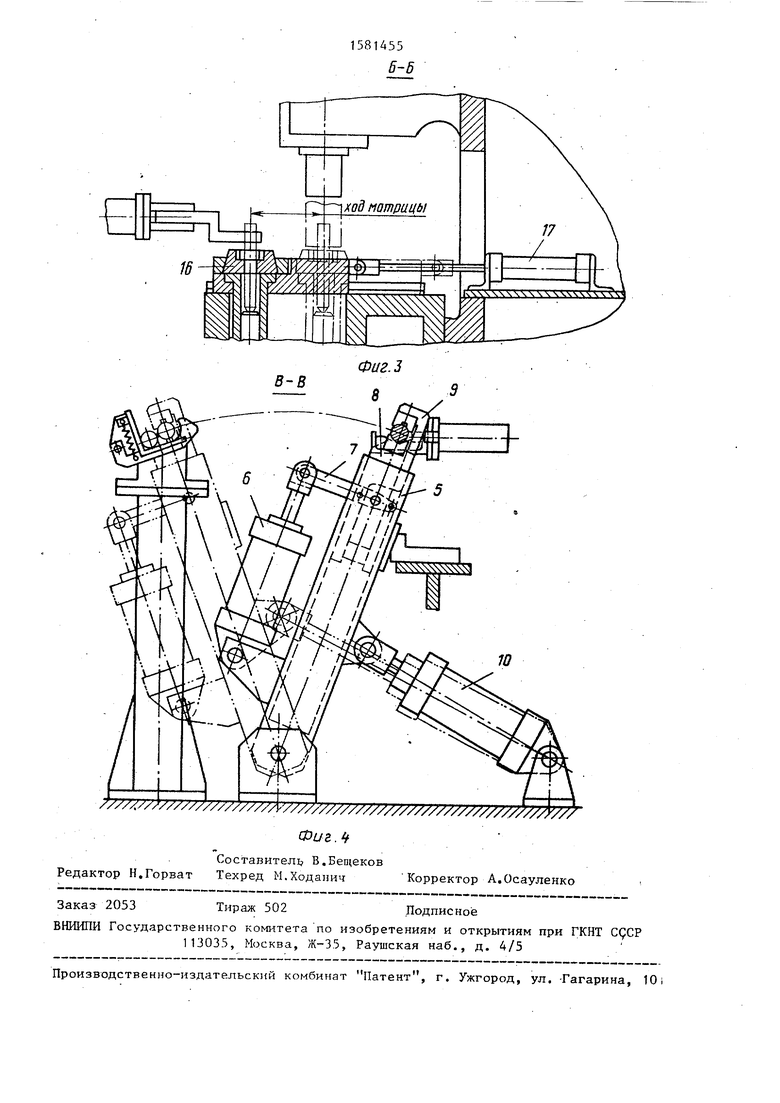
На фиг. 1 представлен комплекс, общий вид; на фиг. 2 - разрез А-А на фиг „ 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг„ 4 - разрез В-В на фиг. 2.
Роботизированный комплекс содержит установленные в технологической последовательности загрузочное устройство 1 для автоматической выдачи заготовок из бункера, лоток 2, наклоненный к горизонту, отсекатель 3, станок 4 для обработки фаски на торце заготовки, который снабжен манипулятором 5, служащим для удержания заготовок в процессе обработки фаски при помощи пневмоцилиндра 6, рычага 7 и подвижных губок 8 и 9 и передачи заготовки при помощи пневмоцилиндра 10 в воронку 11, поворотный стол 12, служащий для ориентированной подачи заготовок в зону нагрева щелевым индуктором 13, смонтированным на индукционной установке 14, пресс 15, на котором установлен штамп с подвижной матрицей 16, перемещающейся от зоны высадки в зону загрузки и выгрузки при помощи пневмоцилиндра 17, двурукий промышленный робот 18 для передачи заготовок из зоны
ЈЛ
эс
4
Ьп
сл
нагрева в матрицу 16 и из матрицы 16 отштампованных деталей в тару 19.
Роботизированный технологический комплекс для горячей штамповки рабо- тает следующим образом.
Заготовки из бункера устройства 1 для автоматической выдачи заготовок по наклонному лотку 2 поступают к резцовой головке станка 4. Манипу- лятор 5 при помощи пневмоцшшндра 6, рычага 7 и губок 8 и 9 зажимают заготовку. Резцовая головка станка 4, перемещаясь вверх, обрабатывает фаску на нижнем торце заготовки,, Затем заготовка манипулятором 5 при помощи пневмоцилиндра 10 переносится к воронке 11, губки 8 и 9 разводятся, манипулятор 5 возвращается в исходное положение для нового рабочего цикла, а заготовка с обработанной фаской, ориентируясь в вертикальное положение, опускается фаской в гнездо поворотного стола 12, Поворотный стол, поворачиваясь на шаг, переме- щает заготовку в зону Нагрева щелевого индуктора 13 индукционной установки 14, По мере перемещения через щелевой индуктор верхний конец заготовки нагревается0 При выходе зато- товки из индуктора промышленный робот 18 одной рукой переносит заготовку в матрицу 16, а второй забирает из матрицы 16 поковку и сбрасывает ее в таруо Матрица 16 с заготовкой при помощи пневмоцилиндра 17 перемещается под пуансон пресса и в это же время промышленный робот возвращается в исходное положение, т.е. происходит совмещение движений мат-
Q Q
5
рицы и промышленного робота0 Происходит штамповка поковки„ После этого матрица 16 выдвигается в зону захвата второй руки промышленного робота и цикл повторяется,,
Формула, изобретения
Роботизированный технологический комплекс для горячей штамповки, содержащий загрузочный бункер под заготовки, транспортирующее устройство для выдачи заготовок из бункера в виде наклонного лотка, устройство для выполнения фаски на торце заготовки, устройство для перемещения заготовок в индукционный нагреватель, индукционный нагреватель пресса со штампом, отличающийся тем, что, с целью повышения производительности, устройство для образования фаски выполнено в виде станка с резцовой головкой и манипулятора с захватом для удержания заготовки в процессе оформления фаски, устройство для перемещения заготовки в индукционный нагреватель выполнено в виде поворотного стола с гнездами под заготовки и установленной над одним из его гнезд направляющей воронки, манипулятор размещен между наклонным лотком и поворотным столом, резцовая головка станка расположена соосно наклонному лотку, направляющая воронка размещена параллельно оси симметрии наклонного лотка, а рука манипулятора установлена с возможностью поворота в плоскости, перпендикулярной осям симметрии резцовой головки и воронки.
Г
15
19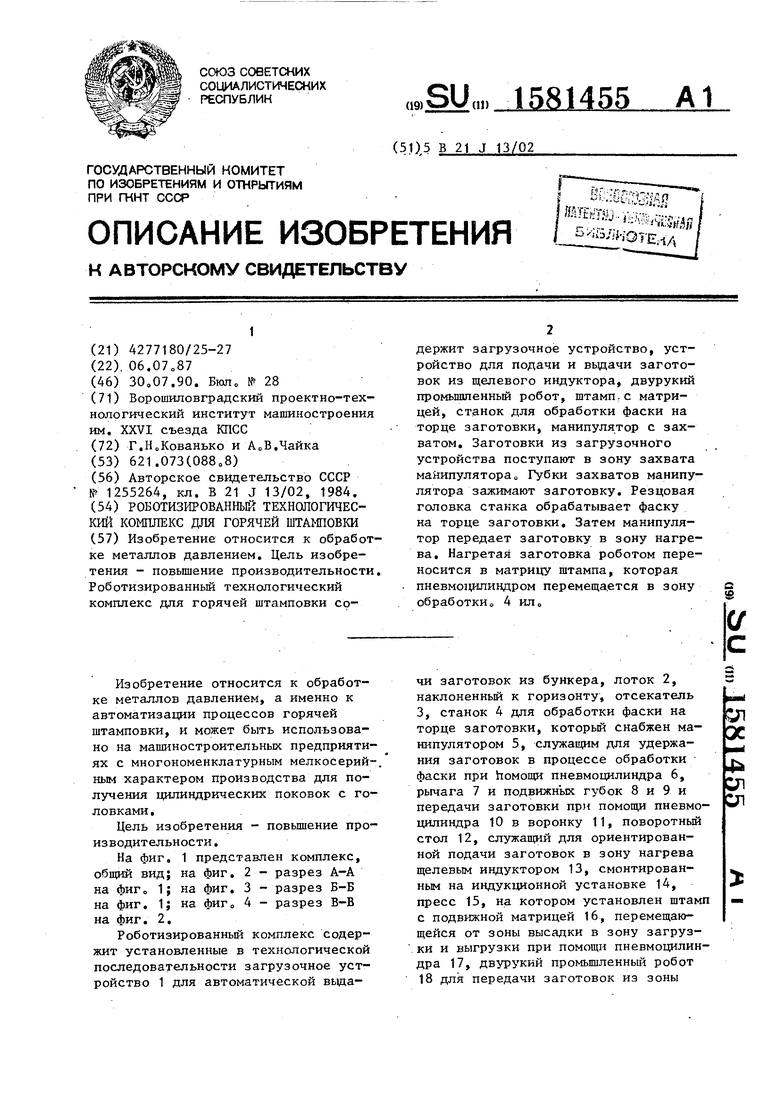
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Роботизированная линия для многопереходной штамповки | 1986 |
|
SU1450897A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1532148A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Загрузочное устройство к роботизированному комплексу | 1986 |
|
SU1470401A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности. Роботизированный технологический комплекс для горячей штамповки содержит загрузочное устройство, устройство для подачи и выдачи заготовок из щелевого индуктора, двурукий промышленный робот, штамп с матрицей, станок для обработки фаски на торце заготовки, манипулятор с захватом. Заготовки из загрузочного устройства поступают в зону захвата манипулятора. Губки захватов манипулятора зажимают заготовку. Резцовая головка станка обрабатывает фаску на торце заготовки. Затем манипулятор передает заготовку в зону нагрева. Нагретая заготовка роботом переносится в матрицу штампа, которая пневмоцилиндром перемещается в зону обработки. 4 ил.
| Автоматическая линия для горячей штамповки стержневых деталей | 1984 |
|
SU1255264A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
