113
Изобретение относится к литейному производству.
Цель изобретения - повьшение плотности рабочей поверхности стержня или формы.
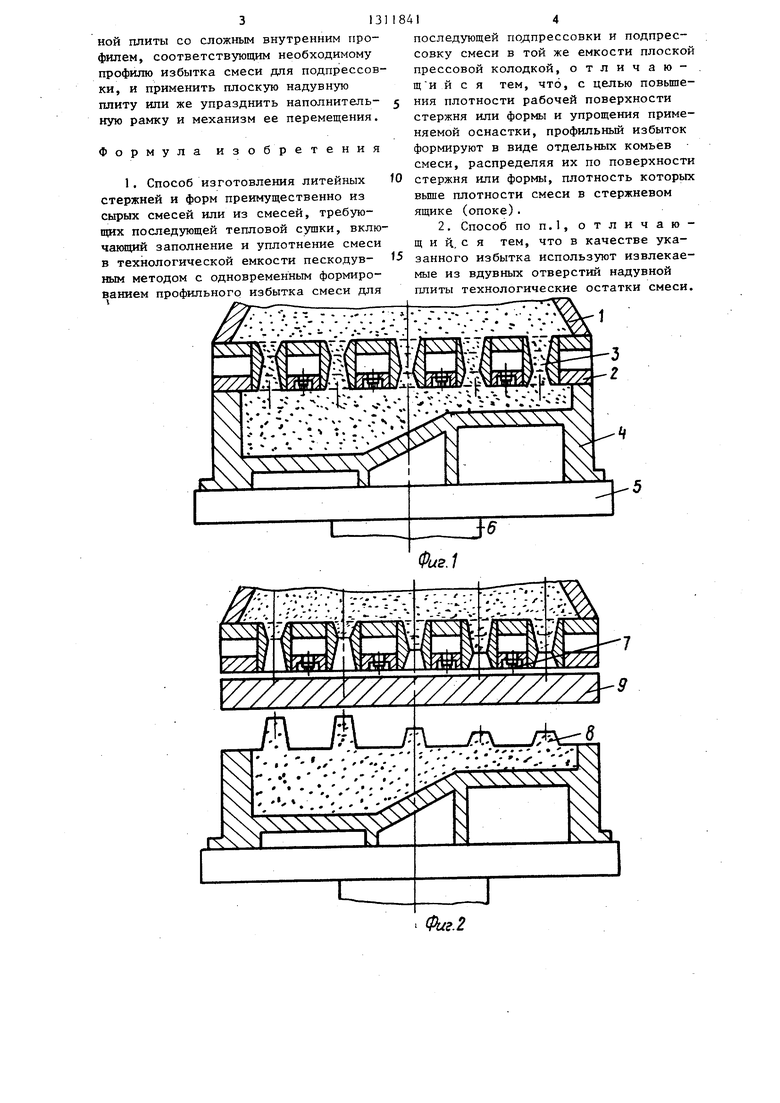
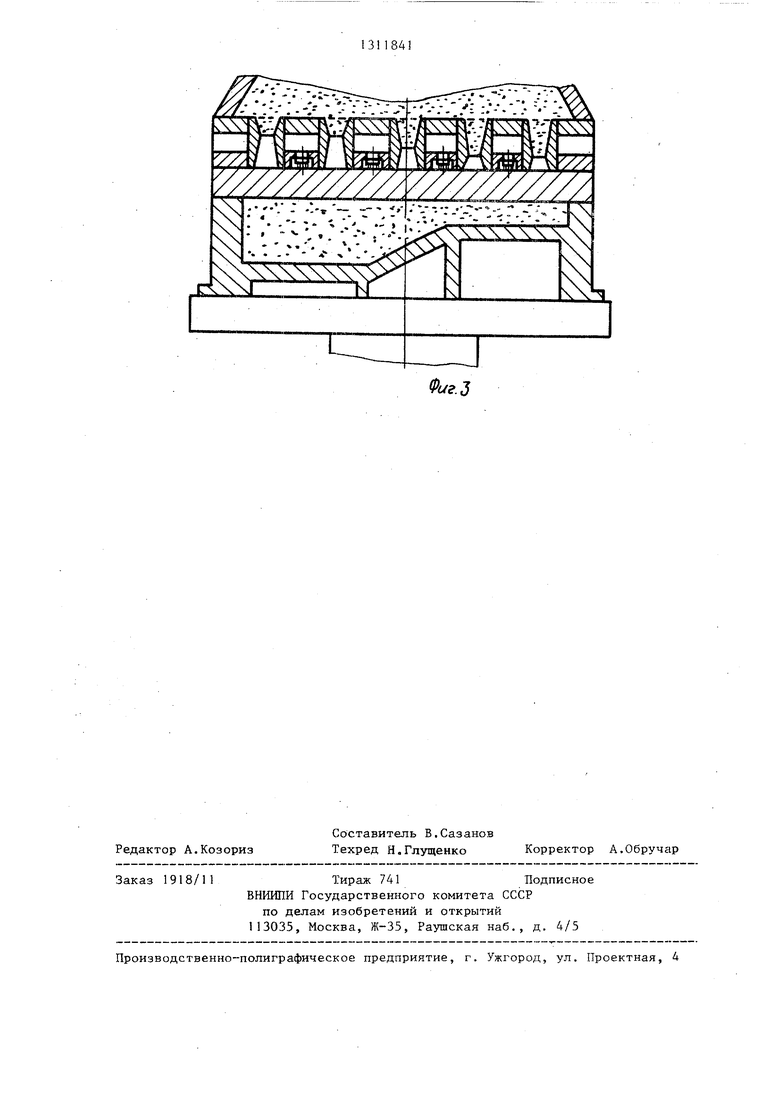
На фиг.1 изображена схема заполнения стержневого ящика пескодувным методом; на фиг.2 - схема извлечения профильного избытка из надувной плиты и ввод прессовой плиты между надувной плитой и стержневым ящиком; на фиг.З - схема подпрессовки смеси .в стержневом ящике.
Устройство для реализации способа содержит корпус 1 насадки пескодувной машины, надувную плиту 2 с вдувными отверстиями 3, стержневой ящик 4, прижимной стол 5 пескодувной машины (не показана) с порщнем 6 механизма поджима, венты 7. В результате пескодувного заполнения оснастки образуется профильный избыток смеси 8, который уплотняется прессовой плитой 9. 1
Сущность предлагаемого способа заключается в следующем.
После поджима стержневого ящика 4 к надувной плите 2 прижимным столом 5 производят вдув смеси в стержневой ящик 4 через вдувные отверстия 3 с одновременным заполнением будуш нх выступов смеси над поверхностью стержня, выполненных во вдувных отверстиях 3. После этого опус:кают стержневой ящик 4 с одновременным извлечением профилированных выступов 8 из вдувных отверстий 3, а в пространство между надувной плитой и стержневым ящиком 4 вводят прессовую плиту 9. Затем производят поджим стержневого ящика 4 и прессовой плиты 9 к надувной плите 2 пескодувной машины (операция подпрессовки) прижимным столом 5. Опускают стержневой ящик 4 и выводят прессовую плиту 9 и стержневой ящик 4 за пределы машины, извлекают стержень. Наибольшее уплотнение смеси пескодувным способом достигается именно во вдувных отверстиях и прилегающей к ним зоне. Поэтому спрофилированные таким путем выступы смеси имеют большую плотность, чем плотность смеси в прилегающих к ним зонах.
Извлечен1а1е из вдувных отверстий выступы смеси не совпадают с конфигурацией полости стержневого ящика или формы, для уплотнения смеси в
12
которой они предназначены, а имеют меньшую ширину, чем полость. Кроме того, в соответствии с рекомендациями по выбору расположения вдувных
отверстий вдувные отверстия располагают над углублениями в стержневом ящике и за выступами, препятствующими распространению и уплотнению . смеси.
Извлeкae я Ie из вдувных отверстий технологические остатки смеси располагаются соответственно им, что автоматически способствует расположению необходимых для подпрессовки выступов в требуемых зонах.
В отличие от механизма уплотнения смеси при прессовании предварительно спрофилированного по модели или по
0
лости ящика избытка смеси или при
5
прессовании смеси профильной колодкой, когда уплотнение осуществляется за счет перемещения слоев смеси вниз и плотность смеси уменьшается за
5 счет трения о стенки оснастки, в предложенном способе усилие от прессовой колодки передается на уплотненные профильные выступы смеси, отстоящие на некотором расстоянии от CT«Ij нок оснастки. Поэтому в первую очередь уплотняется смесь в столбе, расположенном непосредственно под профильным выступом. По мере уплотнения этого столба смеси в нем возникают боковые деформации и боковйе усилия, под действием которых происходит уплотнение смеси в промежутках мезкду этими выступами и возле стенок оснастки. При этом боковое трение смеQ си о стенки, оснастки практически отсутствует, так как в отличие от механизма уплотнения вертикальные перемещения смеси вдоль этих стенок отсутствуют, а смесь возле них уплотняется
5 под действием бокового давления в
столбе смеси под профильными выступами, действующего перпендикулярно к стенкам оснастки. При отсутствии бокового трения о стенки большая часть
Q усилия прессования передается нижележащим слоям смеси и ее плотность по высоте выравнивается, за счет чего повьш1ается качество изготовляемых стержней и форм,
5 Использование предлагаемого способа изготовления стержней и форм позволяет также существенно упростить применяемую оснастку, а именно исключить необходимость применения надув313
ной плиты со сложным внутренним профилем, соответствующим необходимому профилю избытка смеси для подпрессов- ки, и применить плоскую надувную плиту или же упразднить наполнитель- ную рамку и механизм ее перемещения.
Формула изобретения
1. Способ изготовления литейных стержней и форм преимущественно из сырых смесей или из смесей, требующих последующей тепловой сушки, включающий заполнение и уплотнение смеси в технологической емкости пескодув- ным методом с одновременным формированием профильного избытка смеси для
414
последующей гюдпрессовки и подпрес- совку смеси в той же емкости плоской прессовой колодкой, отличаю- щ и и с я тем, что, с целью повьше- ния плотности рабочей поверхности стержня или формы и упрощения применяемой оснастки, профильный избыток формируют в виде отдельных комьев смеси, распределяя их по поверхности стержня или формы, плотность которых вьше плотности смеси в стержневом ящике (опоке).
2, Способ non.l, отличающий, с я тем, что в качестве указанного избытка используют извлекаемые из вдувных отверстий надувной плиты технологические остатки смеси.
Фиг.1
У///// ////////////А.
Редактор А.Козориз
Составитель В.Сазанов Техред Н.Глущенко
Заказ 1918/11
Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
Корректор А.Обручар
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Пескодувный способ изготовления литейных стержней и форм | 1975 |
|
SU710761A1 |
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| Надувная плита для пескодувно-пескострельных машин | 1977 |
|
SU774777A1 |
| ПЕСКОДУВНАЯ МАШИНА | 1973 |
|
SU406623A1 |
| Машина для изготовления литейных стержней | 1982 |
|
SU1574347A1 |
| Литейная машина | 1988 |
|
SU1526887A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Стержневой ящик для стержней с постоянным сечением | 1985 |
|
SU1416259A1 |
| Способ изготовления литейных стержней | 1958 |
|
SU118948A1 |
Изобретение относится к литейному производству и предназначено для изготовления литейных стержней и форм. Цель изобретения - повышение плотности рабочей поверхности стерж- ня или формы и упрощение применяемой оснастки. Сущность способа заключается в том, что поверхность наддува вьтолняют плоской по уровню лада технологической оснастки, осуществляя формирование профильного избытка смеси для подпрессовки над плоскостью наддува технологической емкости, и для формирования указанного избытка используют извлекаемые из вдувных отверстий надувной плиты технологические остатки смеси. I з.п. ф-лы, 3 ил. с «9 ее 00
| 0 |
|
SU153095A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент ФРГ № 824543, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
