схема расположения оборудования одной режут ножницами 11 на мерные длины и
линии участка сварки немерных заготовок.
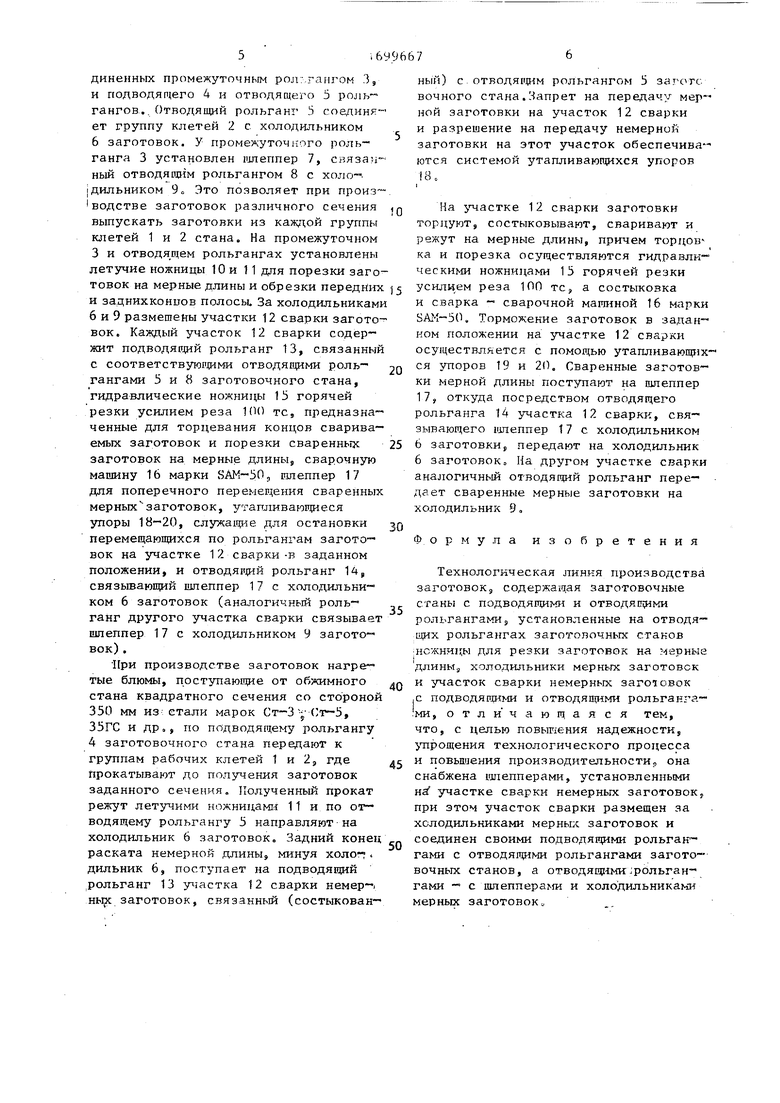
Технологическая линия производства заготовок включает непрерывный заготовочный стан, состоящий из двух групп клетей 1 и 2, соединенных промежуточным рольгангом 3, и подводящего 4 и отводящего 5 рольгангов. Отводящий рольганг 5 соединяет группу клетей 2 с холодильником 6 мерных заготовок. Наличие на данном стане шлеппера 7, установленного у промежуточного рольганга 3, и отводящего рольганга 8, связывающего галеппер 7 с холодильником 9 мерных заготовок, позволяет при прбизводстве заготовок различного сеченш выпускать готовую продукцию (заготовки) из каждой группы клетей 1 и 2„
На промежуточном 3 и отводящем 5 рольгангах стана установлены ножницы ТО и 11 для порезки заготовок на мер- ные длины и обрезки дефектных передних и задних концов. За холодильника- ми 6 и 9 размещен участок 12 сварки немерных заготовок с подводящими 13 и отводящими 14 рольгангами. Подводящие рольганги 13 участка 12 сварки связаны с отводящими рольгангами 5 и 8 заготовочного стана. Участок 12 сварки включает подводящие рольганги 13, гидравлические ножницы 15 горячей резки, предназначенные для торцевания концов немерной заготовки под сварку и порезки сваренных заготовок на мерные длины, сварочные машины 16, шлепперы 17 с холодильниками 6 и 9 заготовок. По обе стороны ножниц 15 горячей резки в непосредственной близости от них установлены подвижные захваты (не показаны)„ Поверхности роликов подводящих рольгангов 13, зажимных губок сварочной машины 16, подвижных захватов (не показаны) и
20
25
30
35
40
4Ь
50
55
по отводящему рольгангу Ь направляют на холодильник b мерных заготовок. Задний конец раската немерной длины передают на подводящий рольганг 13 участка 12 сварки немерных заготовок, Указанная передача обеспечивается связью отводящего рольганга 5 заготовочного стана с подводящим рольгангом 13 участка 12 сварки немерных заготовок. По подводящему рольгангу 13 немерные заготовки перемещают к ножницам 15 горячей резки, где осуществляют торцовку заднего конца He- мерной заготовки, после чего первую из свариваемых немерных заготовок передают за сварочную машину 16.
Аналогичным образом торцуют передний конец следующей немерной заготовки, после чего подготовленные к сварке немерные заготовки стыкуют и сваривают в сварочной машине 1Ь. Если длина двух сваренных заготовок меньше длины мерной заготовки, то задний конец второй заготовки сваривают с передним концом третьей немер- ной заготовки в соответствии с описанной схемой. Если длина двух сваренных заготовок больше длины мерной заготовки заднюю часть сваренной заготовки обрезают ножницами 15, причем мерная.часть поступает на шлеппер 17. На шлеппере 17 готовые мерные заготовки накапливаются и постепенно передаются на холодильник 6 независимо от темпа работы прокатного стана„ Оставшуюся немерную часть сваривают с последующей немерной заготовкой. Аналогичным образом работает технологическая линия при выпуске заготовок из группы клетей 1 заготовочного стана
Пример, Технологическая линия производства заготовок включает непрерывный заготовочный стан,состоя щий из двух групп клети, 1 к /, сое0
5
0
5
0
Ь
0
5
по отводящему рольгангу Ь направляют на холодильник b мерных заготовок. Задний конец раската немерной длины передают на подводящий рольганг 13 участка 12 сварки немерных заготовок, Указанная передача обеспечивается связью отводящего рольганга 5 заготовочного стана с подводящим рольгангом 13 участка 12 сварки немерных заготовок. По подводящему рольгангу 13 немерные заготовки перемещают к ножницам 15 горячей резки, где осуществляют торцовку заднего конца He- мерной заготовки, после чего первую из свариваемых немерных заготовок передают за сварочную машину 16.
Аналогичным образом торцуют передний конец следующей немерной заготовки, после чего подготовленные к сварке немерные заготовки стыкуют и сваривают в сварочной машине 1Ь. Если длина двух сваренных заготовок меньше длины мерной заготовки, то задний конец второй заготовки сваривают с передним концом третьей немер- ной заготовки в соответствии с описанной схемой. Если длина двух сваренных заготовок больше длины мерной заготовки заднюю часть сваренной заготовки обрезают ножницами 15, причем мерная.часть поступает на шлеппер 17. На шлеппере 17 готовые мерные заготовки накапливаются и постепенно передаются на холодильник 6 независимо от темпа работы прокатного стана„ Оставшуюся немерную часть сваривают с последующей немерной заготовкой. Аналогичным образом работает технологическая линия при выпуске заготовок из группы клетей 1 заготовочного стана.
Пример, Технологическая линия производства заготовок включает непрерывный заготовочный стан,состоящий из двух групп клети, 1 к /, соединенных промежуточньгм рол рангом 3, и подводящего 4 и отводящего 5 рольгангов. Отводящий рольганг S соединяет группу клетей 2 с холодильником 6 заготовок. У промежуточного рольганга 3 установлен шлеппер 7, сиязаъ ный отводящим рольгангом 8 с холодильником 9 „ Это позволяет при производстве заготовок различного сечекия выпускать заготовки из каждой группы клетей 1 и 2 стана. На промежуточном
3и отводящем рольгангах установлены летучие ножницы 10 и 11 для порезки заготовок на мерные длины и обрезки передних и зацнихкониов полосы. За холодильниками 6 и 9 размешены участки 12 сварки заготовок. Каждый участок 12 сварки содержит подводящий рольганг 13, связанный с соответствующими отводящими рольгангами 5 и 8 заготовочного стана, гидравлические ножницы 15 горячей резки усилием реза 1(10 тс, предназначенные для торцевания концов свариваемых заготовок и порезки сваренных заготовок на мерные длины, сварочную машину 1Ь марки SAK-50, шлеппер 17 для поперечного перемещения сваренных мерных заготовок, утапливающиеся упоры 18-20, служащие для остановки перемещающихся по рольгангам заготовок на участке 12 сварки -в заданном положении, и отводящий рольганг 14, связывающий шлеппер 17 с холодильником 6 заготовок (аналогичный рольганг другого участка сварки связывает шлеппер 17 с холодильником У заготовок) .
При производстве заготовок нагретые блюмы, поступающие от обжимного стана квадратного сечения со стороной 350 мм из стали марок Ст-3 т- 5, 35ГС и др., по подводящему рольгангу
4заготовочного стана передают к группам рабочих клетей 1 и 2, где прокатывают до получения заготовок заданного сечения. Полученный прокат режут летучими ножницами 11 и по отводящему рольгангу 5 направляют на холодильник 6 заготовок. Задний конец раската немерной длины, минуя холо- . дильник 6, поступает на подводящий рольганг 13 участка 12 сварки немер-. ных заготовок, связанный (состыкован-
0
ный) с отводящим рольгангом 5 залоге вочного стана.Запрет на передачу мерной заготовки на участок 12 сварки и разрешение на передачу немерной заготовки на этот участок обеспечива - ются системой утапливающихся упоров (18.
На участке 12 сварки заготовки торцуют, состыковывают, сваривают и режут на мерные длины, причем торцов ка и порезка осуществляются гидравлическими ножницами 15 горячей резки 5 усилием реза 100 тс, а состыковка
и сварка - сварочной машиной 16 марки SAM-50. Торможение заготовок в заданном положении на участке 12 сварки осуществляется с помощью утапливающихся упоров 19 и 20. Сваренные заготовки мерной длины поступают на шлеппер 17, откуда посредством отводящего рольганга 1 участка 12 сварки, связывающего шлеппер 17 с холодильником b заготовки, передают на холодильник 6 заготовок. На другом участке сварки аналогичный отводящий рольганг передает сваренные мерные заготовки на холодильник 9.
0
5
Формула изобретения
Технологическая линия производства заготовок, содержащая заготовочные станы с подводящими и отводящими рольгангамиj установленные на отводящих рольгангах заготовочных станов нсжнчцы для резки заготовок на мерные длинЫа холодильники мерных заготовок и участок сварки немерных заготовок ,с подводящими и отводящими рольганга- ми, отличающаяся тем, что, с целью повышения надежности, упрощения технологического процесса и повышения производительности,, она снабжена шлепперами, установленными на участке сварки немерных заготовок, при этом участок сварки размещен за холодильниками мерных заготовок и соединен своими подводящими рольгангами с отводящими рольгангами заготовочных станов, а отводящими,рольгангами - с шлепперами и холодильниками мерных заготовок„
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Способ производства заготовок | 1989 |
|
SU1692692A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Непрерывный заготовочный стан | 1975 |
|
SU566638A1 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
Изобретение относится к прокатному производству, а именно к компоновке технологических линий для производства сортовых заготовок, и может быть использовано на заготовочных станах металлургических предприятий. Цель изобретения - повышение надежно- сти линии9 упрощение технологического процесса и повышение производитель- ности. Технологическая линия содержит- две группы клетей 1 и 2, соединенных промежуточным рольгангом 3, и подводящий 4 и отводящий 5 рольганги. Последний соединен с холодильником 6 мерных заготовок о На промежуточном рольганге 3 установлен гапеппер 7, который подает заготовки от клети 1 на отводящий рольганг 8, соединенный с холодильником 9 мерных заготовок. На рольгангах 3 и 5 установлены нож-™ ницы 10 и 11 для резки заготовок на мерные длины. За холодильниками b и 9 размещен участок 12 сварки немерных заготовок, содержащий подводящие 13 и отводящие 14 рольганги. Подводящие рольганги 13 связаны с отводящими рольгангами 5 и 80 Отводящие ролыан- ги 14 связаны с холодильниками 6 и 9, На участке сварки немерных заготовок установлены нохшицы 15 горячей резки, сварочные машины 16, шлепперы 17 и утапливающиеся упоры 18-20. 2 ил. CS S
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
