/ff /
зю
О1 СО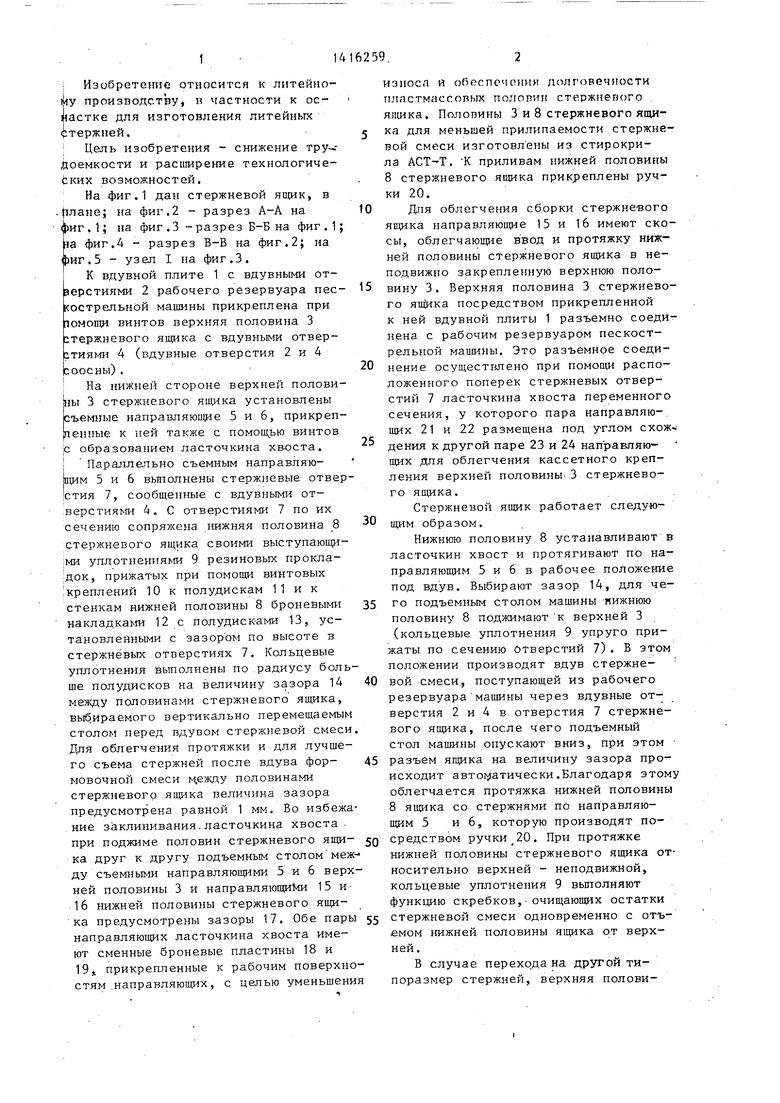
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| Машина для изготовления литейных стержней | 1982 |
|
SU1574347A1 |
| Способ изготовления литейных стержней и форм | 1982 |
|
SU1311841A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| НАСАДКА ДЛЯ ПЕСКОДУВНЫХ МАШИН | 1971 |
|
SU314593A1 |
| Полуавтомат для изготовления оболочковых стержней | 1977 |
|
SU738751A1 |
| Стержневой ящик | 1981 |
|
SU1002082A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Надувная плита для пескодувно-пескострельных машин | 1977 |
|
SU774777A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
Изобретение относится к литейному производству,а именно к конструкции стержневой оснастки для изготовления стержней постоянного сечения. Цель изобретения - снижение трудоемкости и расширение технологических возможностей. Стержневой ящик содержит две половины. Верхняя половина 3 закреплена на надувной плите, имеет фигурную поверхность со сквозными выемками, а 1шжняя по- ловийа 8 - коробчатого сечения с ограничивающими торцовыми стенками, конфигурация которых соответствует профилю сечения отверстия. 5 ил. (О
фиг.2
i Изобретение относится к лнтейно- lUy производству, в частности к ос- Настке для изготовления литейных (Ьтержней. ,
I Цель изобретения - снижение тру--- Йоемкости и расширение технологических возможностей,
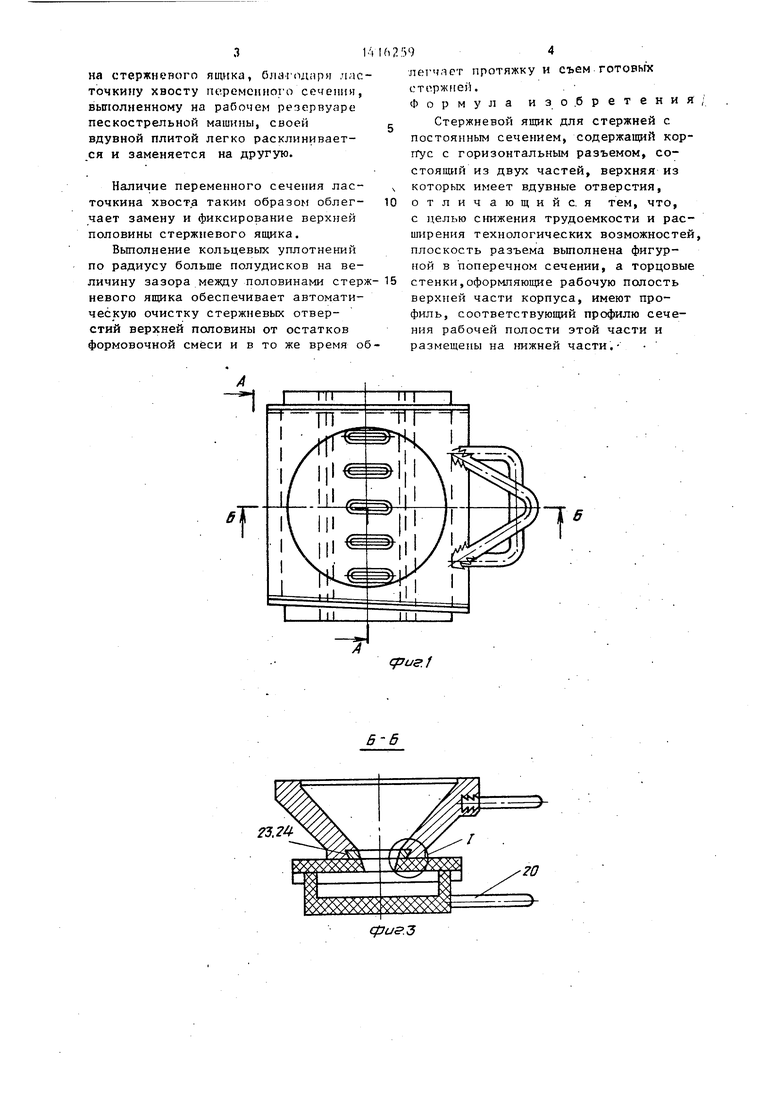
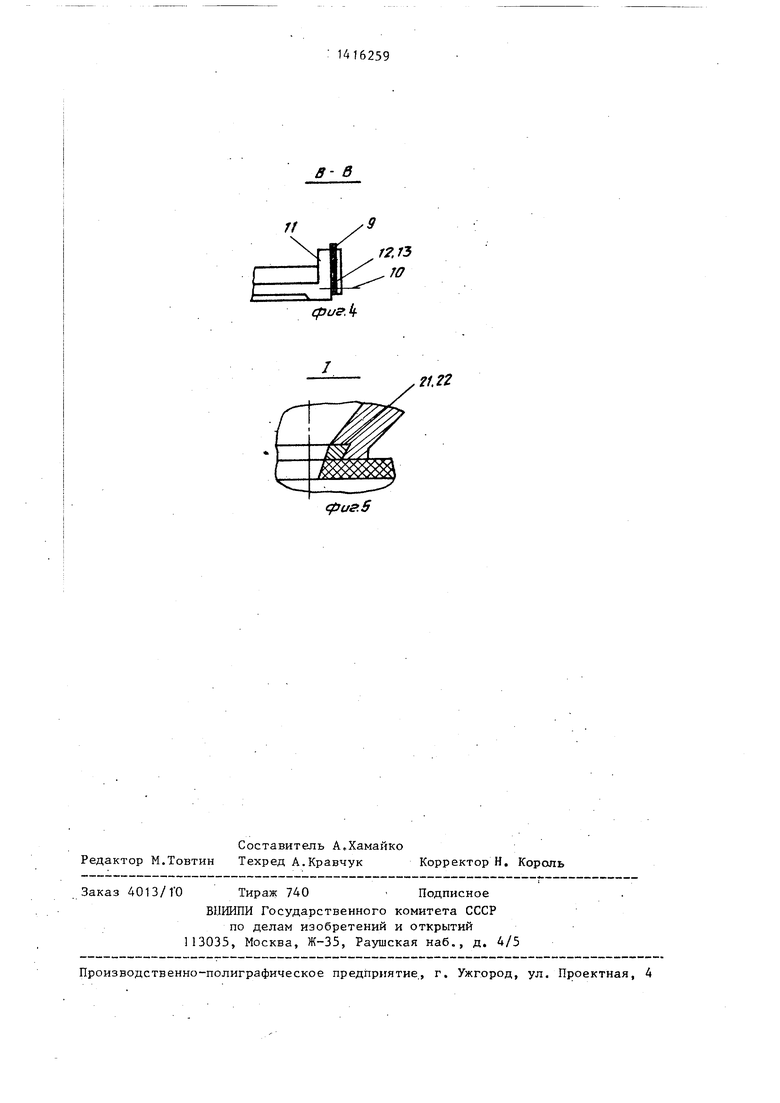
На фиг.1 дан стержневой ящик, в |1лане; на фиг.2 - разрез А-А на фиг , 1; на фиг.3 - разрез Б-Б на фиг.1; jfla фиг.4 - разрез В-В на фиг.2; на фиг.5 - узел I на фиг.З. I К вдувной плите 1 с вдувными от- аерстиями 2 рабочего резервуара пес- кострельной машины прикреплена при ломопщ винтов верхняя половина 3 стержневого ящика с вдувными отверстиями 4 (вдувные отверстия 2 и 4 соосны).
I На нижней стороне верхней полови- Ьы 3 стержневого ящика установлены съемные направляюш;ие 5 и 6, прикреп- {пеипые к ней также с помощью винтов |С образованием ласточкина хвоста. I Параллельно съемным направляю- 5 и 6 вьпюлнены стержневые отвер- |стия 7 у сообщенные с вдувными отверстиями 4. С отверстиями 7 по их сечению сопряжена .нижняя половина 8 стержневого ящика своими выступающи- :ки уплотнениями 9 резиновых прокла- док, прижатых при помощи винтовых Укреплений 10 к полудискам 11 и к стенкам нижней половины 8 броневыми накладками 12 с полудиск-ами 13, установленными с зазором по высоте в стержневых отверстиях 7. Кольцевые уплотнения вьшолнены по .радиусу больше полудисков на величину зазора 14 между половинами стержневого ящика, выбираемого вертикально перемещаемым столом перед вдувом стержневой смеси Для облегчения протяжки и для лучшего съема стержней после вдува фор- мовочной смеси м,ежр,у половинами стержневого ящика величина зазора предусмотрена равной 1 мм. Во избежа .ние заклинивания,ласточкина хвоста- при поджиме половин стержневого ящи- ка друг к другу подъемным столом меж ду съемными направляющими 5 и 6 верхней половины 3 и направляющими 15 и- 16 нижней половины стержневого ящика предусмотрены зазоры 17. Обе пары направляющих ласточкина хвоста имеют сменные броневые пластины 18 и 19л прикрепленные к рабочим поверхностям .направляющих, с целью уменьшени
износа и обеспечения долговечности пластмассовых половин стержневого ящика. Половины 3 и 8 стержневого ящика для меньшей прилипаемости стержневой смеси изготовл ены из стирокри- ла ДСТ-Т, К приливам нижней половины 8 стержневого ящика прикреплены ручки 20.
Для облегчения сборки стержневого ящика направляющие 15 и 16 имеют скосы, облегчающие ввод и протяжку нижней половины стержневого ящика в неподвижно закрепленную верхнюю половину 3. Верхняя половина 3 стержневого ящика посредством прикрепленной к ней вдувной плиты 1 разъемно соединена с рабочим резервуаром пескост- рельной машины. Это разъемное соединение осуществлено при помощи расположенного поперек стержневых отверстий 7 ласточкина хвоста переменного сечения, у которого пара направляющих 21 и 22 размещена под углом схождения к другой паре 23 и 24 направляющих для облегчения кассетного крепления верхней половины- 3 стержневого ящика.
Стержневой яшцк работает следующим образом.
Нижнюю половину 8 устанавливают в ласточкин хвост и протягивают по на- правляюш 1м 5 и 6 в рабочее положение под вдув. Выбирают зазор 14, для чего подъемным столом машины нижнюю половину 8 поджимают к верхней 3 (кольцевые уплотнения 9 упруго прижаты по сечению отверстий 7). В зтом положении производят вдув стержне- вой смеси., поступающей из рабочего резервуара машины через вдувные отверстия 2 и 4 в отверстия 7 стержневого яищка, после чего подъемный стол машины опускают вниз, при этом разъем яшJiкa на величину зазора происходит авто1 атически.Благодаря этому облегчается протяжка нижней половины 8 со стержнями по направляющим 5 и 6, которую производят посредством ручки 20. При протяжке нижней половины стержневого ящика относительно верхней - неподвижной, кольцевые уплотнения 9 выполняют функцию скребков,-очищающих остатки стержневой смеси одновременно с отъемом нижней половины ящика от верхней.
В случае перехода на другой типоразмер стержней, верхняя полови3I l
на стержневого ящика, блапшгфч ласточкину хвосту переменного сечения, выполненному на рабочем резервуаре пескострельной машины, своей вдувной плитой легко расклинивается и заменяется на другую.
Наличие переменного сечения ласточкина хвоста таким образом облегчает замену и фиксирование верхней половины стержневого ящика.
Вьшолнение кольцевых уплотнений по радиусу больше полудисков на величину зазора между половинами стерж невого ящика обеспечивает автоматическую очистку стержневых отверстий верхней половины от остатков формовочной смеси и в то же время об
2,2
162594
лет чает протяжку и съем готорьгх
стержней..
Формула изобретения/
gСтержневой ящик для стержней с
постоянным сечением, содержащий кор- ггус с горизонтальным разъемом, состоящий из двух частей, верхняя из которых имеет вдувные отверстия, 10 отличающийся тем, что, с целью снижения трудоемкости и расширения технологических возможностей, плоскость разъема вьтолнена фигурной в поперечном сечении, а торцовые 15 стенки,оформляющие рабочую полость верхней части корпуса, имеют профиль, соответствующий профилю сечения рабочей полости этой части и размещены на нижней части..1
cpus.3
rf
фигЛ
21,22
| Груздев А,Н | |||
| Механизированное изготовление стержней для литейных форм, - М.: Высшая школа, 1965, с.236, рис.1546. |
