Существующие способы позволяют производить резку горячего проката на рельсобалочных и сортовых станах подвижными дисковыми пилами при подаче проката к пилам посредством рольгапгов. Если длина полосы проката позволяет, ее резку производят одновременно всеми пилами. При этом обрезка переднего и заднего конца производится на иротивоположных концах рольганга. При большой длине полосы она разрезается на мерные отрезки в несколько приемов, причем одновременно с головной частью полосы отрезается передний ее конец; затем разрезается оставшаяся часть с обрезкой заднего конца любой пилой, к которой подошла последняя часть полосы.
В обоих случаях отходы остаются на всей длине участка, что затрудняет механизацию их удаления. Во втором случае требуется двухкратный подвод полосы на участок резки, что снижает производительность участка пил.
По описываемому способу обрезка хвостовой части предыдущей полосы и головной части последующей полосы произнодится в одном цикле двумя соседними пилами, установленными на стыке двух рольгангов, имеющих независимое управление. Это позволяет сосредоточить отрезку концов в одном месте и повысить производительность участка пил.
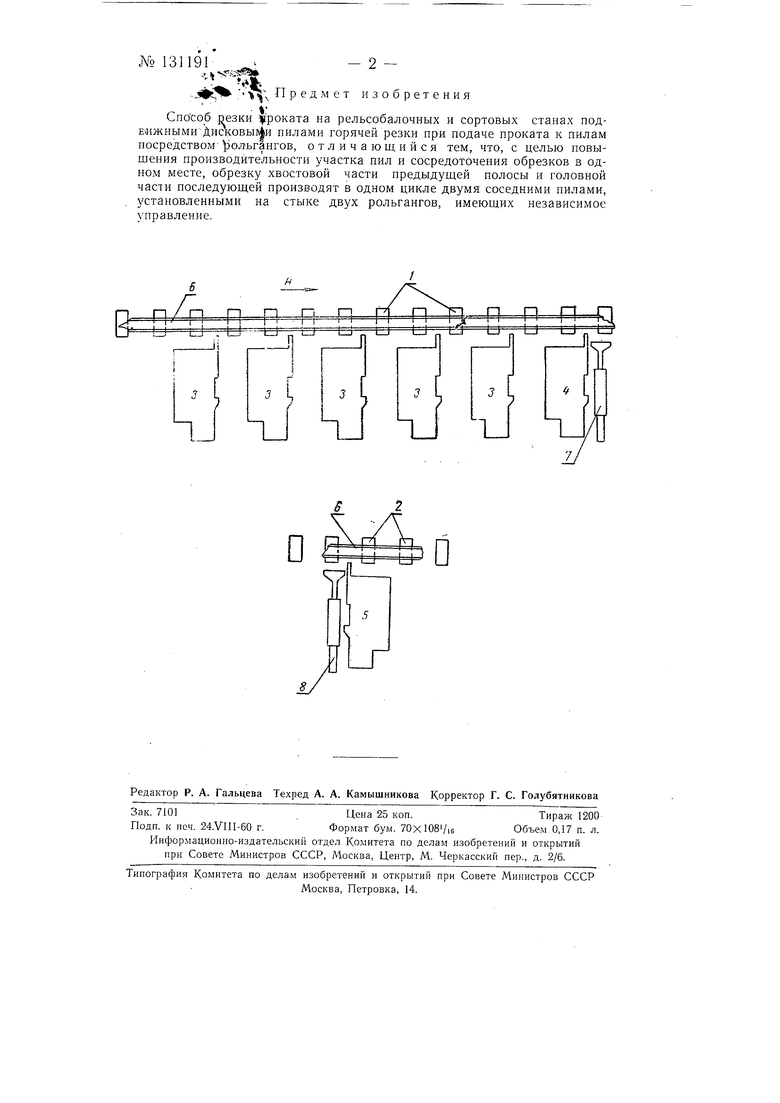
На чертеже схематически изображено расположение оборудования для осуществления описываемого способа.
Рольганг / и рольганг 2 имеют независимое,управление. Резка проката производится дисковыми пилами 3, 4 н 5. Направление проката показано стрелкой А. Первая полоса подается рольгангом 1 и разрезается на мерные части так, чтобы пилой 4 был отрезан передний конец. Затем хвостовая часть 6 полосы подается на рольганг 2. Одновременно с этим на рольганг / подается новая полоса. Вместе с пилами 3 и 4 пила 5 отрезает хвостовой конец у хвостовой части 6 предыдущей полосы, а пилы 3 и 4 производят резку второй полосы так же, как и первой.
В дальнейшем процесс повторяется. Отрезанные передний и хвостовой концы сталкиваются толкателями 7 и S в одном и том же месте.
Предмет изобретения :
Способ резки проката на рельсобалочных и сортовых станах под,Еижными Ди№овы1Ли пилами горячей резки при подаче проката к пилам посредством зольгангов, отличающийся тем, что, с целью повышения производительности участка пил и сосредоточения обрезков в одном месте, обрезку хвостовой части предыдущей полосы и головной части последующей производят в одном цикле двумя соседними пилами, установленными на стыке двух рольгангов, имеющих независимое управление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Способ изготовления сортового проката | 1985 |
|
SU1357437A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОКАТА НА МЕРНЫЕ ДЛИНЫ | 1993 |
|
RU2072278C1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| Шлепперная тележка с управляемым кулаком | 1959 |
|
SU123925A1 |
| Способ разделения непрерывно движущегося проката летучими ножницами | 1976 |
|
SU872065A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОКАТА НА МЕРНЫЕ ДЛИНЫ | 1992 |
|
RU2041031C1 |
| Участок порезки и уборки проката сортового прокатного стана | 1982 |
|
SU1018732A1 |
| Устройство для уборки обрези от режущих механизмов прокатных станов | 1972 |
|
SU505605A1 |
R
LJ „ U U „
п п п ц
й
IIIII
