fO
Изобретение относится к электромашиностроению.
Целью изобретения является улучшение энергетических характеристик.
На фиг, гюказа. -ш зубцовая зона магнитопровода статора; на фиг,2 - схема одновременного гофрирования двух лент для изго ои. зубцовой
ЗОНЬ,
Зубцовая зона статора () состоит из двух гофриронаиных частей I и 2,, Каждая из частей представляет собой свернутую и цилиндр гофрированную ленту г. выполненными на ней зуО- цами 3 и пазами 4. Каждый зубец со- f.5 стоит из трех гофр. Однако число гофр в зубце может колеб -и.ся в зависимости от расчетного зубцов в маг- нитопроводе. С ростом числа зубцов уменьшается число гофр в зубце,, а также ширина сч паза 4,
Места 5 и 6 соединения свернутых в цилиндр гофрированных лент размеще ны как продолжение друг друга, т.е. на одной прямой. Так же расположены зуб1№ 3 и пазы 4 смежных частей I и 2 эубцовой зоны. Благодаря такому взаимному распопожению частей зубцовой 30HI.: обеспечивается максимальное
изводят одновременное гофриров всех лент, идущих на изготовле цовой зоны одного или более, ч ного, магнитопровода. Для этог , обходимо, чтобы ленты были пол из одного рулона, что обеспечи полное совпадение всех отклоне толщины электротехнической ста всех лентах-. Только в этом слу возможно максимально точное со торцов зубцов и пазов соседних рованных лент.
Способ гофрирования ленты о ляется в следующей последовате ти .
Ленты 7 и 8 (фиг.2), получ путем продольного разрезания ш
20
го рулона (не показан), поступ ргллельно на гофрирующее устр которое содержит общий гибочны мент 9 и формующие элементы 10 индивидуальные для каждой лент J нообразование гофр на лентах м производиться любым известным бом воздействия на ленту. Паз зуется на всех параллельных ле одновременно с помощью гибочно
:: аг1ол ение nasa обмоткой, что У- мента 9, снабжен {ого крайними
тельно yл чшaeт элергети :еские ха- рактермс гики двигателя,
Отношеяие ширины а паза к ширине 3 гофрированной ленты, из которой иэго-г-онлена каждая отдельная часть зуГч овой оиы,. должно быть равным О 35-О ,045 Это :;ротношение обеспе- 4jjBaeT г лотное сжатие гофр и зубцов н це ОМ по всей ширине ленты. Мини- .ма.пьное значение этого отнош(чия эа- от толщины электро1 ехнической -тани и кол тТЧч стпа гофр : зуице, Таким образом, частей зубцовой )ни и ширина зависят от выбранной ширины паза, толщины электротехнической стати и количестра гофр в зубце.
При изготовлении статора электрической машины все части зубцовой зоны размещаются лнутри ярма, вы;:олнен- 50-пичающаяся тем, что, с ценого из витой ленты (на показано). Предварительно в пазы зубцовой зоны укладь вают обмсгку. Стыкующие торцы псех частей зубцовой зоны изолируются для уменьшения потерь от вихревых токов в зубцовой зоне.
При изготовлении зубцовой зоны, состоящей из двух и более частей,проfO
f.5 126812
изводят одновременное гофрирование всех лент, идущих на изготовление зуб- цовой зоны одного или более, чем одного, магнитопровода. Для этого не- , обходимо, чтобы ленты были получены из одного рулона, что обеспечивает полное совпадение всех отклонений толщины электротехнической стали на всех лентах-. Только в этом случае возможно максимально точное совмещение торцов зубцов и пазов соседних гофрированных лент.
Способ гофрирования ленты осуществляется в следующей последовательности .
Ленты 7 и 8 (фиг.2), полученные путем продольного разрезания широко-
го рулона (не показан), поступают па- ргллельно на гофрирующее устройство, которое содержит общий гибочный элемент 9 и формующие элементы 10 и II, индивидуальные для каждой ленты, Фор- нообразование гофр на лентах может производиться любым известным способом воздействия на ленту. Паз 4 образуется на всех параллельных лентах одновременно с помощью гибочного эле13 и промежуточной 14 опорами. Гофры на всех параллельных лентах одновременно поджимаются формующими элементами 10 и II. Наличие у гибочного эле- мента 9 крайних 12 и 13 и промежуточной 14 опор обеспечивает жесткость этого элемента в момент формовки па- эа и обжатия зубца.
Формула изобретения
убцовая зона магнитопровода электрической машины, содержащая в осевом направлении по меньшей мере две отдельные части в виде свернутых в цилиндры и соединенных по их образующим гофрированных лент, у которых радиальные ребра и чередующиеся с ними пазы направлены вдоль оси, о т лью улучшения энергетических характеристик, отношение ширины паза к шири не отдельной части зубцовой зоны равно 0,035-Сч045, при этом зубцы и jj) места соединения по образующим свернутых гофрированных лент смежных отдельных частей зубцовой зоны являют- продолжением друг друга.
.2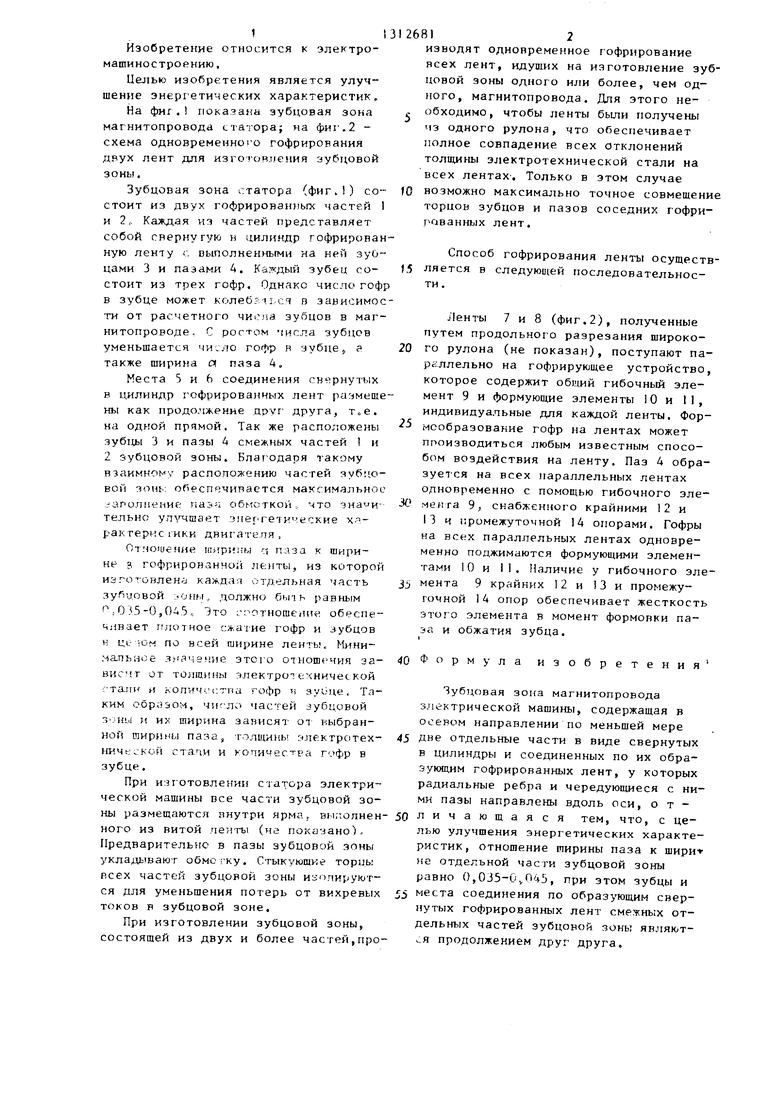
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1398029A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Способ изготовления зубцовой зоны магнитопровода электрической машины | 1985 |
|
SU1348962A1 |
| Статор электрической машины | 1982 |
|
SU1270835A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |

Изобретение относится к злектро- машиностроению. Цель изобретения - улучшение энергетических характеристик. Зубцовая зона статора состоит из двух гофрированных частей 1 и 2.Каждая из частей представляет собой свернутую в цилиндр гофрированную ленту с зубцами 3 и пазами 4. Места 5 и 6 соединения гофрированных лент размещены как продолжение друг друга. Отношение ширины а паза к ширине b отдельной части зубцовой зоны равно 0,035-0,045. Это обеспечивает плотное сжатие гофр и зубцов в целом по всей ширине ленты. 2 ил. 1О (Л
Редактор И.Шулла
Составитель Ф,Подольская
Техред А.Кравчук Корректор С.Шекмар
Заказ 1977/53Тираж 661Подписное
ВНИИ1ТИ Государственного комитета СССР
по делам изобретений и открытий И , 035, Москва, Ж-35, Раушская наб., д., 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Магнитопровод электрической машины | 1980 |
|
SU1073843A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
