1
Изобретение относится к обработка металлов давлением, в частности для резки непрерывно движущегося проката, и может быть использовано при резке на высокопроизводительных сортовых станах прокатных цехов.
Известен способ непрерывно движуц егося проката летучими ножницами, включающий обрезку переднего конца и посяедукицую резку на ««ерные длшны с обгоном 1-6% l.
Недостаток данного способа состоит в том, что при обрезке передних концов с обгоном 1-6% траектория их движения имеет беспорядочное направление, зависящее от ряда случайных факторов, что затрудняет улавливание концов при уборке. Также уборку концов затрудняет то, что разрыв между отрезанным передним концом и мерным отрезком невелик на участке уборки концов.
Цель изобретения - облегчение уборки отрезанных передних концов проката.
Поставленная цель достигается тем, ЧТО согласно способу разделения непрерывно движущегося проката летучими ножницами, включающему обрезку переднего конца и последующую резку
на мерные длины с обгоном 1-6%, обрезку переднего конца производят с обгоном 12-16%.
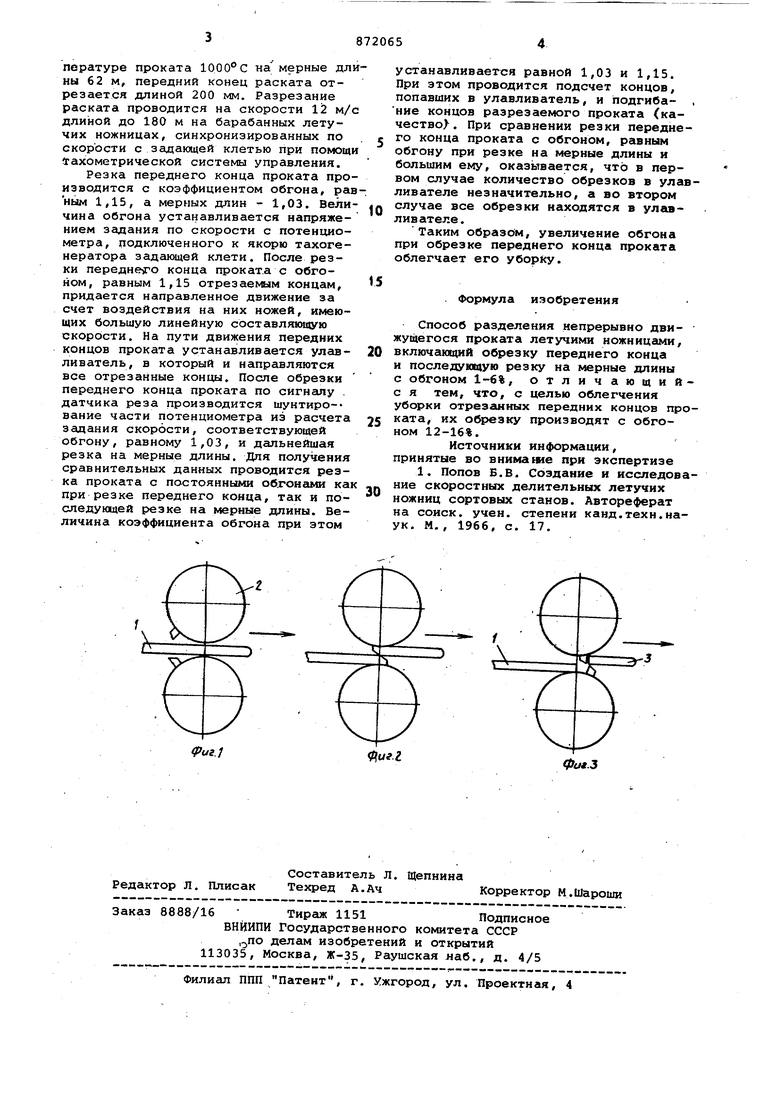
На фиг, 1-3 показаны этапы отделения переднего конца проката.
При подходе проката 1 к участку резки летучие ножницы 2 (на фиг, 1 показаны в качестве примера барабанные летучие ножницы) переводятся на
fO режим работы с повышенным обгоном 12-16% и ножи внедряются в .прокат (фиг, 2), Поскольку линейная составляющая скорости ножей значительно выше скорости движения проката, то сра15зу же после реза происходит отрыв отрезанного переднего конца 3 ножами от оставшегося проката. За сч,ет воздействия ножей на передний конец ;( фиг, 3) проката ему придается направ20ленное движение, что облегчает их уборку. Механизм уборки обрезков в этом случае состоит из известных узлов, например отбойника, склиза, циклона для торможения и бункера. После об25резки переднего конца летучие ножницы автоматически переводятся в режим работы с обгоном 1-6%,
Пример, Резка проводится на барабанных летучих ножницах прдката30из стали 35 диаметром 30 мм При температуре проката 1000 С намерные длины 62 м, передний конец раската отрезается длиной 200 мм. Разрезание раската проводится на скорости 12 м/с длиной до 180 м на барабанных летучих ножницах, синхронизированных по скорости с задающей клетью при помощи ахометрической системы управления.
Резка переднего конца проката производится с коэффициентом обгона, рав ным 1,15, а мерных длин - 1,03. Величина обгона устанавливается напряжением задания по скорости с потенциометра, подключенного к якорю тахогенератора задающей клети. После резки переднего конца проката с обгоном, равным 1,15 отрезаемым концам, придается направленное движение за счет воздействия на них ножей, имеющих большую линейную составлянмдую скорости. На пути движения передних концов проката устанавливается улавливатель, в который и направляются все отрезанные концы. После обрезки переднего конца проката по сигналу . датчика реза производится шунтиро-ванне части потенциометра из расчета задания скорости, соответствующей обгону, равному 1,03, и дальнейшая резка на мерные длины. Для получения сравнительных данных проводится резка проката с по :тоянными обгонами как при резке переднего конца, так и последующей резке на мерные длины. Величина коэффициента обгона при этом
устанавливается равной 1,03 и 1,15. При зтом проводится подсчет концов, попавших в улавливатель, и подгибание концов разрезаемого проката (качество. При сравнении резки переднего конца проката с обгоном, равным обгону при резке на мерные длины и большим ему, оказывается, что в первом случае количество обрезков в улаливателе незначительно, а во втором случае все обрезки находятся в улавливателе.
Таким образом, увеличение обгона при обрезке переднего конца проката облегчает его уборку.
. Формула изобретения
Способ разделения непрерывно движущегося проката летучими ножницами/ включающий обрезку переднего конца и последующую резку на мерные длины с обгоном 1-6%, отличающийс я тем, что, с целью облегчения уборки отрезанных передних концов проката, их обрезку производят с обгоном 12-16%.
Источники информации, принятые во внимаше при экспертизе
1. Попов Б.В. Создание и исследование скоростных делительных летучих ножниц сортовых станов. Автореферат на соиск. учен, степени канд.техн.наук. М,, 1966, с. 17.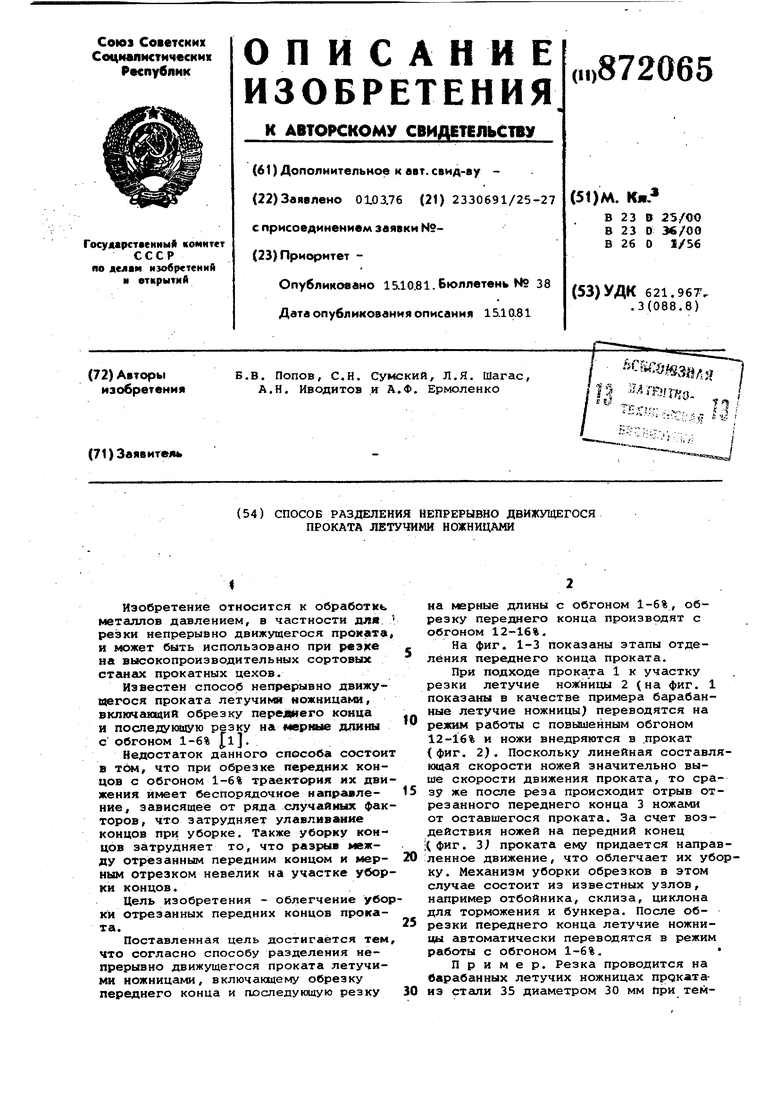
| название | год | авторы | номер документа |
|---|---|---|---|
| Участок порезки и уборки проката сортового прокатного стана | 1982 |
|
SU1018732A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство для резки проката | 1976 |
|
SU791473A1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1991 |
|
RU2006349C1 |
| Летучие ножницы | 1981 |
|
SU1028442A1 |
| Непрерывный заготовочный стан | 1975 |
|
SU566638A1 |
| Способ производства проката на не-пРЕРыВНыХ CTAHAX | 1979 |
|
SU850233A1 |
