Изобретение относится к автоматизации технологических процессов в машиностроении, а именно к автоматизации загрузни станков и автоматических линий заготовками обрабатываемых деталей.
Целью изобретения является повышение надежности работы устройства.
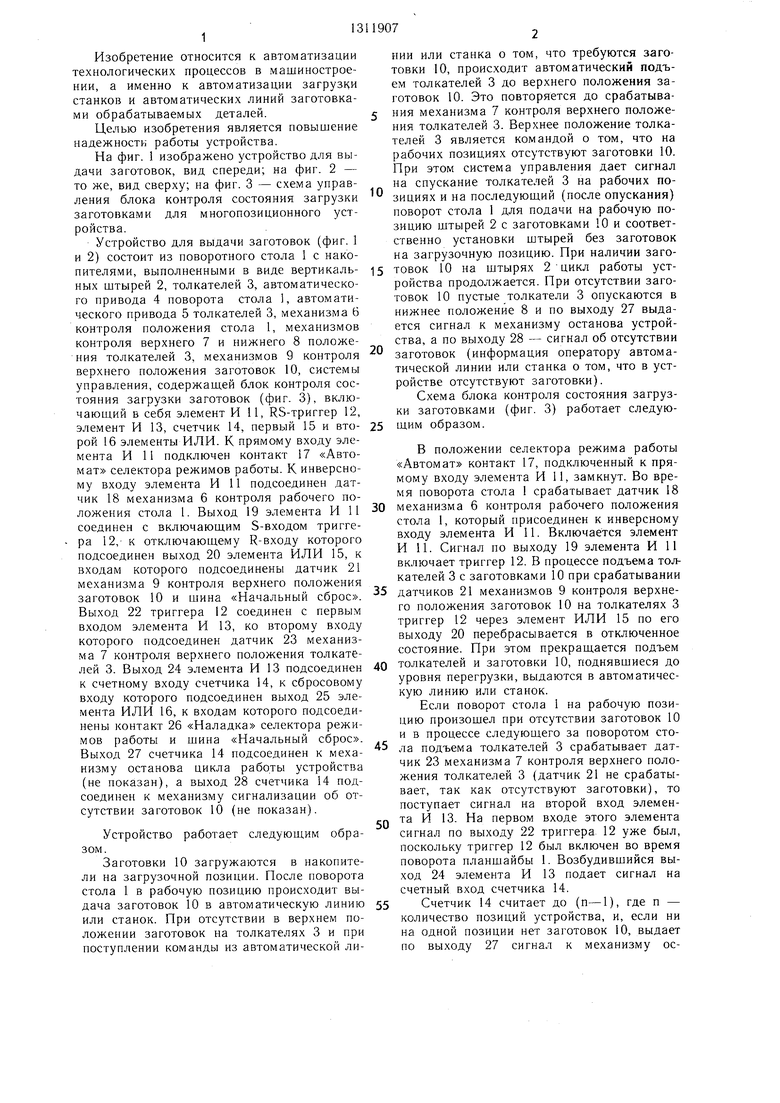
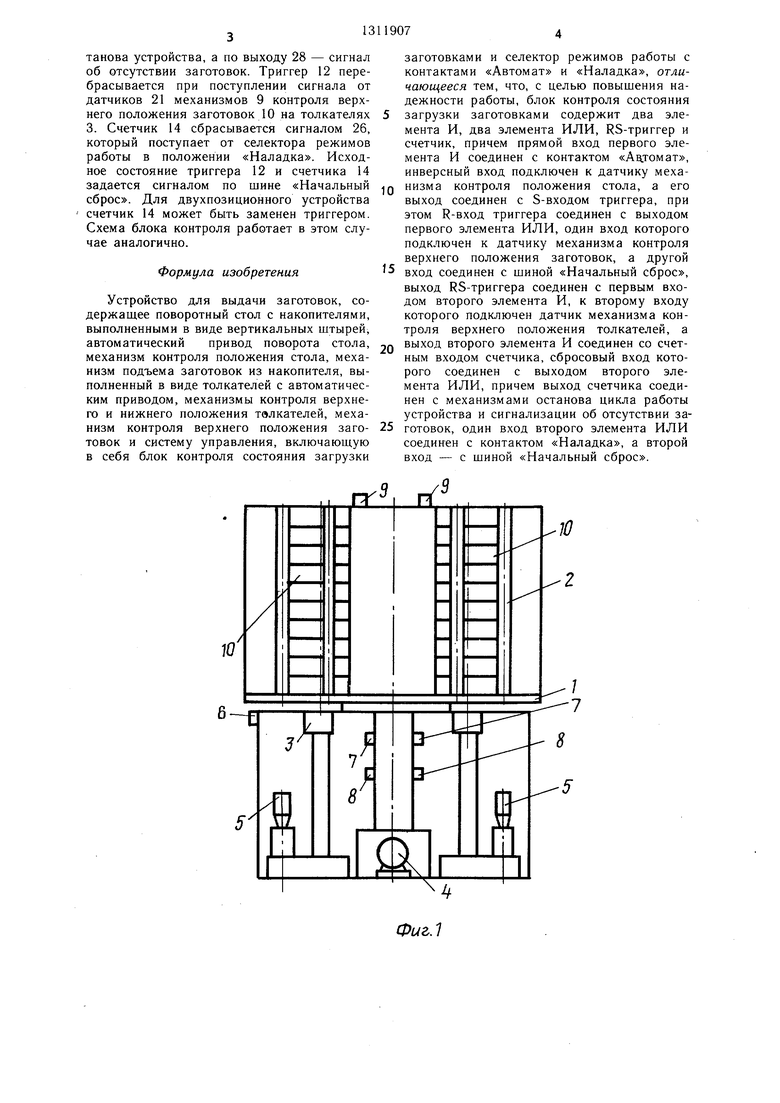
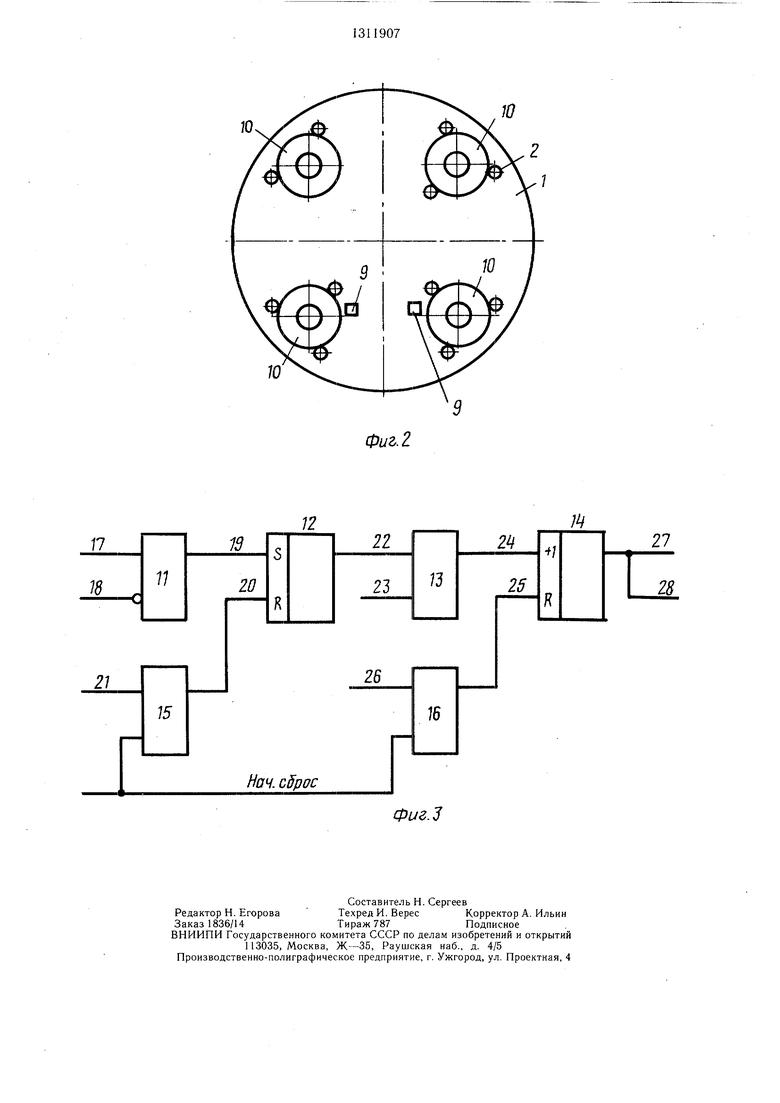
На фиг. 1 изображено устройство для выдачи заготовок, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема управления блока контроля состояния загрузки заготовками для многопозиционного устройства.
Устройство для выдачи заготовок (фиг. 1 и 2) состоит из поворотного стола 1 с накопителями, выполненными в виде вертикальных штырей 2, толкателей 3, автоматического привода 4 поворота стола 1, автоматического привода 5 толкателей 3, механизма 6 контроля положения стола 1, механизмов контроля верхнего 7 и нижнего 8 положения толкателей 3, механизмов 9 контроля верхнего положения заготовок 10, системы управления, содержащей блок контроля состояния загрузки заготовок (фиг. 3), включающий в себя элемент И 11, RS-триггер 12, элемент И 13, счетчик 14, первый 15 и вто- рой 16 элементы ИЛИ. К прямому входу элемента И 11 подключен контакт 17 «Автомат селектора режимов работы. К инверсному входу элемента И 11 подсоединен датчик 18 механизма 6 контроля рабочего положения стола 1. Выход 19 элемента И 11 соединен с включающим S-входом триггера 12,- к отключающему R-входу которого подсоединен выход 20 элемента ИЛИ 15, к входам которого подсоединены датчик 21 механизма 9 контроля верхнего положения заготовок 10 и шина «Начальный сброс. Выход 22 триггера 12 соединен с первым входом элемента И 13, ко второму входу которого подсоединен датчик 23 механизма 7 контроля верхнего положения толкателей 3. Выход 24 элемента И 13 подсоединен к счетному входу счетчика 14, к сбросовому входу которого подсоединен выход 25 элемента ИЛИ 16, к входам которого подсоединены контакт 26 «Наладка селектора режимов работы и шина «Начальный сброс. Выход 27 счетчика 14 подсоединен к механизму останова цикла работы устройства (не показан), а выход 28 счетчика 14 подсоединен к механизму сигнализации об отсутствии заготовок 10 (не показан).
Устройство работает следующим образом.
Заготовки 10 загружаются в накопители на загрузочной позиции. После поворота стола 1 в рабочую позицию происходит выдача заготовок 10 в автоматическую линию или станок. При отсутствии в верхнем положении заготовок на толкателях 3 и при поступлении команды из автоматической ли5
5
НИИ или станка о том, что требуются заготовки 10, происходит автоматический подъем толкателей 3 до верхнего положения заготовок 10. Это повторяется до срабатываНИН механизма 7 контроля верхнего положения толкателей 3. Верхнее положение толкателей 3 является командой о том, что на рабочих позициях отсутствуют заготовки 10. При этом система управления дает сигнал на спускание толкателей 3 на рабочих по- зициях и на последующий (после опускания) поворот стола 1 для подачи на рабочую позицию штырей 2 с заготовками 10 и соответственно установки штырей без заготовок на загрузочную позицию. При наличии заготовок 10 на штырях 2 ЦИКЛ работы устройства продолжается. При отсутствии заготовок 10 пустые толкатели 3 опускаются в нижнее положение 8 и по выходу 27 выдается сигнал к механизму останова устройства, а по выходу 28 - сигнал об отсутствии
заготовок (информация оператору автоматической линии или станка о том, что в устройстве отсутствуют заготовки).
Схема блока контроля состояния загрузки заготовками (фиг. 3) работает следующим образом.
5
0
5
В положении селектора режима работы «Автомат контакт 17, подключенный к прямому входу элемента И 11, замкнут. Во время поворота стола срабатывает датчик 18
0 механизма 6 контроля рабочего положения стола 1, который присоединен к инверсному входу элемента И 11. Включается элемент И 11. Сигнал по выходу 19 элемента И 11 включает триггер 12. В процессе подъема толкателей 3 с заготовками 10 при срабатывании
5 датчиков 21 механизмов 9 контроля верхнего положения заготовок 10 на толкателях 3 триггер 12 через элемент ИЛИ 15 по его выходу 20 перебрасывается в отключенное состояние. При этом прекращается подъем толкателей и заготовки 10, поднявшиеся до уровня перегрузки, выдаются в автоматическую линию или станок.
Если поворот стола 1 на рабочую позицию произошел при отсутствии заготовок 10 и в процессе следующего за поворотом стола подъема толкателей 3 срабатывает датчик 23 механизма 7 контроля верхнего положения толкателей 3 (датчик 21 не срабатывает, так как отсутствуют заготовки), то поступает сигнал на второй вход элемента И 13. На первом входе этого элемента сигнал по выходу 22 триггера 12 уже был, поскольку триггер 12 был включен во время поворота планшайбы 1. Возбудившийся выход 24 элемента И 13 подает сигнал на счетный в.ход счетчика 14.
Счетчик 14 считает до (п-1), где п - количество позиций устройства, и, если ни на одной позиции нет заготовок 10, выдает по выходу 27 сигнал к механизму ос5
0
танова устройства, а по выходу 28 - сигнал об отсутствии заготовок. Триггер 12 перебрасывается при поступлении сигнала от датчиков 21 механизмов 9 контроля верхнего положения заготовок 10 на толкателях 3. Счетчик 14 сбрасывается сигналом 26, который поступает от селектора режимов работы в положении «Наладка. Исходное состояние триггера 12 и счетчика 14 задается сигналом по шине «Начальный сброс. Для двухпозиционного устройства счетчик 14 может быть заменен триггером. Схема блока контроля работает в этом случае аналогично.
Формула изобретения
Устройство для выдачи заготовок, содержащее поворотный стол с накопителями, выполненными в виде вертикальных штырей, автоматический привод поворота стола, механизм контроля положения стола, механизм подъема заготовок из накопителя, выполненный в виде толкателей с автоматическим приводом, механизмы контроля верхнего и нижнего положения толкателей, механизм контроля верхнего положения заготовок и систему управления, включающую в себя блок контроля состояния загрузки
0
заготовками и селектор режимов работы с контактами «Автомат и «Наладка, отличающееся тем, что, с целью повыщения надежности работы, блок контроля состояния загрузки заготовками содержит два элемента И, два элемента ИЛИ, RS-триггер и счетчик, причем прямой вход первого элемента И соединен с контактом «Автомат, инверсный вход подключен к датчику механизма контроля положения стола, а его выход соединен с S-входом триггера, при этом R-вход триггера соединен с выходом первого элемента ИЛИ, один вход которого подключен к датчику механизма контроля верхнего положения заготовок, а другой
5 вход соединен с шиной «Начальный сброс, выход RS-триггера соединен с первым входом второго элемента И, к второму входу которого подключен датчик механизма контроля верхнего положения толкателей, а
Q выход второго элемента И соединен со счетным входом счетчика, сбросовый вход которого соединен с выходом второго элемента ИЛИ, причем выход счетчика соединен с механизмами останова цикла работы устройства и сигнализации об отсутствии заготовок, один вход второго элемента ИЛИ соединен с контактом «Наладка, а второй вход - с шиной «Начальный сброс.
5
ю
ю
ю
12
Фиг. г
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированное устройство выдачи заготовок | 1987 |
|
SU1459787A1 |
| Устройство для управления загрузкой,выгрузкой и перемещением заготовок в нагревательной печи | 1985 |
|
SU1307196A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство для учета перемещаемых изделий | 1983 |
|
SU1096671A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1982 |
|
SU1062487A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении, а именно к автоматизации загрузки станков и линий заготовками. Цель изобретения - повышение надежности работы устройства, которая достигается тем, что блок контроля состояния загрузки заготовками, входящий в состав системы управления, выполнен в виде двух элементов И, триггера, двух-элементов ИЛИ и счетчика связанных с селектором режимов работы и с датчиками механизмов контроля положения новоротного стола, контроля положения заготовок и контроля положения толкателей. Кроме этого, устройство содержит накопители, выполненные в виде вертикальных штырей, автоматические приводы поворота стола и перемещения толкателей. 3 ил. со о 
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПРАЖНЕНИЙ НА МУНДШТУКЕ ДУХОВЫХ ИНСТРУМЕНТОВ | 1923 |
|
SU619A1 |
