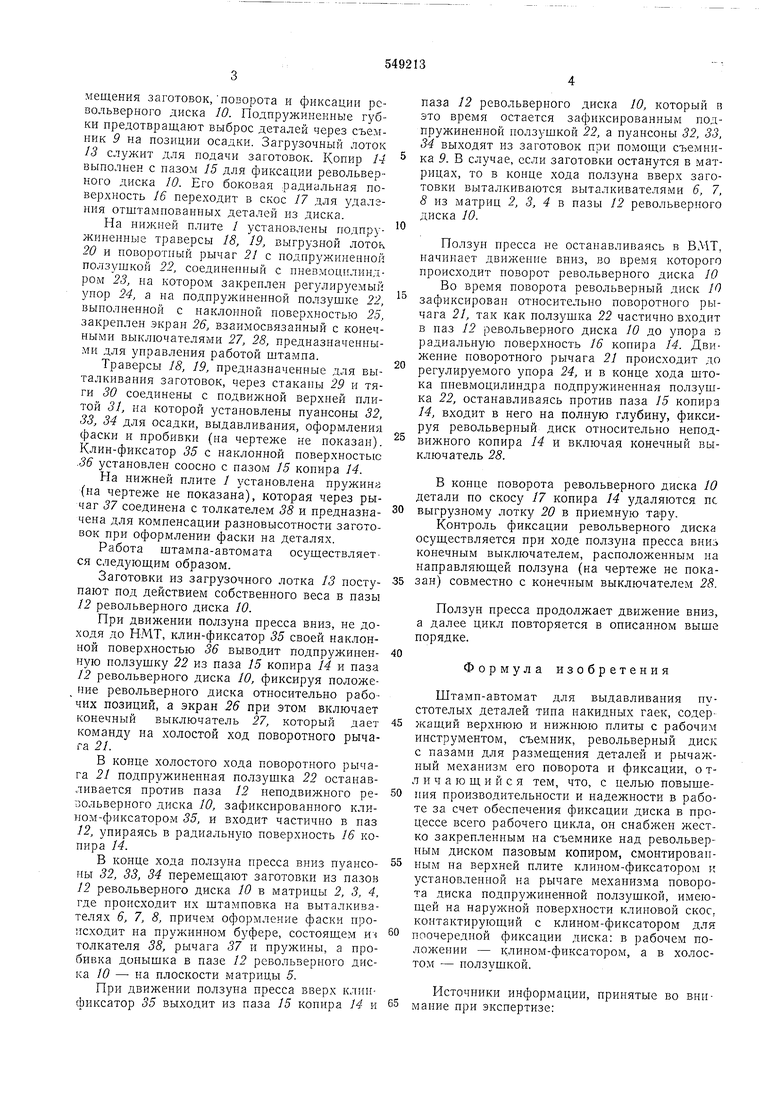
мещения заготовок,поворота и фиксации револьверного диека 10. Подпружиненные губки предотвращают выброс деталей через съемник 9 на позиции осадки. Загрузочный лоток 13 служит для подачи заготовок. Копир 14 выполнен с пазом 15 для фиксации револьверного диска 10. Его боковая радиальная поверхность 16 переходит в скос 17 для удаления отштампованных деталей из диска.
На нижней плите / установлены подпружиненные траверсы 18, 19, выгрузной лоток 20 и поворотный рычаг 21 с подпружиненной ползушкой 22, соедине}1ный с пневмоцплиндром 23, на котором закреплен регулирз емый упор 24, а на подпружиненной ползушке 22, выполненной с наклонной поверхностью 25. закреплен экран 26, взаимосвязанный с конечными выключателями 27, 28, предназначенными для управления работой штампа.
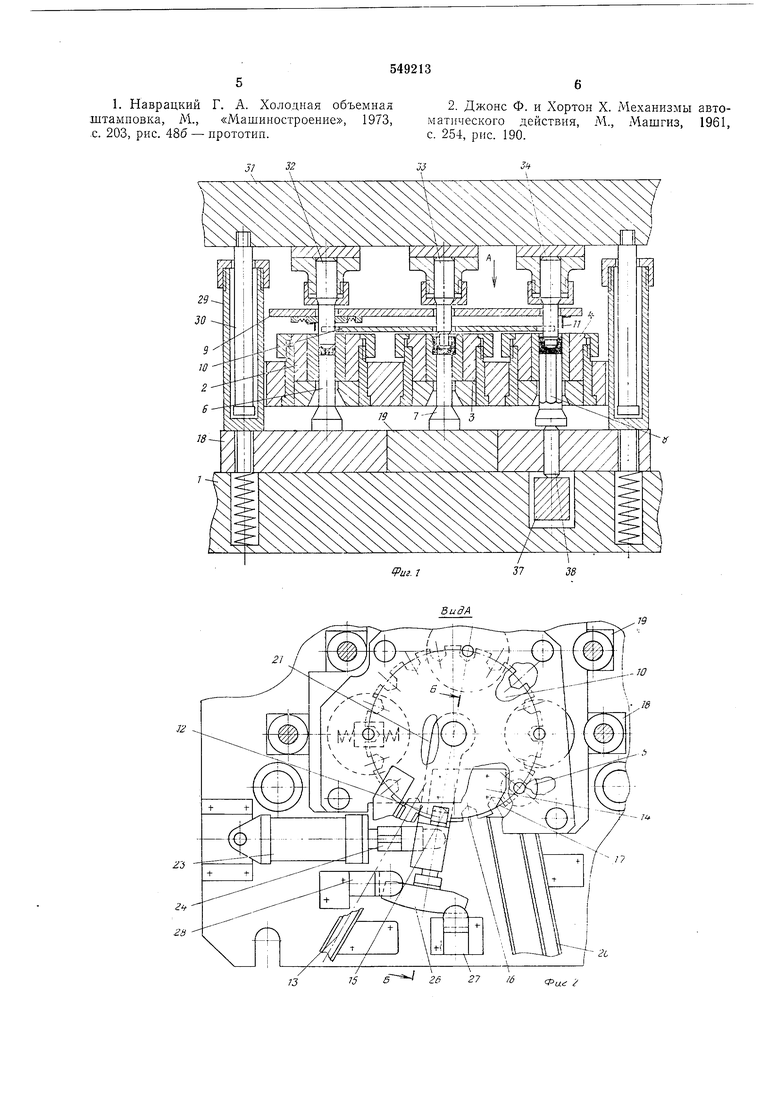
Траверсы 18, 19, предназначенные для выталкивания заготовок, через стаканы 29 и тят-к 30 соединены с подвижной верхней илитой 31, на которой установлены пуансоны 32, 33, 34 для осадки, выдавливания, оформления фаски н пробивки (на чертеже не показан). Клин-фиксатор 35 с наклонной поверхностью .36 установлен соосно с пазом 15 копира 14.
На нижней плите / установлена пружина (на чертеже не показана), которая через рычаг 37 соединена с толкателем 38 и предназначена для компенсации разновысотности заготовок при оформлении фаски на деталях.
Работа штампа-автомата осуществляется следующим образом.
Заготовки из загрузочного лотка 13 поступают под действием собственного веса в пазы 12 револьверного диска 10.
При движении ползуна пресса вниз, не доходя до НМТ, клин-фиксатор 35 своей наклонной поверхностью 36 выводит подпружиненную ползущку 22 из паза 15 копира 14 и паза 12 револьверного диска 10, фиксируя положение револьверного диска относительно рабочих позиций, а экран 26 при этом включает конечный выключатель 27, который дает команду на холостой ход поворотного рычага 21.
В конце холостого хода поворотного рычага 21 подпружиненная ползушка 22 останавливается против паза 12 неподвижного револьверного диска 10, зафиксированного клином-фиксатором 35, и входит частично в паз 12, упираясь в радиальную поверхность 16 копира 14.
В конце хода ползуна пресса вниз пуансоны 32, 33, 34 перемещают заготовки из пазов 12 револьверного диска 10 в матрицы 2, 3, 4, где происходит их щтамповка на выталкивателях 6, 7, 8, причем оформление фаски происходит на пружинном буфере, состоящем и-i толкателя 38, рычага 37 и пружины, а пробивка донышка в пазе 12 револьверного диска 10 - на плоскости матрицы 5.
При движении ползуна пресса вверх клинфиксатор 55 выходит из паза 15 копира 14 и
паза 12 револьверного диска 10, который н это время остается зафиксированным подпружиненной ползушкой 22, а пуансоны 32, 33, 34 выходят из заготовок при помощи съемника Р. В случае, если заготовки останутся в матрицах, то в конце хода ползуна вверх заготовки выталкиваются выталкивателями 6, 7, 8 из матриц 2, 3, 4 Е пазы 12 револьверного
диска 10.
Ползун пресса не останавливаясь в ВМТ,
начинает движение вниз, во время которого
происходит поворот револьверного диска JO
Во время поворота револьверный диск 10
зафиксирован относительно поворотного рычага 21, так как полззшка 22 частично входит в паз J2 револьверного диска 10 до упора з радиальную поверхность 16 копира 14. Движение поворотного рычага 21 происходит до
регулируемого упора 24, и в конце хода штока нневмоцилиндра подпружиненная ползушка 22, останавливаясь против паза 15 копира М, входит в него на полную глубину, фиксируя револьверный диск относительно неподвижного копира 14 и включая конечный выключатель 28.
В конце поворота револьверного диска 10 детали по скосу 17 копира 14 удаляются пс. выгрузному лотку 20 в приемную тару.
Контроль фиксации револьверного диска
осуществляется при ходе ползуна пресса вниз
конечным выключателем, расположенным на
направляющей ползуна (на чертеже не показан) совместно с конечным выключателем 28.
Ползун пресса продолжает движение вниз, а далее цикл повторяется в описанном выше порядке.
40
Формула изобретения
Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек, содержащий верхнюю и нижнюю плиты с рабочим инструментом, съемник, револьверный диск с пазами для размещения деталей и рычажный механизм его поворота и фиксации, о тл и ч а ю щ и и с я тем, что, с целью повыщения производительности и надежности в работе за счет обеспечения фиксации диска в процессе всего рабочего цикла, он снабжен жестко закрепленным на съемнике над револьверным диском пазовым копиром, смонтированным на верхней плите клином-фиксатором и установленной на рычаге механизма поворота диска подпружиненной ползушкой, имеющей на наружной поверхности клиновой скос, контактирующий с клином-фиксатором для
поочередной фиксации диска: в рабочем положении - клином-фиксатором, а в холостом - ползушкой.
Источники информации, принятые во внимание при экспертизе: 1. Наврацкий Г. А. Холодная объемная штамповка, М., «Машиностроение, 1973, .с. 203, рис. 486 - прототип. 2. Джонс Ф. и Хортон X. Механизмы автоматнческого действия, М., Машгиз, 1961 с. 254, рис. 190.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Устройство к прессу для отбортовки концов трубных заготовок | 1982 |
|
SU1055561A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1676725A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1500419A1 |
Фи
549213
